ножей ножниц, а выход подключен к установочному входу дополнительного импульсного счетчика, выход которого подключен к положительному входу
1156871
сумматора, отрицательный вход которого связано выходом импульсного счетчика, причем -выход сумматор связан с входом преобразователя ход - напряжение.
| название | год | авторы | номер документа |
|---|---|---|---|
| Цифровое устройство для управления летучими ножницами | 1983 |
|
SU1224029A1 |
| Система управления приводом летучих ножниц | 1984 |
|
SU1260121A1 |
| Устройство согласования скоростей проката и вращения барабана летучих ножниц | 1979 |
|
SU872066A1 |
| Устройство управления летучими ножницами, снабженными механизмом выравнивания скоростей | 1990 |
|
SU1712080A1 |
| Цифроаналоговое устройство управления летучими ножницами с механизмом выравнивания скоростей | 1990 |
|
SU1712078A1 |
| Система управления приводом летучих ножниц | 1987 |
|
SU1523269A1 |
| Цифровое устройство управления летучими ножницами | 1986 |
|
SU1359036A1 |
| Устройство управления летучими ножницами, работающими в режиме непрерывного вращения | 1988 |
|
SU1519855A2 |
| Устройство для управления летучими ножницами с механизмом выравнивания скоростей | 1990 |
|
SU1685635A1 |
| Устройство управления безупорным мерным резом полосы | 1978 |
|
SU774832A1 |
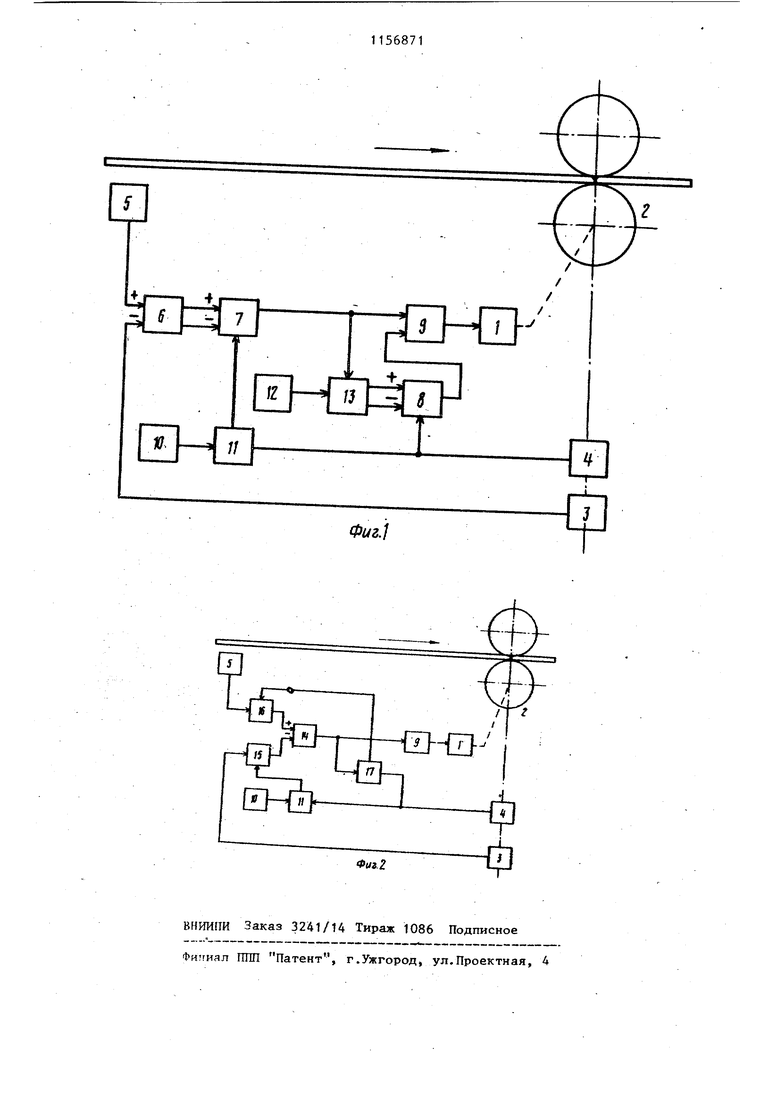
Изобретение относится к машиностроенш), в частности к конструкции систем управления оборудованием для резки металла. Цель изобретения - повышение точнрсти резки проката путем учета ошибок (Отработки задания при каждом цикле резки и повышение быстродействия системы. Полояа1тельный эффект по первому варианту исполнения достигается путе учета статической и динамической ошибок системы регулирования при каждом цикле резки при.одновременном повьш1ении быстродействия, что позволяет получить высокую точность резки проката как в стационарном режиме, так и при технологических изменениях скорости проката. По второму варианту исполнения положительный эффект достигается за счет улучшения динамических свойств устройства в целом, исключения иска-: жений фазы импульсов счета, что позволяет обеспечить полную синхронизацию скоростей проката и летучих ножниц к моменту реэа. На фиг.1 и 2 приведены функциональные схемы устройства по вариантам t (фиг,1) и 2 (фиг.2). Цифровое устройство управления летучими ножницами содержит систему 1 регулирования скорости ножей летучих ножниц 2, импульсные датчики 3 5 скорости ножей, положения ножей ножниц и скорости проката соответственно, блок 6 временного разделени импульсов (по варианту 1), два ревер сивных счетчика 7 и 8 (по варианту 1), а такж,е преобразователь 9 код напряжение, задатчик 10 длины.заготовок и многоканальную вентильную схему 11. По первому варианту исполнения (фиг.1) устройство содержит генератор 12 опорной частоты и накапливающий сумматор 13. По второму варианту исполнения (фиг.2) устройство, кроме указанных элементов, содер жит сумматор 14, два нереверсивных счетчика 15 и 16 и дополнительную многоканальную вентильную схему 17. Система 1 регулирования скорости привода летучих ножниц 2 своим входом соединена с выходом преобразователя 9. Импульсный датчик 4 положения ножей подключен к управляющему входу схемы 11, информационный вход которой соединен с выходом задатчика 10. Импульсный датчик 3 скорости ножей подключен к отрицательному зходу блока 6 временного 1 азделения (вариант 1) или к входу счетчика 15 (вариант 2). Датчик 5 скорости проката соединен с положительным входом блока 6 (вариант 1) или входом счетчика 16 (вариант 2) .. Входы накапливающего сумматора 13 (вариант 1) подключены к выходам счетчика 7 и генератора 12, выходы которого подключены к входам реверсивного счетчика 8, выходом соединенного с одним из входов . Преобразователь 9, входом соединен с выходом .реверсивного счетчика 7, счетные входы которого подключены к выходам блока 6. Сумматор 14 (вариант 2) своими входами связан с выходами счетчиков 15 и 16, а выходом - с входом схемы 17. Счетчик 16 соединен входами с датчиком 5 и выходом схемы 17, а входы счетчика 15 - с датчиком 3 и схемой 11. Устройство (по варианту 1) работает следующим образом. В исходном состоянии, за которое принимается момент непосредственно перед очередным резом, реверсивный счетчик 7 имеет нулевой выход, а на выходе реверсивного счетчика 8 имеется некоторый код NO, компенсирующий статическую погрешность системы 1 регулирования скорости ножниц. В момент реза по импулвсу от датчика 4 положения ножей «ожниц обнуляется второй реверсивный счетчик 8 и открывается вентильная схема 11, через которую из задатчика tO длины пореза в счетчик 7 вводится код задания тормозного пути ножниц, сформированный в соответствии с вьфажением L се где L,. - заданная длина порезки; Lj.g- длина свободной :порезки пр1И синхронизированных скоростях проката и ножниц (соответствует коэффициенту обгона, равному единице). Импульсы датчика 5 скорости проката через блок 6 временного разделения поступают на вход Сложение счетчика 7. На вход Вычитание этого счетчика также через блок 6 поступают импульсы от датчика 3 скорости ножниц. Счетчик 7 производит алгебраическое сложение этих импульсов с занесенным в него в момент реза кодом заданного тормозного пути. Результат сложения в счетчике 7, выполняющем роль астатического цифрового регулятора скорости ножниц, поступает на первый вход преобразователя 9 код - вапр51жеяие и преобразуется в напряжение которое подается на вход системы t регулирова ния скорости. Одновременно код счетчика 7 подается в накапливающий сумматор 13j, на тактнрукшщй вход которого непрерывно от генератора 12 поступают импульсы опорной частоты f. При этом накапливающий cyi«faTop 13 преобразует код счетчике 7 в пропорциональную ему (с учетом знака выходного кода счетчика) частоту следования импульсов, которые фо1 ми руются при переполнении накашшваюцегЬ сумматора 13 в соответствии с внражениеы м f f пер . где N,. J - код на выходе реверсивного счетчика 7; NHC - объем накаппиваюцего сумматора 13. Счетчик 8 суммирует указанные импульсы переполнения, и результат суммирования поступает на второй вход преобразователя 9. В результате этого в электроприводе ножниц развивается переходной процесс, реализующий тахограмму ножниц, необходимую для отработки заданного тормозного пути. Ножницы 2 притормаживаются, а выходной код счетчика 7 при зтом уменьшается. Процесс отработки тормозного пути оптимизируется нелинейным, на.пример квадратичным, преобразованием кода в преобразователе 9. После завершения переходного процесса скорость ножниц благодаря работе счетчика 7в качестве астатического регулятора скорости восстанавливается до уровня скорости проката. Сигнал на выходе счетчика 7 снова становится равным нулю, при этом исчезают импульсы переполнения накапливающего сумматора 13, и на выходе счетчика 8 устанавливается код N, соответствующий новому (изменившемуся за время цикла) значению статической ошибки тахометрической системы регулирования скорости, определяемой, например, такими факторами, как изменение статической нагрузки, колебания напряжения питания, уход параметров аналоговых регуляторов и т.п. При этом, несмотря на изменение за время цикла порезки момента статической нагрузки, ножницы всегда проходят точно дополнительный тормозной путь, определяемый выходным сигналом блока задания длины пореза. С момента очередного реза цикл работы Устройства повторяется. Аналогично работа счетчиков 7 и 8 протекает и в переходных режимах при технологических .изменениях уровня скорости подачи проката. При этом к моменту реза сигнал на вьпсоде счетчика 7 также становится равным нулю, а на выходе счетчика 8 устанавливается код, равный сумме двух составляющих: NO - составляющей, компенсирующей статическую погрешность тахометрической системы 1 регулирования скорости, и N - составляющей, К(шенсирующей динамическую ошибку тахометрической системы 1 регулирования скорости. Для работы накапливающего сумматора 13 в качестве преобразователя КОД - частота необходимо, чтобы объем сумматора 13 был больше максимального выходного кода счетчика 7. Кроме того, для обеспечения устойчивой работы устройства при построении накапливающего сумматора должно выполняться соотношение где Т - эквивалентная постоянная вре мени контура регулирования скорости, настроенного на технический оптимум. Повышенная точность порезки проката определяется тем, что выходной код второго реверсивного счетчика 8 к моменту реза содержит составляющие компенсирующие как статическую, так и динамическую ошибки тахометрической системы 1 регулирования скорости а летучие ножни1 1 2 в промежутках |Между резами всегда точно отрабатывают, благодаря цифровому астатическому регулированию на основе первого реверсивного счетчика 7, тормозной путь L, определяемый блоком задани длины пореза. По первому варианту исполнения схемы целесообразно использовать устройство при резке сравнительно коротких заготовок. По второму варианту исполнения сх мы (фиг.2) за исходное состояние при нимается момент непосредственно пере очередным резом, когда на выходе сче чика 15 имеется код, равный заданной длине отрезаемого листа, а код на выходе счетчика 16 превьш ает выходно код счетчика 15 на некоторый код N. Этот же код Ng имеется и на выходе сумматора 14 и компенсирует статичес кую погрешность системы 1 регулирова ния скорости ножниц 2. В момент реза по импульсу от датчика положения ножей ножниц открывшотся вентильные схемы 11 и 17. При этом через вентил ну схему 17 КЗ сумматора 14 в счетчик 16 вводится код NJ,, а через вентильную схему 11 из блока задания длины пореза в счетчик 15 вводится код задания тормозного пути ножниц, сформированный в соответствии с выражением
Ь заданная длина порезки; длина свободной порезки при
Leeсинхронизированньпс скоростях 11
По второму варианту исполнения Схемы целесообразно использовать устройство при резке длинных заготовок. 16 проката и ножниц (соответствует коэффициенту обгона, равному единице). Импульсы датчика 5 скорости проката поступают на вход счетчика 16, которьЕй суммирует эти импульсы с занесенным в него в момент реза кодом NO, и результат суммирования подается на вход сложения сумматора 14. Импульсы датчика 3 скорости ножниц поступают на вход счетчика 15, который суммирует зти импульсы с занесенным в него в момент реза кодом тормозного пути, и результат суммирования подается на вход Вычитание сумматора 14. Выход сумматора 14 поступает на вход преобразователя 9 код - напряжение и преобразуется в напряжение, которое подается на вход системы 1 регулирования скорости. В результате этого в электроприводе ножниц развивается переходной процесс, реализующий тахограмму ножниц, необходимую для отработки заданного тормозного пути. Ножницы 2 притормаживаются, рост выходного кода счетчика 15 при этом уменьшается, постепенно приближаясь к коду на выходе счетчика 16 и уменьшая тем самьа выходной код сумматора 14. Процесс отработки тормозного пу ,ти оптимизируется нелинейным, например квадратичным, преобразованием кода сумматора в преобразователе 9.После завершения переходного процесса скорость ножниц, благодаря работе счетчиков 15и 16 и сумматора 14 в качестве астатического регулятора скорости,восстанавливается до уровня скорости проката. Описанные операции повторяются циклически после каждого реза, благодаря чему осуществляется точная порезка проката на заданные мерные длины. Повьшюнная точность порезки проката определяется тем, что выходной код сумматора 14 постоянно содержит составляющую, компенсирующую статическую погрешность системы 1 регулирования скорости, а летучие ножницы 2 в промежутках между резами всегда отрабатывают благодаря цифровому астатическому регулированию скорости определяемый задатчиком 10 тормозной путь LY . Кроме того, в устройстве исключены погрешности, связанные с искажением фазы импульсов счета.
| СПОСОБ УПРАВЛЕНИЯ СЛЕДЯЩИМ ЭЛЕКТРОПРИВОДОМ | 0 |
|
SU188549A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
