INO ч1
Изобретение относится к машиностроению, в частности к конструкции систем управления оборудованием летучих ножниц, производящих порезку проката на Ходу на заданные мерные длины.
Цель изобретения - повышение.т6ч ности реза проката и ул гчшение каче ства реза.
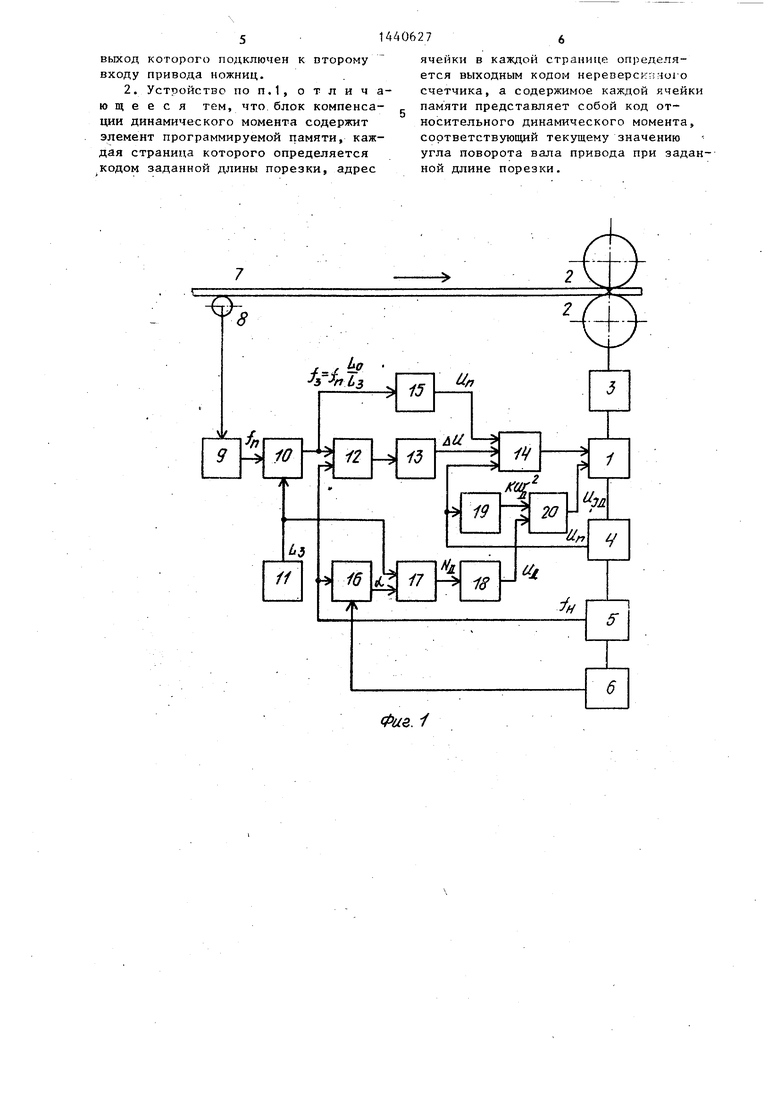
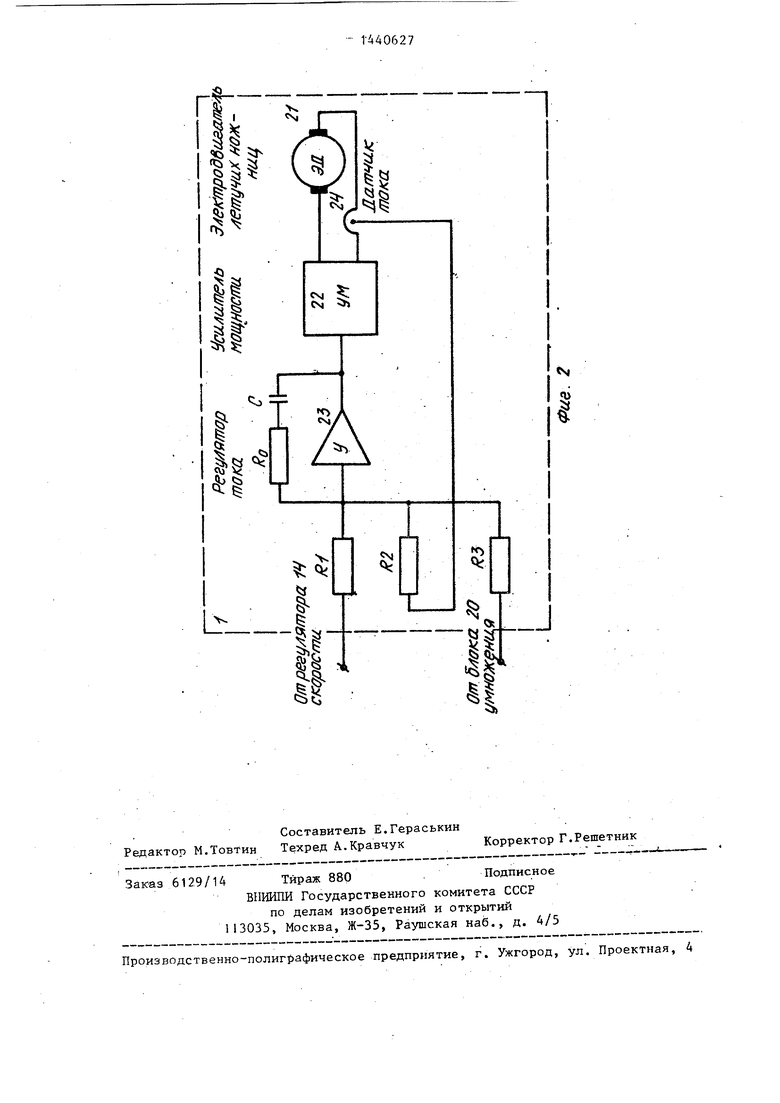
На фиг.1 представлена функциональная схема, устройства управления летучими ножницами; на фиг.2 - функциональная схема привода летзгчих ножниц.
Устройство содержит привод 1 летучих ножниц 2, сочлененных с приводом через механизм 3 выравнивания скоростей. С валом привода ножниц. связаны тахогенератор (ТГ) 4, импульсный датчик 5 перемещения ножниц и датчик 6 реза. С лрокатрм 7 посредством мерительных роликов 8 связан импульсный датчик 9 перемещения проката.
В контур цифрового регулирования скорости привода летучих ножниц входят преобразователь 10 код-частота (в качестве задатчика частоты), связанный с задатчиком 11 длины, реверсивный счетчик 12, первый преобразователь 13 код-напржяение. В контур аналогового регулирования скорости входят регулятор 14 скорости, привод 1 летучих ножниц и ТГ 4, а также -преобразователь 15 частота - напряжение (в качестве аналогового задатчика скорости). Канал компенсации динамического момента составляют не реверсивный счетчик 16, блок 17 ком- .пенсации динамического момента, второй преобразователь 18 код - напряжение, квадратор 19 и блок 20 умножения. Привод 1 летучих ножниц содержит пдиводйюй электродвигатель (ЭД) 21, усилитель (УМ) 22 мощности в качестве которого может быть использован, например,, тиристорный преобразователь, и контур регулирования тока приводного электродвига теля, включающий в себя регулятор 23 тока на усилителе У и датчик 24 тока.
Устройство работает следующим образом .
Мерная порезка проката на заданные длины осуществляется за счет не прерывного цифрового регулирования угловой скорости электродвигателя ножниц в соответствии с выражением
п - :
т; -
Vn
LJ
«
где R
Vn Нэ
L., линейная скорость проката; радиус и периметр барабанов летучих ножниц, соответственно;заданная длина отрезаемых листов.
Реализация соотношения (1) осу- ществляется путем формирования час- тотнрго сигнала задания скорости привода летучих ножниц в соответствии с выражением
f Lf
т
I, j
(2)
0
5
0
5
0
5
0
где f г, - частотный сигнал с выхода
имлульско го датчика 9 перемещения, пропорциональный скорости полосы.
Преобразователь 15 частота - на- {пряжение преобразует сигнал f в пропорциональный ему сигнал U, аналогового задания скорости привода. Точное поддержание скорости привода летучих ножниц, соответствующей частоте I/, осуществляется путем аста- тическЪго цифрового регулирования. при помощи реверсивного счетчика 12, в котором сравниваются частоты задания fj и обратной связи f от импульсного датчика 5 перемещения ножниц. Первый преобразователь 13 преобразует выходной сигнал реверсивного счетчика 12 в аналоговый сигнал,, непрерывно компенсируюдщй погрешность аналогового контура регулирования скорости привода ножниц. Механизм 3 выравнивания скоростей преобразует равномерное вращение вала привода ножниц в неравномерное вра- щени$ вала барабанов летучих ножниц таким образом, чтобы, сохранив среднюю за период скорость, обеспечить в момент реза равенство линейных скоростей ножей ножниц проката. Величина эксцентриситета механизма 3 выравнивания скоростей устанавливается в зависимости от отрезаемой длины в соответствии с соотношением .
„§ I;jLZ ti г э + L о
(3)
где , Е - относительный и абсо- .
лютный эксцентриситет механизма выравнивания скоростей, соответственно;
15
20
25
.
г - радиус кривслиипог моха- иизмл нырлипивання ско- pocTeii.
Неравномерность вращения вала барабанов летучих ножниц внутри каждого оборота вызывает появленР е динамических моментов на валу приводного двигателя, из-за которых возникают колебания скорости вала приводного двигателя, отрицательно алия ющие на точность порезки отрезаемых длин. Так как указанный динамический момент зависит от установленного эксцентриситета (. от зада.нной длины полосы) и являются функцией угла поворота вала привода
f AWH IB д FCK) , (4)
где Ij - момент инерции барабанов
летучих ножниц; F(Lj,c/) - относительный динамический
. момент,
т.е. момент при единичной угловой скорости приводного вала и при единичном моменте инерции барабанов летучих ножниц, то для устранения его влияния на вал приводного двигателя производится его полная компенсация путем формирования в каждом цикле порезки сигнала динамического тока Uj и подачи его на второй вход R регу- лятора 23 тока привода 1 летучих ножниц. Для этой цели в нереверсивном счетчике 16 с момента очередного реза путем подсчета импульсов частоты fjj формируется код угла d поворота вала приводного двигателя. В блоке 17 компенсации динамического момента по кодам о и L 5 формируется 40 код N динамической компенсации. Блок 17 компенсации динамического момента выполнен на основе элемента программируемой памяти, каждая страница памяти которого определяется 45 кодом Lj, адрес ячейки в каждой странице определяется кодом d , з. содержимое каждой ячейки памяти представляет собой код N я относительного динамического момента F(L.j, е) , 50 соответствуюгиего текущему значению угла поворота вала при заданной длине порезки. Код N о во втором преобразователе 18 преобразуется в пропорциональное ему напряжение Ид, gg которого в блоке 20 умножения умножается на сигнал KuJ, поступающий с выхода квадратора 19. Таким образом, на выходе блока 20 умножения
:tU6
5
30
10
35
:tU62/4
образуется сигнал llf фо11мирог1лпия динамического тока и соответствии с пыражением (4) .
5 В момент реза по сигналу от датчика 6 реза обнуляется нереверсивный счетчик 16 и цикл работы устрор1ства повторяется.
10 Формула изобрет-ения
5
0
5
0 5 0 g
0
.1 . Устройство управления летучими }южницами, работающими в режиме непрерывного вращения, содержащее связанные с валом ножниц привод, тахо- |генсратор,. импульсный датчик пере- мещения ножниц и датчик реза, импульсный датчик перемещения проката, связанный с прокатом посредством мерительных роликов, последовательно соединенные преобразователь код - частота, реверсивный счетчик, {первый преобразователь код - напряжение и регулятор скорости, а также задатчик длины, выход которого подключен к кодовому входу преобразова-, теля код - частота, импульсный вход .которого подсоединен к выходу им- пульсного датчика перемещения проката, а выход подключен .к входу преобразователя частота - напряжение, выход которого соединен с вторым входом регулятора .скорости, к третьему входу которого подсоединен выход тахогенератора, второй вход реверсивного счетчика подключен к выходу импульсного датчика перемещения ножниц, отлича.ющееся тем, что, с целью повьт ения точности порезки и улучшения качества реза, в него дополнительно.введены соединенные последовательно нереверсивный счетчик, блок компенсации динамического момента, второй преобразователь код - напряжение и блок умножения, а также квадратор и механизм выравнивания скоростей, установленный между валом привода и валом барабанов летучих ножниц, причем выход импульсного датчика перемещения ножниц соединен со счетным входом нереверсивного счетчика, вход сброса которого подсоединен к выходу датчика реза, выход задатчик длины подключен к второму входу блока компенсации динамического момента, а выход такогенератора соединен с входом квадратора, выход которого подсоединен к второму входу блока умножения.
5
выход которого подключен к второму входу привода ножниц.
2. Устройство по П.1, о т л и ч ю щ е е с я тем, что блок компенсации динамического момента содержит элемент программируемой памяти, каждая страница которого определяется .кодом заданной длины порезки, адрес
а
ячейки в каждой странице определяется выходным кодом нереверсипяо1-о - счетчика, а содержимое каждой ячейки памяти представляет собой код относительного динамического момента, соответствующий текущему значению угла поворота вала привода при заданной длине порезки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления летучими ножницами, снабженными механизмом выравнивания скоростей | 1990 |
|
SU1712080A1 |
| Устройство для управления летучими ножницами с механизмом выравнивания скоростей | 1990 |
|
SU1685635A1 |
| Цифроаналоговое устройство управления летучими ножницами с механизмом выравнивания скоростей | 1990 |
|
SU1712078A1 |
| Устройство управления летучими ножницами, работающими в режиме непрерывного вращения | 1988 |
|
SU1519855A2 |
| Устройство для управления летучими ножницами с механизмом выравнивая скоростей | 1990 |
|
SU1712077A1 |
| Цифровое устройство управления летучими ножницами (его варианты) | 1983 |
|
SU1156871A1 |
| Система управления приводом летучих ножниц | 1987 |
|
SU1523269A1 |
| Система управления приводом летучих ножниц | 1984 |
|
SU1260121A1 |
| Способ управления приводом летучих ножниц и устройство для его осуществления | 1990 |
|
SU1764865A1 |
| Устройство для управления летучими ножницами с механизмом выравнивания скоростей | 1988 |
|
SU1574383A1 |
Изобретение относится к машиностроению, в частности к конструкции систем управления оборудованием летучих ножниц, производящих порезку проката на ходу на заданные мерные длины. Цель изобретения - пово1шение точности реза проката и улучшение качества реза. В устройство у1чраБЛё- ния летучими ножницами введены после довательно соединенные нереверсивный счетчик, блок компенсации динамического момента, второй преобразователь код - напряжение, блок умножения.,: а также квадратор. -привода и валом барабанов ножниц установлен механизм выравнивания скоростей. Повыщенне качествг. и точности реза проката обеспе ягзает- ся устройством управления за вьфавнивания в момент реза скоростей с ножей летучих ножниц и проката. Стабилизация скорости приводлого двигателя осуществляется путем циклического фop o poвaния сигнала компенсации динамического момента на валу двигателя. 1 з.п. ф-лы, 2 ил.
с
8
Фие. i
| Устройство для управления летучими ножницами,работающими в режиме непрерывного вращения | 1983 |
|
SU1107970A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
