пазон изменения точно отрезаемых длин ввиду весьма ограниченной зоны деформации упругодемпфирующих элементов (порядка 5°). Кроме того, при переходах на другие длины порезки, а также при технологических изменениях скорости разрезаемого проката в этой системе необходимо дополнительно проворачивать датчик реза до исключения подергиваний при резе.
Известно устройство для управления летучими ножницами, работающими в режиме непрерывного вращения, в котором при помощи датчиков перемещения проката и ножниц, преобразователя код-частота, реверсивного счетчика и еще некоторых элементов фактически реализована цифроаналоговая следящая система регулирования уровня скорости двигателя ножниц в соответствии с заданной длиной порезки.
Недостатками этого устройства являются недостаточная точность отрезания мерных длин и ухудшение качества реза, обусловленные несоответствием линейной скорости ножей ножниц и скорости проката в момент реза, а также циклической потерей при обнулении реверсивного счетчика сигнала в цифровом регуляторе, который компенсирует погрешность аналогового регулирования скорости.
Известно также устройство управления летучими ножницами, содержащее блоки согласования по положению и по скорости, а также первый, второй и третий блоки коррекции. Устройство фиксирует ошибку в длине порезки, сравнивает ее с допуском и при необходимости приступает к ее устранению.
Недостатками этого устройства являются повышенная сложность, а также недостаточная точность порезки, вызванная медленным устранением ошибки в длине порезки, что особенно неприемлемо для высокодинамичных агрегатов поперечной резки рулонного проката.
Наиболее близким к предлагаемому является устройство управления летучими ножницами, работающими в режиме непрерывного вращения, содержащее связанные с валом ножниц через механизм выравнивания скоростей привод, тахогенератор, импульсный датчик перемещения ножниц и датчик реза, импульсный датчик перемещения проката, связанный с прокатом посредством мерительных роликов, последова тельно соединенные преобразователь кодчастота, реверсивный счетчик, первый преобразователь код-напряжение и регулятор скорости, последовательно соединенные нереверсивный счетчик, блок компенсации динамического момента, второй преобразователь код-напряжение и блок умножения, а также квадратор, преобразователь частота-напряжение и задатчик длины. Это устройство работает как цифроаналоговая
следящая система регулирования уровня скорости двигателя ножниц в соответствии с заданной длиной порезки, а для устранения влияния на вал приводного двигателя переменного в цикле порезки динамического момента, обусловленного неравномерностью вращения вала барабанов ЛИ, производится его компенсация путем формирования в каждом цикле порезки сигнала задания динамического тока и подачи его на
5 второй вход регулятора тока привода ЛИ.
Однако такое устройство .характеризуется недостаточной точностью отрезания мерных длин и ухудшением качества реза, обусловленными колебаниями скорости
0 двигателя от действия не полностью скомпенсированного динамического момента. Эффект неточной компенсации возникает за счет временного несоответствия сигнала задания динамического тока фактическому
5 динамическому моменту сучетом инерционности контура регулирования тока. Причем отмеченные колебания скорости двигателя не могут быть устранены аналоговым 1Л цифровым регуляторами скорости ввиду их поОниженного быстродействия. В свою очередь, коэффициенты усиления аналогового и цифрового регуляторов скорости, оп-, ределяющи их быстродействие, выбираются из условий устойчивости и заданного качества регулирования процесса в зависимости от параметров силовой части системы, в частности от момента инерции движущихся масс. При наличии МВС суммарный момент инерции, приведенный к валу двигателя, ввиду переменного в цикле порезки передаточного отношения МВС является величиной переменной, и по условиям устойчивости регуляторы скорости рассчитываются с учетом наименьшего значения суммарного момента ийерции, а это означает, что в течение значительной части оборота ЛИ, когд;а суммарнь1й момент инерции привода значительно больше минимального, регуляторы скорости имеют
0 пониженное быстродействие и не могут устранить колебания скорости вала приводного двигателя от действия Не полностью скомпенсированного динамического момента.
5 Цель изобретения - повышение точности порезки и улучшение качества реза.
Поставленная цель достигается тем, что в устройство введены последовательно соединенные блок вычисления момента инерции, третий преобразователь код-напряжение и второй блок умножения, второй вход которого соединен с выходом регулятора скорости, а выход подсоединен к первому входу привода ножниц, причем выход нереверсивного счетчика подключен к первому входу блока вычисления момента инерции, второй вход которого соединен с выходом задатчика длины.
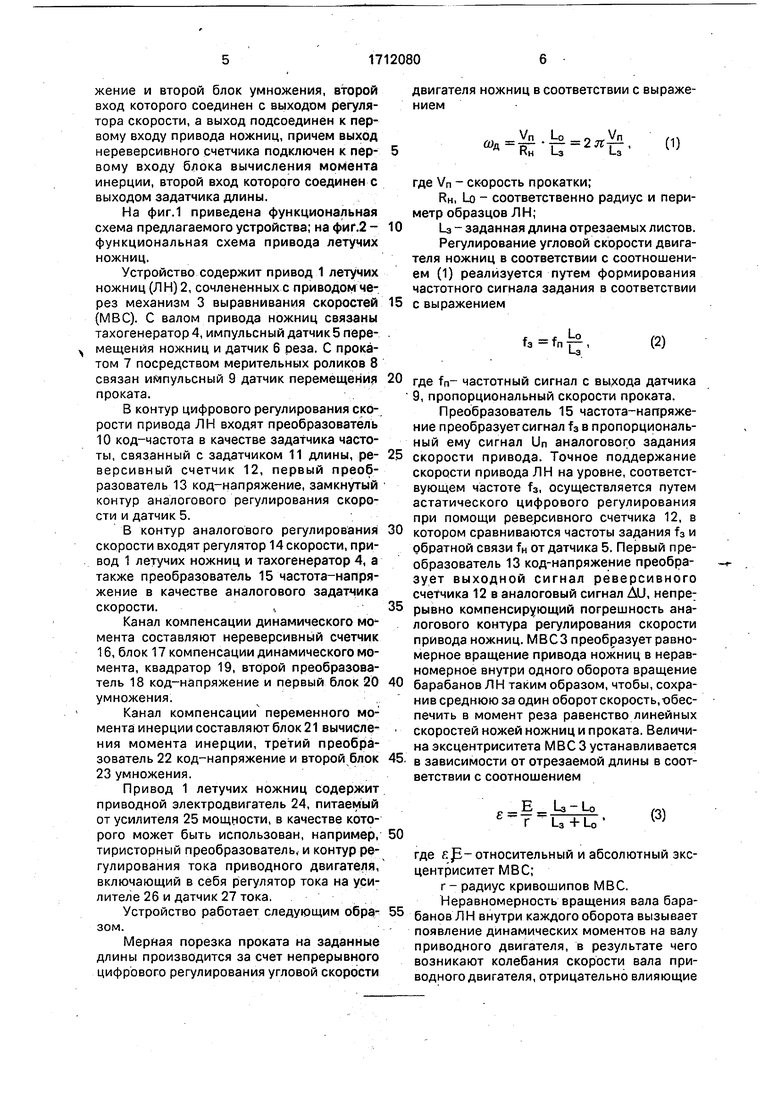
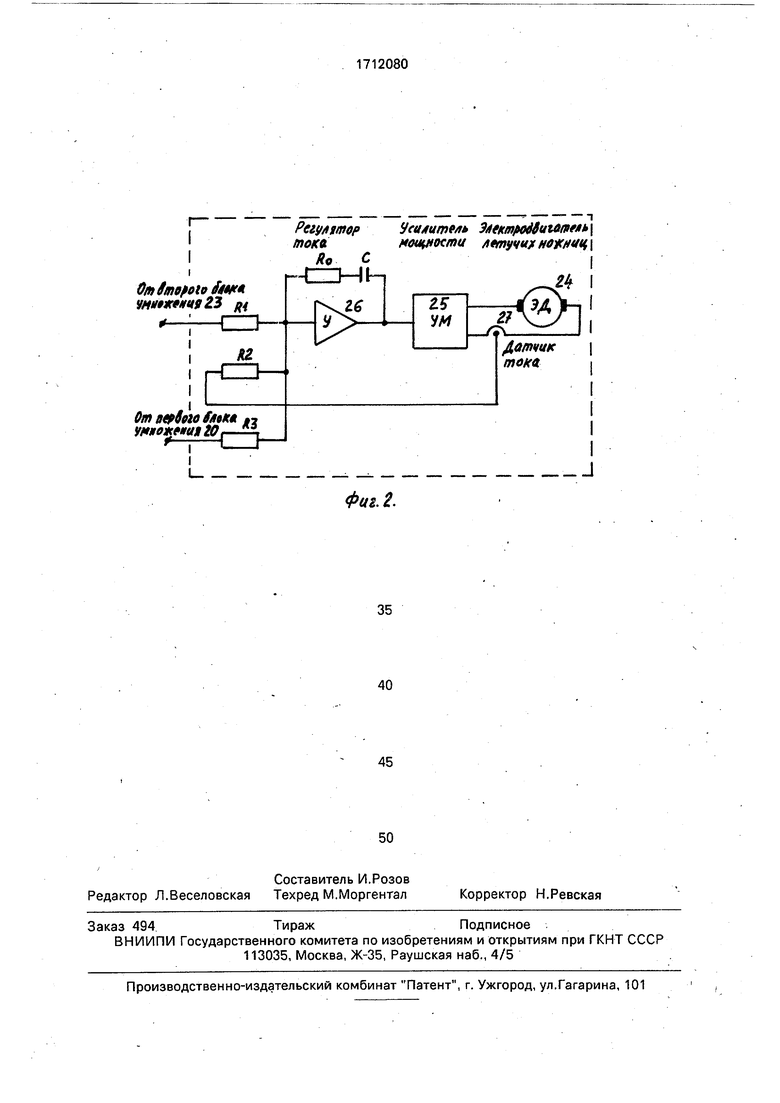
На фиг.1 приведена функциональная схема предлагаемого устройства; на фиг.2 функциональная схема привода летучих ножниц.
Устройство содержит привод 1 летучих ножниц (ЛН) 2, сочлененных с приводом через механизм 3 выравнивания скоростей (МВС). С валом привода ножниц связаны тахогенератор4, импульсный датчик 5 перемещен1;1я ножниц и датчик 6 реза. С прокатом 7 посредством мерительных роликов 8 связан импульсный 9 датчик перемещения проката.
В контур цифрового регулирования скОрости привода ЛИ входят преобразователь 10 код-частота в качестве задаТчика частоты, связанный с задатчиком 11 длины, реверсивный счетчик 12, первый преобразователь 13 код-напряжение, замкнутый контур аналогового регулирования скорости и датчик 5.
В контур аналогового регулирования скорости входят регулятор 14 скорости, привод 1 летучих ножниц и тахогенератор 4, а также преобразователь 15 частота-напряжение в качестве аналогового задатчика скорости.,,
Канал компенсации динамического мо мента составляют нереверсивный счетчик 16, блок 17 компенсации динамического момента, квадратор 19, второй преобразователь 18 код-напряжение и первый блок 20 умножения.
Канал компенсации переменного момента инерции составляют блок 21 вычисле ния момента инерции, третий преобразователь 22 код-напряжение и второй блок 23 умножения.
Привод 1 летучих ножниц содержит приводной электродвигатель 24, питаемый от усилителя 25 мощ(ности, в качестве которого может быть использован, например, тиристорный преобразователь, и контур регулирования тока приводного двигателя/ включающий в себя регулятор тока на усилителе 26 и датчик 27 тока.
Устройство работает следующим образом.
Мерная порезка проката на заданные длины производится за счет непрерывного цифрового регулирования угловой скорости
двигателя ножниц в соответствии с выражением
УП RH
2
(1) U 1з
где Vn - скорость прокатки;
RH, LO - соответственно радиус и периметр образцов ЛН;
U - заданная длина отрезаемых листов. Регулирование угловой скорости двигателя ножниц в соответствии с соотношением (1) реализуется путем формирования частотного сигнала задания в соответствии с выражением
LO
(2)
fa fn
U
где fn- частотный сигнал с датчика 9, пропорциональный скорости проката.
Преобразователь 15 частота-напряжение преобразует сигнал fa в пропорциональный ему сигнал Un аналогового задания
скорости привода. Точное поддержание скорости привода ЛН на уровне, соответствующем частоте fa, осуществляется путем астатического цифрового регулирования при помощи реверсивного счетчика 12, в
котором сравниваются частоты задания fa и обратной связи in от датчика 5. Первый преобразователь 13 код-напряжение преобразует выходной сигнал реверсивного счетчика 12 в аналоговый сигнал AU, непре:
рывно компенсирующий погрешность аналогового контура регулирования скорости привода ножниц. МВСЗ преобразует равномерное вращение привода ножниц в неравномерное внутри одного оборота вращение
барабанов Л Н таким образом, чтобы, сохранив среднюю за один оборот скорость,обеспечить в момент реза равенство линейных скоростей ножей ножниц и проката. Величина эксцентриситета МВС 3 устанавливается
в зависимости от отрезаемой длины в соответствии с соотношением
.
(3)
г La Н- LO
где кр-относительный и абсолютный эксцентриситет МВС;
г- радиус кривошипов МВС.
Неравномерность вращения вала барабанов ЛН внутри каждого оборота вызывает появление динамических моментов на валу приводного двигателя, в результате чего возникают колебания скорости вала приводного двигателя, отрицательно влияющие
на точность порезки отрезаемых длин и качество реза. Так как отмеченный динамический момент зависит от установленного эксцентриситета, т.е. от заданной длины отрезаемого листа, и является функцией угла поворота вала привода
1б ftj| F(L3,a),
М
дин
где 1б момент инерции барабанов ЛН;
Р(1-з. о;) - относительный динамический момент, т.е. момент при единичной угловой скорости приводного вала и при единичном моменте инерции барабанов ЛН, то для частичного устранения его влияния на вал приводного двигателя осуществляется его компенсация путем формирования в каждом цикле порезки сигнала задания динамического тока Uu и подачи его на второй вход регулятора 26 тока привода 1 ЛН. Для этой цели в нереверсивном счетчике 16 с момента времени, определяемого сигналом датчика реза, формируется код угла а поворота вала приводного двигателя путем подсчета импульсов частоты TH. В блоке 17 компенсации динамического момента по величине кодов а и U формируется код Мд относительного динамического момента F(L3, а), соответствующего текущему значению угла поворота приводного вала при заданной длине порезки. Блок 17 выполнен на основе элемента программируемой памяти, каждая страница памяти которого определяется кодом La, адрес ячейки в каждой странице - кодом а, а содержимое каждой ячейки памяти представляет собой код Ыд, который преобразователем 18 преобразуется в пропорциональное ему напряжение Уд, последнее в блоке БУ-1 20 умножается на
о
сигнал КШд, поступающий с выхода квадратора 19. Таким образом, на выходе первого блока 20 умножения образуется сигнал и|д задания динамического тока в полном соответствии с выражением (4). В момент прихода очередного сигнала от датчика реза обнуляется нереверсивный счетчик 16, и цикл работы блока 17 повторяется.
За счет временного несоответствия с учетом инерционности контура регулирования тока сигнала задания динамического тока фактическому динамическому моменту при изменениях в широких пределах рабочей скорости двигателя имеет место неполная компенсация указанного динамического момента, приводящая к колебаниям скорости двигателя. Поэтому для эффективного устранения указанных колебаний реализован канал компенсации переменного момента инерции, позволяющий добиться
максимального быстродействия аналогового и цифрового регуляторов скорости на протяжении всего цикла порезки. Известно, что в системах подчиненного регулирования
параметров для достижения максимального быстродействия в контуре регулирования скорости при выполнении заданных требований к устойчивости коэффициент регулятора скорости должен быть пропорционален моменту инерции электропривода. Поэтому выходной сигнал регулятора 14 скорости умножается во втором блоке 23 умножения на сигнал Ui, пропорциональный коду NI суммарного момента инерции U
электропривода с МВС, который определяется соотношением
1 1д + 1б 2(1з, «),
(5)
где 1д - момент инерции двигателя;
i(L3,Q;) мгновеннре значение передаточного отношения МВС.
Код NI формируется в блоке 21 вычисления момента инерции по величине кодов
о: и La.
Блок 21 вычисления момента инерции, как и блок 17, выполнен на основе элемента программируемой памяти, каждая страница которого определяется кодом-1з, адрес
ячейки в каждой странице определяется кодом а, а содержимое каждой ячейки представляет собой код NI. Блок 21 работает циклически, синхронно с блоком 17, а цикл определяется ростом содержимого нереверсивного счетчика 16 и его обнулением в момент реза.
Таким образом, применение изобретения позволяет повысить качество и точность реза за счет повышения быстродействия
аналогового и цифрового регуляторов скорости на протяжении всего цикла порезки листа путем изменения коэффициента усиления в контуре регулирования скорости пропорционально фактическому текущему
значению суммарного момента инерции электропривода, определяемого в блоке вычисления момента инерции.
Формула изобретения Устройство управления летучими ножницами, снабженными механизмом выравнивания скоростей, содержащее связанные с валом ножниц через механизм выравнивания скоростей привод летучих ножниц, тахогенератор,/импульсный датчик перемещения ножниц и датчик реза, импульсный датчик перемещения проката, последовательно соединенные преобразоватевль код-частота, реверсивный счетчик, первый
преобразователь код-напряжение и регулятор скорости, последовательно соединенные нереверсивный счетчик, бл.0к компенсации динамического момента, второй преобразователь код-напряжение и блок умножения, а также квадратор, преобразователь частота-напряжение и задатчик длины отрезаемого проката, выход которого подсоединен к кодовому входу преобразователя код - частота, импульсный вход которого подсоединен к выходу импульсного, датчика перемещения проката, а выход через преобразователь частота-напряжение - к второму входу регулятора скорости, выход импульсного датчика перемещени;яножниц подсоединен к второму входу реверсивного счетчика и счетному входу нереверсивного счетчика, вход сброса которого подсоединен к выходу датчику реза, вЫход задатчика длины отрезаемого прокаталодсоединен к второму входу блока компенсации динамического момента, а выход тахогенератора подсоединен к третьему входу регулятора скорости и входу квадратора, выход которого подсоединен к второму входу блока умножения, выход блока умножения подсоединен к второму входу привода летучих ножниц, отличающееся тем, что, с целью повышения точности порез1 :и и улучшения качества реза, оно снабжено последовательно соединенными блоком вычисления момента инерции, третьим преобразователем код-напряжение и вторым блоком умножения, причем второй вход второго блока умножения подсоединен к выходу регулятора скррости, а выход - к первому входу привода летучих ножниц, выход нереверсивного счетчика подсоединен к первому входу блока вычисления момента инерции, к второму входу которого подсоединен выход задатчика длины отрезаемого листа.
Фиг. i
Фав.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления летучими ножницами с механизмом выравнивая скоростей | 1990 |
|
SU1712077A1 |
| Устройство управления летучими ножницами, работающими в режиме непрерывного вращения | 1988 |
|
SU1519855A2 |
| Устройство управления летучими ножницами ,работающими в режиме непрерывного вращения | 1987 |
|
SU1440627A1 |
| Устройство для управления летучими ножницами с механизмом выравнивания скоростей | 1990 |
|
SU1685635A1 |
| Цифроаналоговое устройство управления летучими ножницами с механизмом выравнивания скоростей | 1990 |
|
SU1712078A1 |
| Устройство управления летучими ножницами с механизмом выравнивания скоростей | 1990 |
|
SU1712079A2 |
| Цифровое устройство управления летучими ножницами (его варианты) | 1983 |
|
SU1156871A1 |
| Система управления приводом летучих ножниц | 1984 |
|
SU1260121A1 |
| Система управления приводом летучих ножниц | 1987 |
|
SU1523269A1 |
| Устройство управления летучими ножницами с механизмом выравнивания скоростей | 1989 |
|
SU1682058A1 |
Изобретение относится к машиностроению, в частности к. системам управления оборудованием летучих ножниц, работающих в режиме непрерывного вращения и снабженных механизмом выравнивания скоростей. Цель изобретения - повышение точности порезки и улучшение ja4ecTBa реза,- достигаетс: за счет повышени быстродействи аналогового и цифрового регул торгз скорости на прот жении всего цикла поре - ки путем изменени коэффициента усилени ! в контуре регулировани скорости пропорционально фактическому текущему, значению суммарного момента инерции электропривода, вычисл емому блоком вычислени момента инерции. 2 ил. Изобретение относитс к машиностроению, в частности к конструкции систем управлени оборудованием летучих ножниц, работающих в режиме непрерывного вращени и снабженных механизмом выравн)- вани скоростей (МВС), используемым на высокоскоростных агрегатах поперечной резки рулонного проката и устанавливав-' мым между приводным электродвигателем и барабанами летучих ножниц (ЛН) дл выравнивани в момент реза линейной скорости ножей со скоростью проката. При этом величина устанавливаемого в МВС эксцентриситета однозначно определ етс задан ной длиной порезки проката и диаметром барабанов Л Н. Заданна длина порезки при этом обеспечиваетс регулированием средней за один оборот скорости привода ЛН и скорости проката.Известна установка дл резки полосового проката, снабженна двум упругодем- пфирующими элементами, один из которых соединен с правильной машиной, а другой - с валом ведущего барабана ножниц.Недостатком этой системы вл етс наличие специального тормозного двигател и системы управлени к нему, что существенно усложн ет ее, а также очень малый диа N О 00О
| Фишбейн В.Г | |||
| и др | |||
| Цифроаналоговая система управления электроприводом л'ету- чих ножниц.- Электротехническая промышленность | |||
| Сер | |||
| "Электропривод", 1978, вып | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
