Изобретение относится к автомати- | зации прокатного производства и пред назначейо для управления летучими ножницами, производящими резку проката на ходу на заданные мерные длины.
Цель изобретения - снижение динамических нагрузок и увеличение срока службы оборудования.
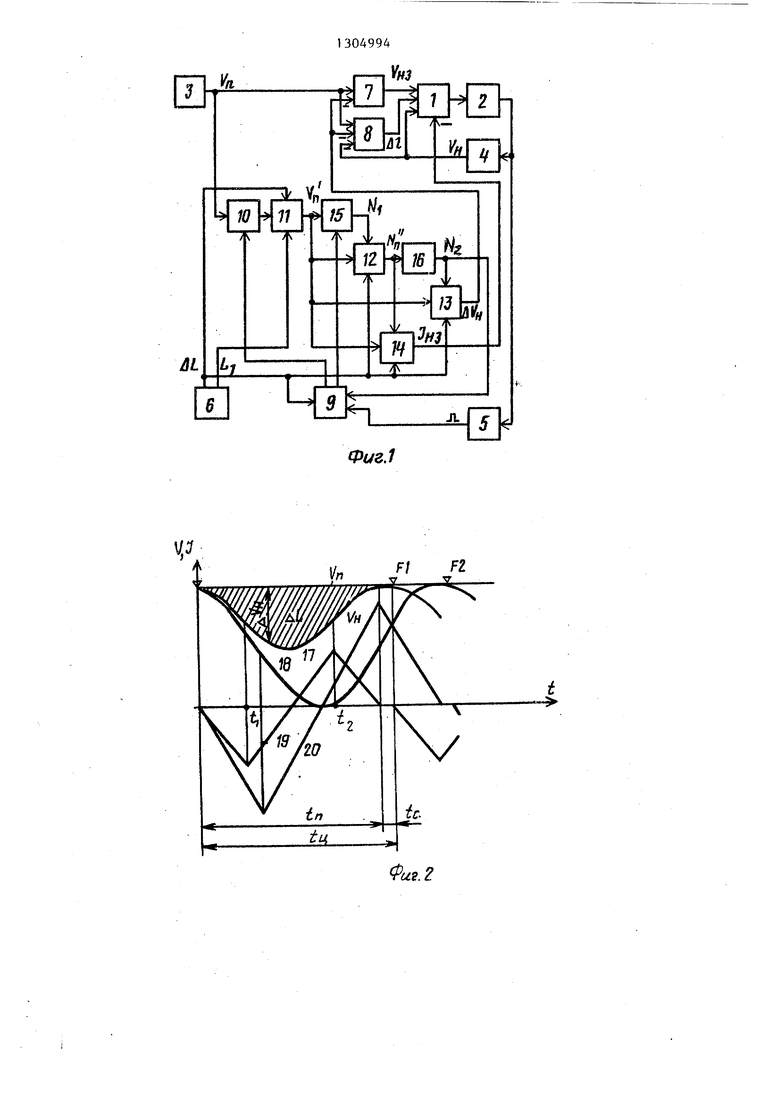
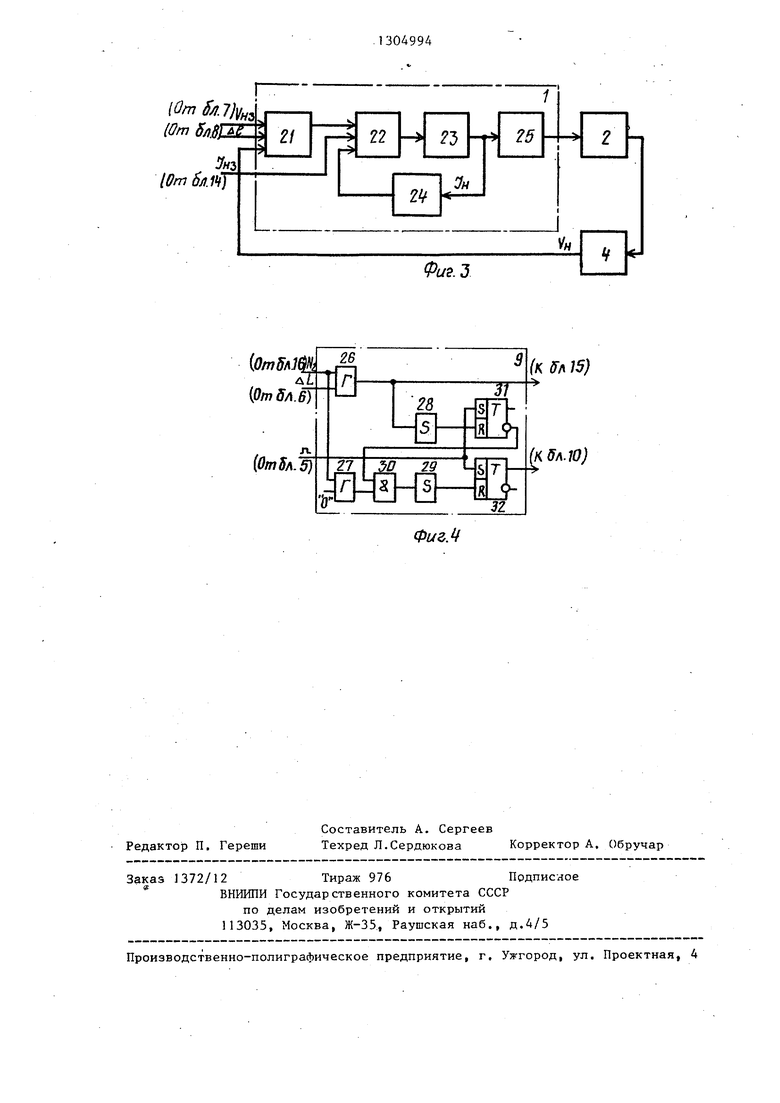
На фиг,1 представлена функциональная схема устройства управления летучими ножницами, на фиг,2 - тахограм- мы летучих ножниц и диаграммы тока электродвигателя ножниц; на фиг.З - функциональная схема блока автоматического регулирования скорости ножниц; на фиг,А - функциональная схема блока переключения,
.Устройство содержит блок 1 автоматического регулирования скорости ножниц 2, датчики 3 и А скоростей проката и ножниц соответственно, датчик 5 положения ножей, задатчик 6 отрезаемой длины проката, сумматор 7, интег ратор 8, блок 9 переключения, ключ 10, множительно-делительные блоки 11 - 14 и интеграторы 15 и 16,
На фиг,2 йриведены тахограммы 17 и 18 летучих ножниц и диаграммы 19 и,20 тока электродвигателя ножниц, где точки F и F соответствуют моменту реза при различной заданной длине порезки.
Блок автоматического регулирования скорости ножниц построен по прин ципу подчиненного регулирования параметров электропривода и содержит пропорциональный регулятор 21 скорости, регулятор 22 тока, усилитель мощности, например, тиристорный преобразователь 23, датчик 24 тока и . электродвигатель 25,
Блok 9 переключения содержит компараторы 26 и 27, одновибраторы 28 и 29, элемент И 30 и триггеры 31 и 32.
Устройство работает следующим образом,
В исходном состоянии, соответствующем моменту, непосредственно предшествующему очередному резу, на входы сумматора 7, и интегратора 8 подается сигнал V с выхода датчика 3, пропорциональный скорости проката. На выходе сумматора 7 сигнал У„, задания скорости равен V, , так как сигнал 4V на выходе множнтельно- делительного блока 13 в указанный
момент времени равен нулю. Так как сигнал V отрабатывается блоком I автоматического регулирования с некоторой статической ошибкой регуля- тора Скорости, на вход интегратора 8 подается также сигнал VH , пропорциональный фактической скорости ножниц, в .результате чего на., выходе это
го блока имеется сигнал
U
dl
. .
(1)
0
который подается на вход блока 1, компенсируя статическую погрешность скорости и обеспечивая, тем самьм, 5 синхронизацию скоростей проката и ножниц, а следовательно, равенство сигналов V и V. , Сигнал задания диЧ п
намического тока I электроприводу, формируемый на выходе множительно0 делительного блока 14, в исходном состоянии равен нулю.
Начало цикла х ррезки определяется сигналом, вьщаваемым датчиком 5 положения ножей ножниц в момент окончания предыдущего реза. По этому сигналу, подаваемому на первый вход блока переключения, на втором выходе последнего формируется сигнал, открывающий Ключ 10, через которьй на вход первого множительно-делитель- ного блока 11 подается сигнал „, На вход умножения первого множительно- делительного блока 11, а также на входы деления второго, третьего и
5 четвертого множительно-делительных блоков. 12 - 14 с выхода задатчика 6 отрезаемой длины подается величина заданного рассогласования пути
40
uL L - L
мим
(2)
где L - заданная мерная длина реэки, L - минимальная длина отрезаемоМИН
го проката, равная периметру траектории ножей ножниц в цикле резки, ,
На вход деления блока 11 с другого выхода задатчика 6 подается вели- чина
L , L - L ,(3)
где величина перемещения проката, соответствующая части времени цикла порезки t , в тече- ние которой ножницы отрабатывают заданное рассогласование пути л1;. величина перемещения проката, соответствующая части Ефемени цикла порезки t ,
в течение которой заверпается переходный процесс изменения скорости ножниц и происходит их синхронизация со скоростью проката.
При постоянной скорости подачи полосы Vn время t отработки заданного рассогласования пути L определяется вьфажением
ь
у„
(4)
Выходной сигнал множительно-дели- тельного блока 11 определяется выра- J5
жением
v
uL
которое с учетом (4) имеет вид
/
AL
и
Этот сргнал подается на входы ин-,
тегратора 15, а также второго, треть- выражение(8)величине -g- : его и четвертого множительно-дели- тельных блоков 12-14.
N
-Ч
4
30
, 2K.t2 . 8 Подставив в это выражение значение К и решив относительно
лучаем
t- t.
t , поНа выходе интегратора 15 сигнал N увеличивается в соответствии с вьфажением
N. f V (t)dt t. (6)
Сигнал NI подается на вход умноже- Величину сигнала Н на выходе ин- ния множительно-делительного блока тегратора 15 в этот момент времени 12, выходной сигнал V которого опре- определяем, подставив в выражение деляется выражением
(12)
(6) значение
4.IUL Ч
где К т- - постоянный коэффициент,
Сигнал v подается на вход интегпратора 16 и на вход умножения множительн(Э-делительного блока 14.
На выходе интегратора 16 сигнал N определяется выражением
2fiL 1
N
t
(8)
Этот сигнал подается на вход умножения множительно-делительного блока 13 и третий вход блока 9 переключения. В результате на выходе блока 13 формируется сигнал &.V :
ли - HU
K,
16&L
(9)
где
К н- - постоянный коэффициент.
На выходе множительно-делительно- го блока 14 формируется сигнал задания тока электроприводу 1 , определяемый выражением
4 дЬ
из
Н5
(10)
По истечении времени t , когда
сигнал N, достигает значения
ЛЬ
Т
с первого выхода блока 9 переключения вьщается сигнал, по которому ра- 20 ота интегратора 15 реверсируется и сигнал N на его выходе начинает уменьшаться. Величину интервала времени t. можно определить, приравняв
выражение(8)величине -g- :
N
-Ч
4L
(П)
, 2K.t2 . 8 Подставив в это выражение значение К и решив относительно
лучаем
t- t.
t , по(12)
Величину с тегратора 15 определяем, п
(6) значение
(7)
40
t t
Ь
При этом
N
it t
AL
4
(13)
Начиная с момента времени t, изменения сигналов на выходах блоков будут описываться следующими выражениями. Сигнал N определяемся выражением
N
(14)
55
нием
t.
(15)
-Сигнал N определяется выражением
,
1304994
n i.t
(23)
N
it
2 & L a, t,
(24)
uV
16 &1 32 &L
и
t +
(25)
f5
32 uL 32 &L -Hb , Tf . tb
(26)
20
С момента времени, когда сигнал N изменяет свой знак, сигнал N , начинает уменьшаться и в момент времени t,, когда он снова становится рав-25
лЬ
ным величине , на первом выходе о
блока 9 переключения исчезает сигнал, реверсир тощий работу интегратора 15. Величину интервала времени t можно 30 определить, приравняв выражение (16)
&L
величине - : о
N
at t,z
(19)
Решая это уравнение относительно 40 t,, получаем
1-Т
(20)
В момент времени t величина сиг- нала N,j на выходе интегратора 15 определяется путем подстановки значения tj в выражение (14)
&L &L 3
Т t7 4 п
N
1 ,
4L
Т
(2)
Начиная с момента времени t, , сигналы на выходах блоков описьшают- ся следующими выражениями:
-.L.t;
-q
(22)
Сигнал &V , являющийся сигналом задания приращения скорости ножниц, подается на входы сумматора 7 и интегратора 8, На выходе сумматора 7 сигнал задания ст орости формируется в соответствии с выражением
V.
нзУ„ - liV..
(27)
На выходе интегратора 8 сигнал рассогласования л t формируется в соответствии с выражением
&1 д1с + I V, (t)dt j . .
(28)
- V.. (t)dt - f &V (t)dt
Под воздействием сигналов задания
скорости и пути блок 1 отрабатывает заданное рассогласование пути 4L, изменяя скорость ножниц по описаннр- - му кусочно-параболическому закону,
Для компенсации динамической ошибки регулятора скорости на четвертьй вход блока 1, являющийся входом регулятора тока, подается сигнал 1 задания динамического тока, являющийся производной от сигнала ьУ„ задан
М
ного приращения скорости ножниц. При этом сигналом д1 компенсируется лишь статическая ошибка регулятора скорости и динамическая ошибка регулятора тока,
В момент времени t t, когда сиг2 на выходе интегратора 16 уменьнал N
мается до нуля, на втором выходе блока 8 переключения сигнал становится равным нулю и ключ 10 закрывается, Сигналы лУ„. на выходе блока 13 и I на выходе блока 14 при этом также становятся равными нулю.
После завершения переходного процесса скорость ножниц синхронизируется со скоростью проката, а величина л на выходе интегратора 8 к моменту t окончания цикла порезки, со- ответсткующему началу следующего реза, определяется в соответствии с выражением (28) и равна
Д,
&Е„ + L С или с учетом (1) и (2)
ЛЕ
t-t,
М,
.o
Из выражения (29) видно, что в предлагаемом устройстве отработка заданного рассогласования пути осуществляется без ошибки, чем обеспечива-|5 которого соединен с выходом сумматоется высокая точность порезки проката на заданные длины,
В отличие от известного в предлагаемом устройстве формирования тахо- граммы летучих ножниц осуществляется 20 по кусочно-параболическому закону, в результате чего изменение тока электродвигателя (момента на валу ле- я-учих ножниц) происходит не ступен30
чато, а по линейному треугольному за-25 умножения которого подсоединен к выходу второго интегратора, вход которого соединен с первым входом второго множительно-делительного блока и выходом первого множительно-делительного блока, вход деления которого подсоединен к второму выходу задатчика отрезаемой длины, отличающееся тем, что, с целью снижения динамических нагрузок и увели-. 35 чения срока службы оборудования, оно снабжено третьим интегратором, третьим и четвертым множительно-делитель- ными блоками, входы деления которых соединены с первым выходом задатчика отрезаемой длины проката,., а первые входы - с выходом первого множительно-делительного блока, выход третьего интегратора соединен с третьим входом блока переключения и входом умножения третьего множительно- делительного блока, выход которого подсоединен к второму и третьему вхо-. дам сумматора и.первого интегратора, а вход третьего интегратора соединен
кону. При этом исключаются удары в кинематических звеньях механизма ножниц.. Кроме того, в предлагаемом устройстве в момент синхронизации скоростей проката и ножниц производная . от скорости ножниц равна нулю, что позволяет существенно уменьшить время завершения переходного процесса и увеличить время движения ножниц на пониженной скорости, благодаря чему улучшаются энергетические показатели устройства..
Положительный эффект применения устройства создается за счет снижения динамических нагрузок и увеличения срока службы оборудования летучих ноЯсниц,
Формула изобретения 45
Устройство управления летучими ножницами, содержащее блок автомати- .ческого регулирования скорости нож40
ниц, датчики скорости проката и нож-50 с выходом второго множительно-делиниц, датчик положения ножей, задат- чик отрезаемой длины проката, сумматор, два множительно-делительных блока, два интегратора, ключ и блок переключения, первый вход которого со- 55 кого регулирования.скорости ножниц.
-
10
единен с датчиком положения ножей, а первый и второй выходы - с управляющими входами первого интегратора и ключа, вход которого соединен с выходом датчика скорости проката, а выход - с первым входом первого мно- жительно-делительного блока, выход датчика скорости- ножниц соединен с первым входом блока автоматического регулирования скорости ножниц и первым входом первого интегратора, выход которого подсоединен к второму входу блока автоматического регулирования скорости ножниц, третий вход
ра, первый вход которого подсоединен к выходу датчика скорости проката и второму входу первого интегратора, первьш выход задатчика отрезаемой длины проката соединен с вторым входом блока переключения, входом умножения первого множительно-делитель- ного блока и входом деления второго .множительно-делительного блока, вход
30
25 35
25 35
40
тельного блока и с входом умножения четвертого множите. гьно-делительного блока, выход которого подсоединен к четвертому входу блока автоматкчесФиг,1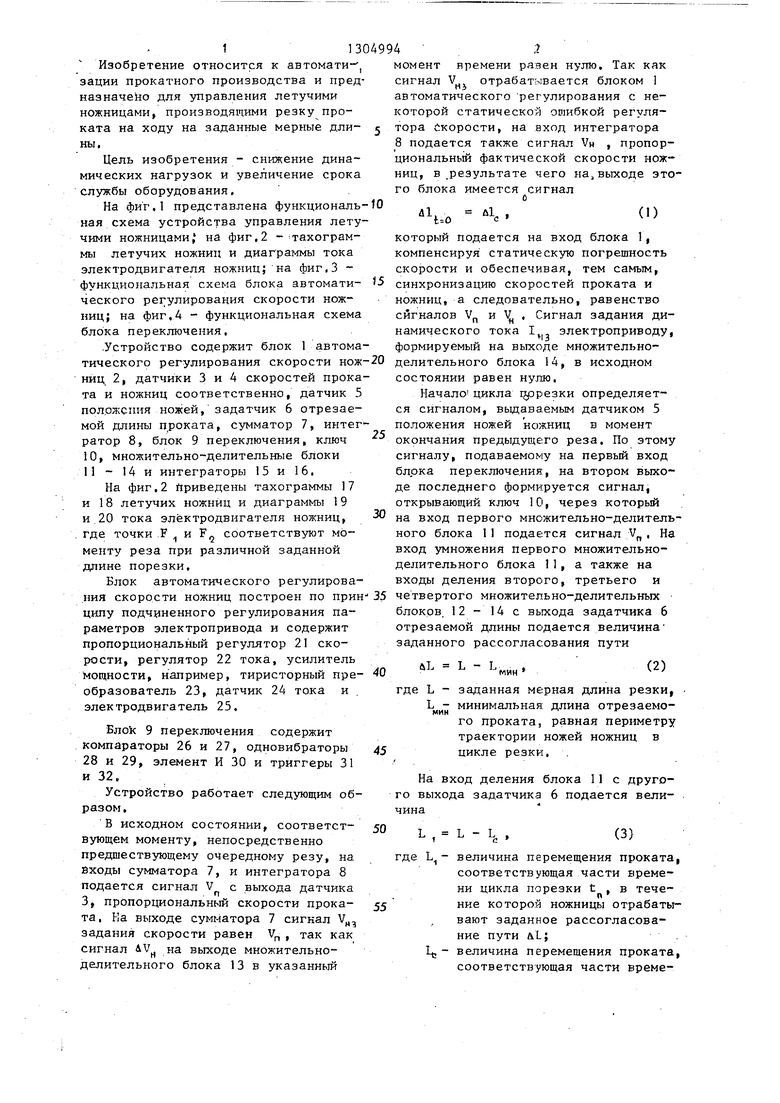



| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления летучими ножницами | 1986 |
|
SU1470473A1 |
| Устройство для управления летучими ножницами | 1984 |
|
SU1212716A1 |
| Устройство управления электроприводом летучих ножниц | 1990 |
|
SU1750868A1 |
| Система управления электроприводом летучих ножниц | 1986 |
|
SU1433657A1 |
| Устройство для управления летучими ножницами с механизмом выравнивая скоростей | 1990 |
|
SU1712077A1 |
| Устройство управления летучими ножницами с механизмом выравнивания скоростей | 1990 |
|
SU1712079A2 |
| Способ управления электроприводом летучих ножниц | 1984 |
|
SU1228979A1 |
| Устройство для управления летучими ножницами с механизмом выравнивания скоростей | 1990 |
|
SU1685635A1 |
| Цифроаналоговое устройство управления летучими ножницами с механизмом выравнивания скоростей | 1990 |
|
SU1712078A1 |
| Способ управления электроприводом летучих ножниц | 1986 |
|
SU1382603A1 |
Изобретение касается автоматизации прокатного производства и может использоваться для управления летучими ножпицами, производящими резку проката на ходу на заданные мерные длины. Цель изобретения - снижение динамических нагрузок и увеличение срока службы оборудования. Изобретение осуществляет резку проката на ходу на заданные мерные длины путем регулирования соотношения средней за цикл резки скорости ножниц и скорости подачи проката с выравниванием этих скоростей к моменту реза. В промежутках между резами скорость ножниц изменяется по кусочно-параболическому закону, которому соответствует симметричная треугольная диаграмма динамического тока электродвигателя при разгоне и торможении привода. Изменение динамического тока осуществляется по линейному закону, в результате чего исключаются удары в кинематических звеньях механизма ножниц, что способствует уменьшению износа и увеличению срока службы ме- ханооборудования, Устройство формирует оптимальный для данной кусочно- параболической, тахограммы сигнал задания скорости, обеспечивающий минимум тепловых потерь в электроприводе, а также соответствующий указанной та- хограмме сигнал задания динамического тока, способствующий повьш1ению быстродействия системы регулирования скорости. Высокая точность порезки мерных длин (в том числе и при разгоне агрегата или переводе его на другую, технологическую скорость) достигается путем устранения ошибки, вызванной статизмом системы регулирования скорости. 4 ил. о S (Л со о 4 СО IX) 4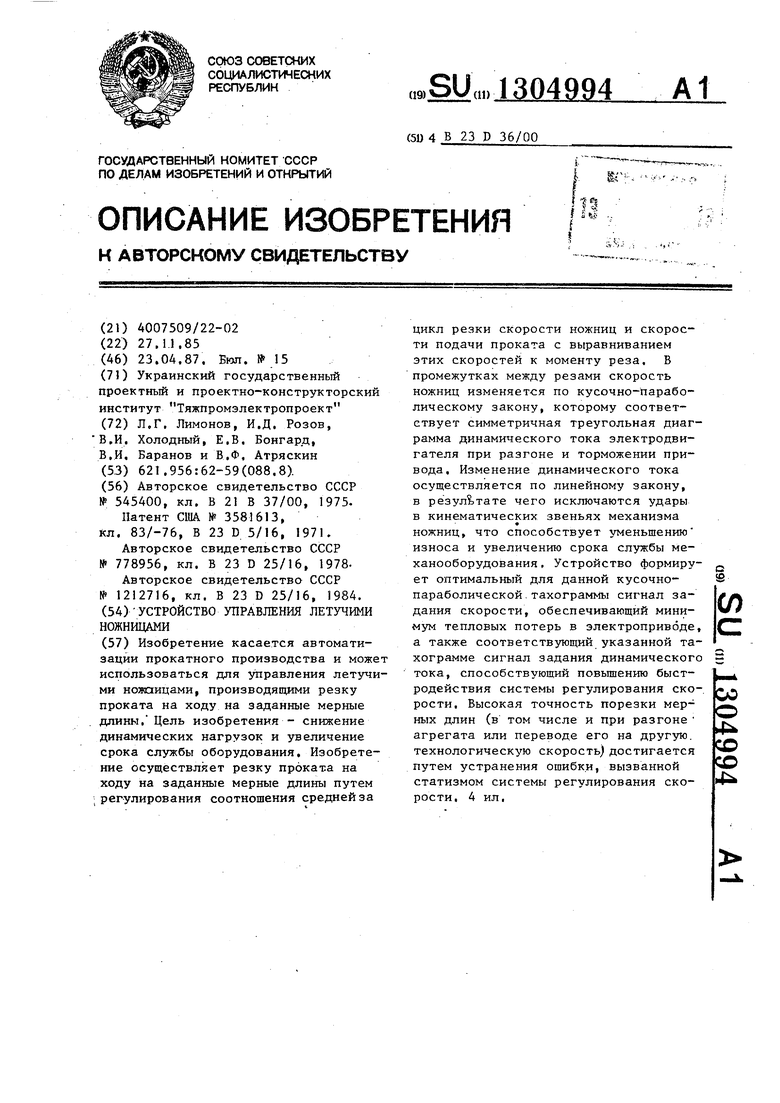
Фиг. 2
Редактор П. Гереши
Составитель А. Сергеев
Техред Л.Сердюкова Корректор А, Обручар
Заказ 1372/12Тираж 976Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
ФигМ
| Устройство управления летучими ножницами | 1975 |
|
SU545400A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Патент США № 3581613, кл | |||
| Пуговица | 0 |
|
SU83A1 |
| Система управления приводом летучих ножниц | 1977 |
|
SU778956A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
