4
Слэ
GO
о: СП
; Изобретение относится к автомати- $ации прокатного производства и пред- йазначено для управления летучими 1 ожницами, производящими порезку проката на ходу на заданные мерные дли™ - )Ш.
Целью изобретения является повы- фение точности порезки мерных дпин технологических изменениях ско- IQ рости проката.
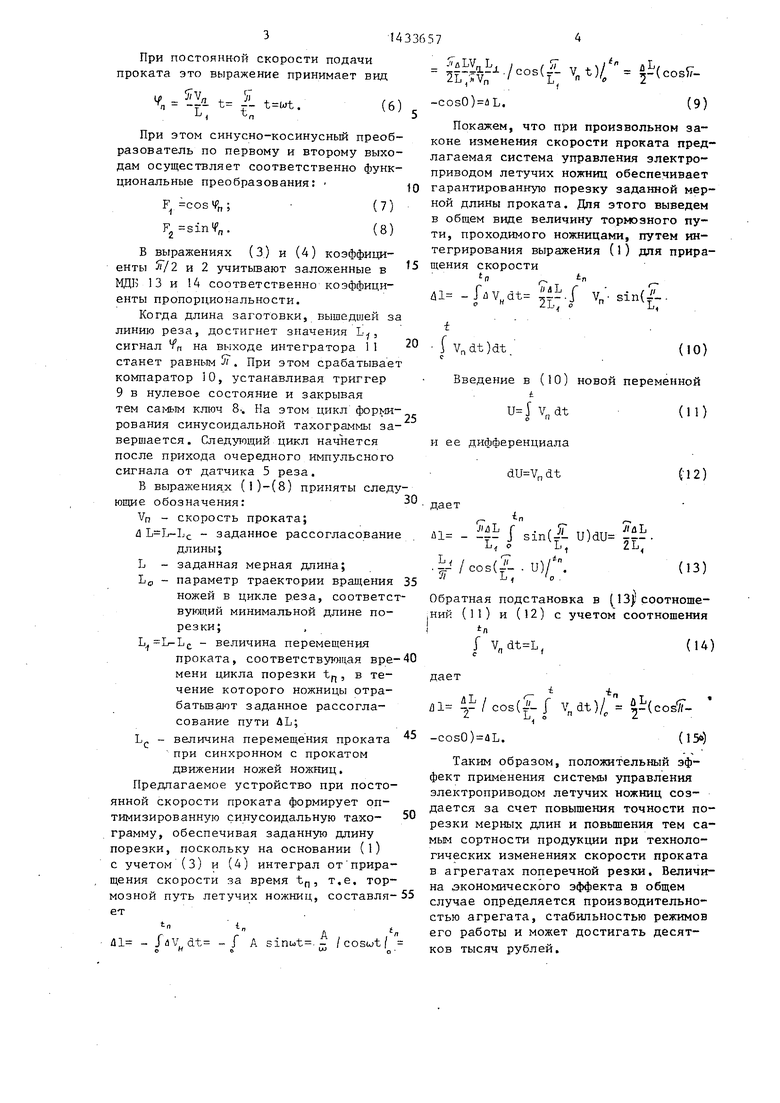
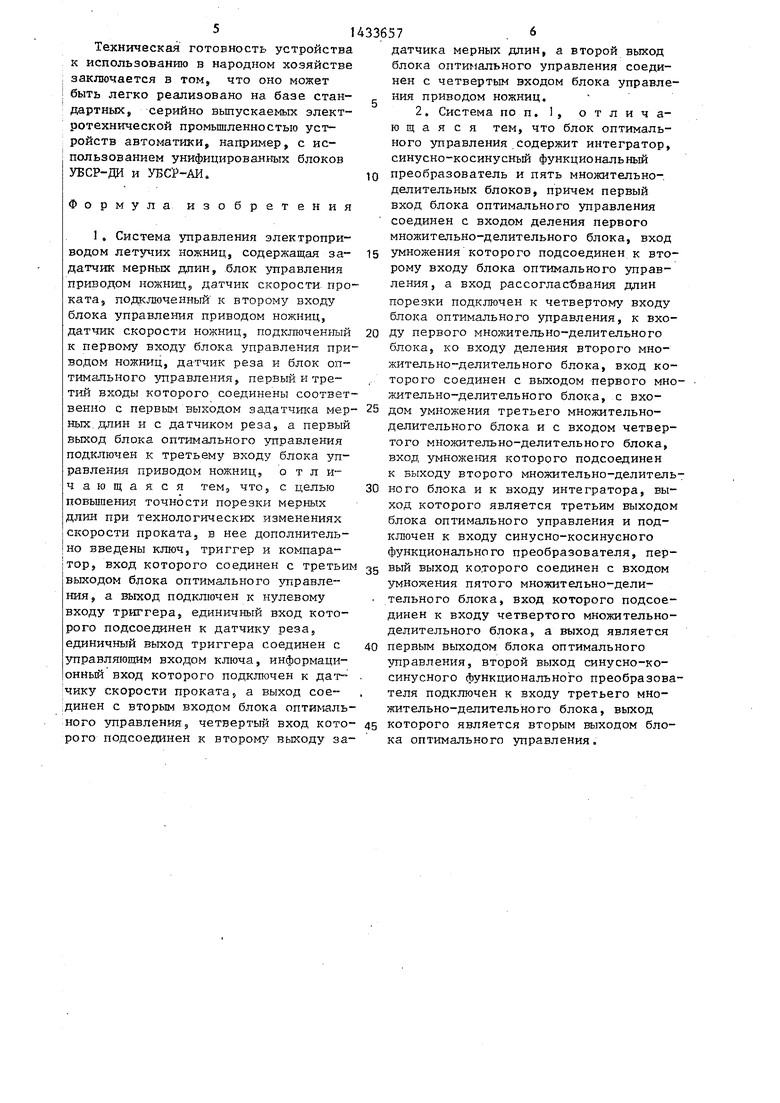
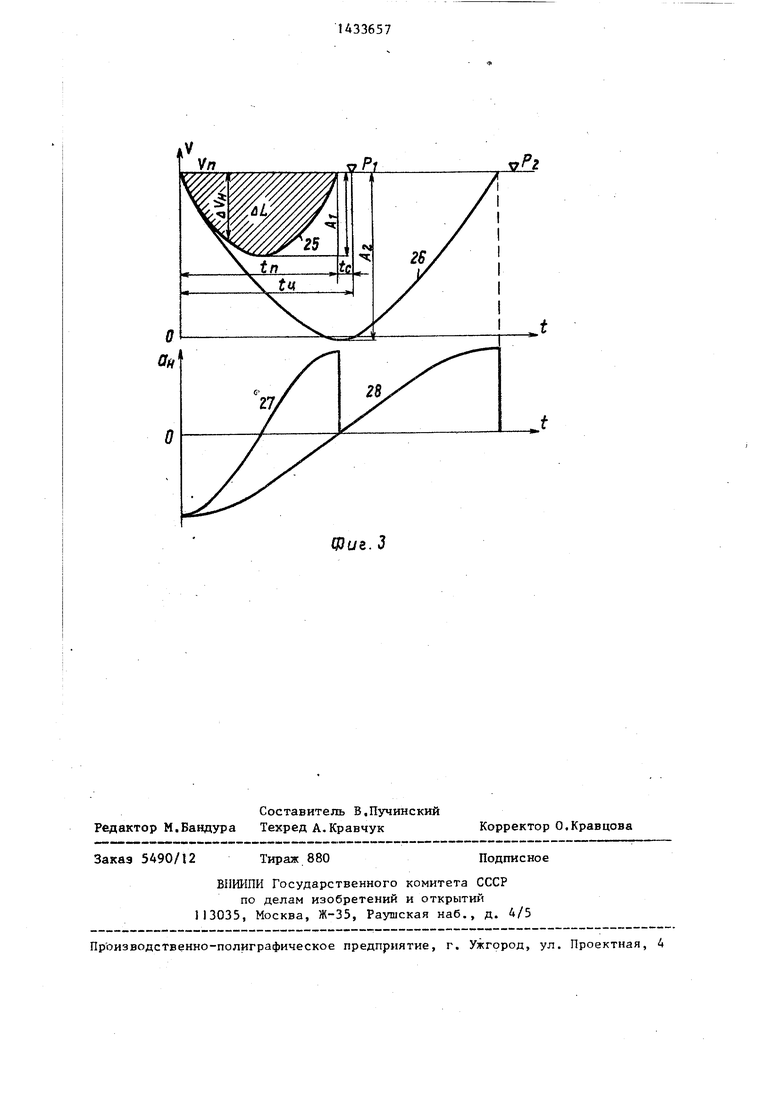
На фиг. 1 приведена функциональная схема предлагаемой системы управ- ления электроприводом летучих ножниц; на фиг. 2 - функциональная схема бло- J5 i:a управления приводом; на фиг. 3 - тaxoгpaм ы летучих ножниц и диаграммы ускорений.
Система управления электроприво- .дом летучих ножниц содержит блок 1 20 З правления приводом лету.чих ножниц 2, датчик 3 скорости проката, датчик 4 скорости ножниц, датчик 5 реза, за- латчик 6 мерных длин, блок 7 оптимального управления, ключ 8, триггер 9 25 и компаратор О.;
Г Блок 7 оптимального управления (одержит интегратор И, .синусно- 1|сосинус1й Й функциональный преобразо- о атель 12 и множительно-делителььые устройства (блоки МДВ) 13-17, Блок правления приводом ножниц построен IJIO .принципу подчиненного регулирова- 1|1ия параметров привода и содержит (|:умматор 18, интегратор 19, пропорциональный регулятор 20 скорости, регулятор 21 тока, усилитель мощности, например тиристорный преобразова- 22, датчик 23 тока и электродви- Q ателъ 24.
I На тахограммах 25, 26 летучих нож- йиц и диаграммах ускорений (пропор- .1г1иональных динамическим токам двига- феля) 27, 28 точки Р, и Р соответст- д -Вуют моментам реза при различных заданных длинах порезки.
Устройство работает следующим об- цзазом.
В исходном состоянии, соответ- п етвующем моменту, непосредственно 111редшествук1щему очередному резу, сигналы яадания ускорения привода а с выхода пятого МДБ 17 и задания приращения скорости ножниц &Vf с выхода третьего МДБ 15 блока 7 оптимального управления равны нулю. Привод ножниц движется на синхронной с полосой скорости благодаря работе сумматора 18
35
Q
5
0 5
о Q
5
и интегратора 19 блока 1 управления приводом ножниц (фиг. 2), на входах которых сравниваются сигналы задания и обратной связи, поступающие соответственно от датчика 3 скорости полосы и датчика 4 скорости ножниц. При этом на выходе интегратора 19 имеется некоторый сигнал, компенсирующий статическую погрешность пропорционального регулятора 20 скорости блока 1 управления приводом.
В момент реза датчиком 5 реза формируется импульсный сигнал, обнуляющий интегратор 11 и устанавливающий в единичное состояние триггер 9. При этом по сигналу с единичного выхода триггера 9 отключается ключ В и блок 7 оптимального управления при помощи множительно-делительных блоков 13- 17, интегратора 11 и синусно-косинус- ного функционального преобразователя 12 начинает формировать сигналы задания приращения скорости ножниц /IV на выходе множительно-делительного блока 15 и задания ускорения привода а на выходе ВДВ 17 в соответствии с выражениями:
Щ V.. (1)
а ,A..cosV, -(2)
где А - амплитуда синусоиды, сигнал
которой формируется на выходе МДБ 13 в соответствии с выражением
.ib. V
2 L,
п
(3)
с - угловая частота синусоиды,
сигнал которой формируется на выходе МДБ 14 в соответствии с выражением
2А 5Г
ЙЬ L,
(4)
условный угловой путь проката, пропорциональный относительной дпине заготовки, вышедшей за линию реза, сигнал которого формируется на выходе интегратора 11 в соответствии
выражением t
f-./X,dt.
L, о
(5)
При постоянной скорости подачи проката это выражение принимает вид
7
, Цп , ; ,.,,
- п
F sinif.
При этом синусно-косинусный преобразователь по первому и второму выходам осуществляет соответственно функциональные преобразования:
(7)
(8)
Б выражениях (3) и (4) коэффициенты iiyz и 2 учитывают заложенные в МДК 13 и 14 соответственно коэффициенты пропорциональности.
Когда длина заготовки, вышедшей за линию реза, достигнет значения L, сигнал п на выходе интегратора 11 станет равным 5/. При этом срабатывает компаратор 10, устанавливая триггер 9 в нулевое состояние и закрывая тем самым ключ 8. На этом щгкл формирования синусоидальной тахограммы завершается. Следующий цикл начнется после прихода очередного имп шьсного сигнала от датчика 5 реза.
В выражения х (l)-(8) приняты следующие обозначения:
Vn - скорость проката;
Л L IJ-LC - заданное рассогласование
длины;
L - заданная мерная длина; LO - параметр траектории вращения ножей в цикле р.еза, соответствующий минимальной длине порезки;Ц-1|-Ь(. - величина перемещения
проката, соответствующая времени цикла порезки t,, в течение которого ножницы отра- батьшают заданное рассогласование пути ДЬ;
L- - величина перемещения проката при синхронном с прокатом
движении ножей ножниц. Предлагаемое устройство при постоянной скорости проката формирует оптимизированную синусоидальную тахо- грамму, обеспечивая заданную длину порезки, поскольку на основании (l) с учетом (З) и (4) интеграл от приращения скорости за время tf, т.е. тормозной путь летучих ножниц, составляет.
г А ui - j А sinu.t. - IcosLj-tl
о
Q
.
-cosO)/JL.(9)
Покажем, что при произвольном законе изменения скорости проката предлагаемая система управления электроприводом летучих ножниц обеспечивает гарантированную порезку заданной мерной длины проката. Для этого выведем в общем виде величину тормозного пути, проходимого ножницами, путем интегрирования выражения (1) для приращения скорости
.,.i- vsin(|:.
( Vndt)dt. (10)
Введение в (Ю) новой переменной
i
(11)
и ее дифференциала
dt
Cl2)
дает
in
,i . ,in(f . b оL,ZL
./соз(.и)Г.
L,
(13)
Обратная подстановка в (13} соотноше- |Ний (11) и (12) с учетом соотношения
I п
г V, ,(14)
дает .1- -,.
A b/cos(-/ )/
-cosO)dL
Таким образом, положительный эффект применения системы управления электроприводом летучих ножниц создается за счет повышения точности порезки мерных длин и повьшения тем самым сортности продукции при технологических изменениях скорости проката в агрегатах поперечной резки. Величина зкономического эффекта в общем случае определяется производительностью агрегата, стабильностью режимов его работы и может достигать десятков тысяч рублей.
Техническая готовность устройства к использованию в народном хозяйстве заключается в том, что оно может быть легко реализовано на базе стандартных, серийно вьтускаемых электротехнической промьшленностыо устройств автоматики, например, с использованием унифицированных блоков УБСР-ДИ и .
Формула изобретения
1, Система управления электроприводом летучик ножниц, содержащая за- датчик мерных длин, блок управления приводом ножниц5 датчик скорости, проката, подключенный к второму входу блока управления приводом ножниц, датчик скорости ножниц, подключеншз1й к первому входу блока управления приводом ножниц, датчик реза и блок оптимального управления, первый итре Т1-1Й входы которого соединены соответ- венно с первым выходом за,цатчшса мерных, длин и с датчиком реза, а первый вькод блока опт1-1мального управления подключен к третьему входу блока управления приводом ножниц, о т л и™ чающаяся тем, что, с целью повьшения точности порезки мерньтх длин при технологических изменениях вскорости проката, в нее дополнитель- I но введены ключ, триггер и компара- |тор, вход которого соединен с третьим выходом блока оптимального управления, а выход подключен к нулевому входу триггера, единичный вход которого подсоединен к датчику реза, единичный выход триггера соединен с управляющим входом ключа, информационный вход которого подключен к дат- :чику скорости проката, а выход сое- ;динен с вторым входом блока оптимальдатчика мерных длин, а второй выход блока оптимального управления соединен с четвертым входом блока управления приводом ножниц.
2. Система по п. 1, отличающая с я тем, что блок оптимального управления .содержит интегратор, синусно-косинусный функциональный
преобразователь и пять множительно- делительных блоков, прргчем первый вход блока оптимального управления соединен с входом деления первого множительно-делительного блока, вход
умножения которого подсоединен к второму входу блока оптимального управления, а вход рассогласования длин порезки подключен к четвертому входу блока оптимального управления, к вхоДУ первого множительно-делительного блока, ко входу деления второго мно- жительно-делнтельного блока, вход которого соединен с выходом первого множительно-делительного блока, с входом умножения третьего множительно- делительного блока и с входом четвертого множительно-делительного блока, вход, умножения которого подсоединен к выходу второго множительно-делительно го блока и к входу интегратора, выход которого является третьим выходом блока оптимального управления и подключен к входу синусно-косинусного функционального преобразователя, первый выход которого соединен с входом
умножения пятого множительно-дели- тельного блока, вход которого подсоединен к входу четвертого множительно- делительного блока, а выход является
первым выходом блока оптимального управления, второй выход синусно-косинусного функционального преобразователя подключен к входу третьего множительно-делительного блока, выход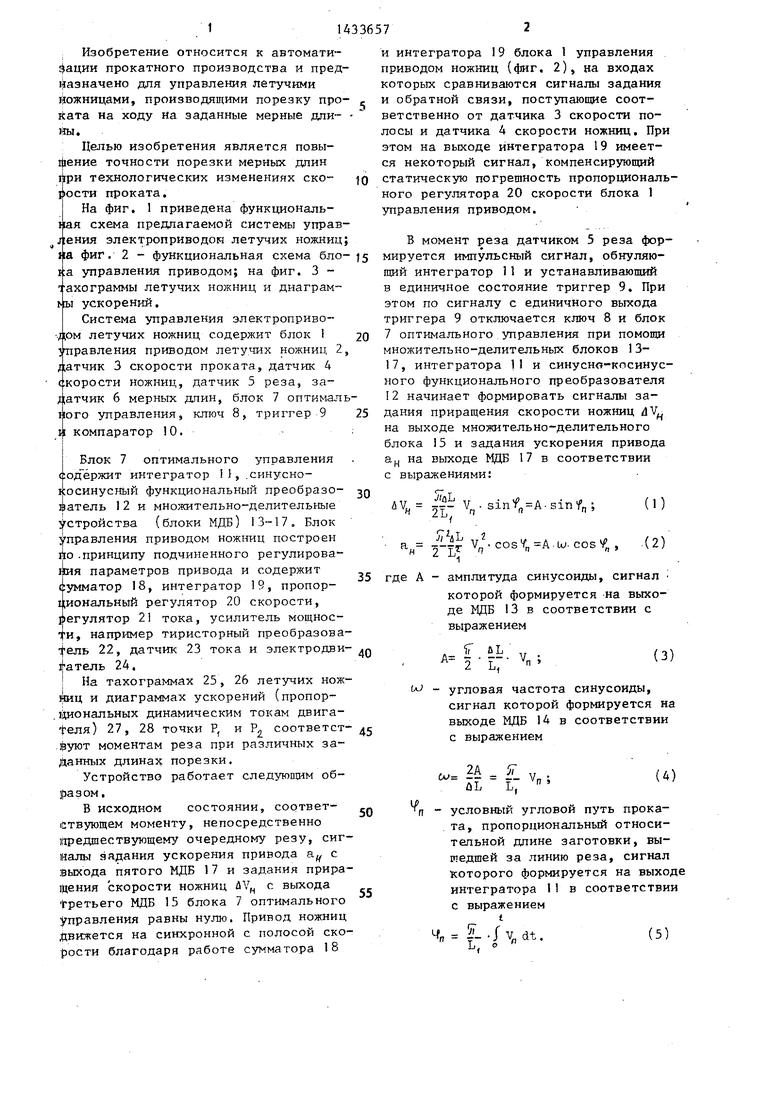
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления летучими ножницами | 1986 |
|
SU1470473A1 |
| Способ управления электроприводом летучих ножниц | 1986 |
|
SU1382603A1 |
| Устройство управления летучими ножницами | 1985 |
|
SU1304994A1 |
| Устройство управления электроприводом летучих ножниц | 1990 |
|
SU1750868A1 |
| Устройство для управления летучими ножницами | 1984 |
|
SU1212716A1 |
| Система управления приводом летучих ножниц | 1977 |
|
SU657410A1 |
| Система управления приводом летучих ножниц | 1987 |
|
SU1523269A1 |
| Система управления приводом летучих ножниц | 1984 |
|
SU1260121A1 |
| Устройство управления летучими ножницами с механизмом выравнивания скоростей | 1990 |
|
SU1712079A2 |
| Устройство для управления летучими ножницами с механизмом выравнивая скоростей | 1990 |
|
SU1712077A1 |
Изобретение относится к автоматизации прокатного производства и предназначено для управления летучими ножницами. Цель - повышение точности порезки мерных длин при технологических изменениях скорости проката . Система управления электроприводом летучих ножниц производит порезку проката на ходу на заданные мерные длины путем регулирования соотношения средней за цикл порезки скорости ножниц и скорости подачи проката с выравниванием этих скоростей к моменту реза. В периоды между резами скорость ножниц изменяется по оптимизированной синусоидальной тахограм- ме, которой соответствует косинусои- дальная диаграмма ускорения (динамического тока) двигателя, в случае постоянства скорости проката. При любом произвольном законе изменения скорости проката система обеспечивает гарантированную точную порезку кусков проката заданной мерной длины. 1 з.п. ф-лы, 3 ип. (Л с
ного зшравленияэ четвертый вход кото- 45 которого является вторым выходом блорого подсоединен к второму вькоду зака оптимального управления,
/3W/ От 6л
QH ,от5л,П Фие. 2
Wue. 3
Составитель В.Пучинский Редактор М.Бандура Техред А.Кравчук
Заказ 5490/12
Тираж 880
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Корректор О.Кравцова
Подписное
| Система управления приводом летучих ножниц | 1977 |
|
SU778956A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
