Изобретение относится к машиностроению, в частности к прокатному производству, и может быть использовано для автоматизации управления «аетучими ножницами, производящими порезку проката на ходу на заданные мерные длины.
Цель изобретения - повышение эксплуатационной надежности путем схемной реализации на упрощенной элементной базе.
Б устройстве реализуется закон формирования приращения скорости летучих ножниц.
АУн (t)- Vn (L,-|v«dt)X
Ь)
XSv.dt.(1)
при постоянной скорости проката это выражение принимает вид параболы
сл ю со го
Oi
Av,(t)
в котором
t - п ч г
V п
ti
(2)
(3) (4)
,AL + LsH,H-L,, где Vn - скорость проката;
L - заданная мерная длина порезки; LMHH - минимальная длина отрезаемого проката, равная периметру траектории ножей летучих ножниц в цикле порезки;
LC - величина перемещения проката, соответствующая части времени цикла порезки, в течение которой завершается переходный процесс изменения скорости ножниц и происходит их синхронизация со скоростью проката;
LI - величина перемещения проката, соответствующая части времени цикла порезки, в течение которой ножницы отрабатывают заданное рассогласование длины ДЬ. Кроме того, для компенсации динамической ошибки регулирования скорости формируется сигнал, пропорциональный требуемому ускорению
CATt
a.(t)(L,).(5)
1-4о
При введении величины относительной длины проката, выщедщего за линию реза,
l i,(6)
LI
выражения (1) и (oj принимают вид
AVH(t)(i-)E,(7)
Li
,, n on
- - TT nV - f-t
L,
(8)
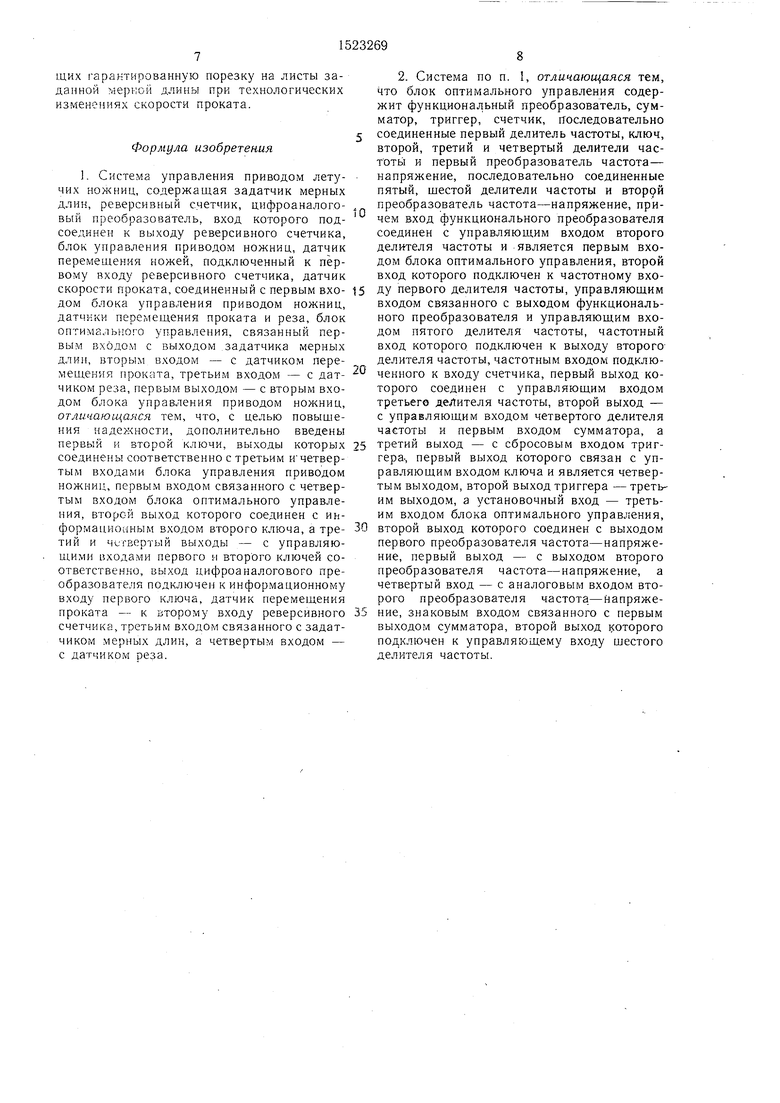
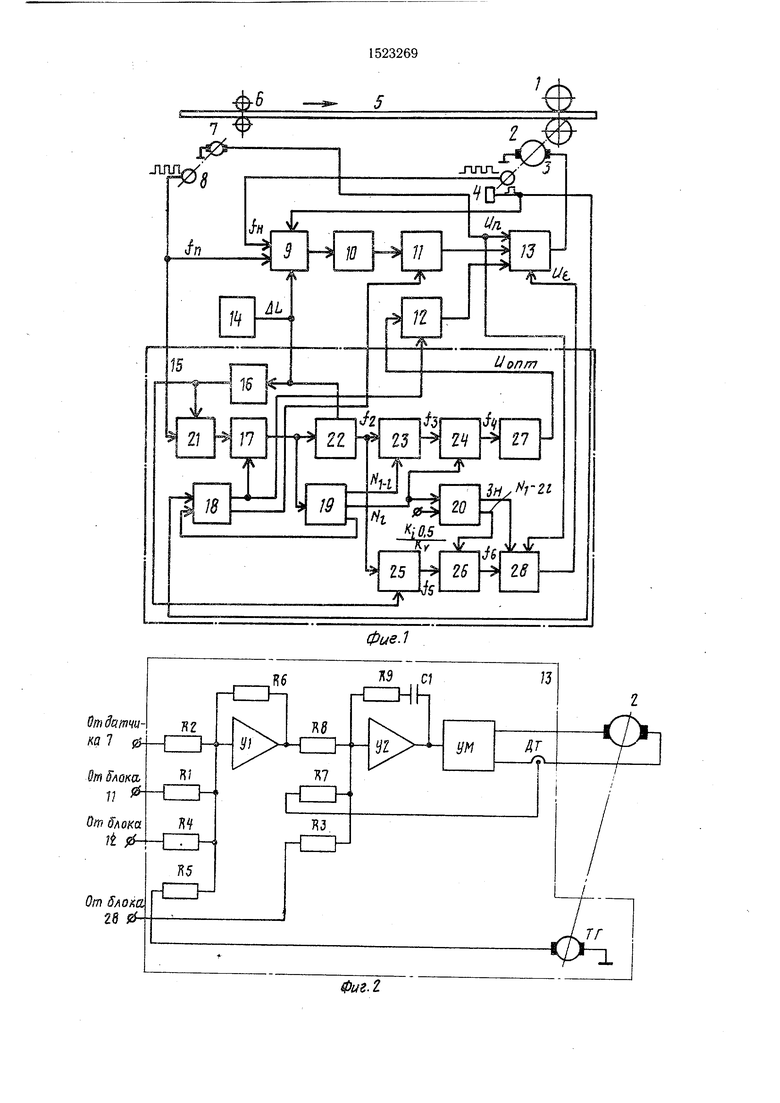
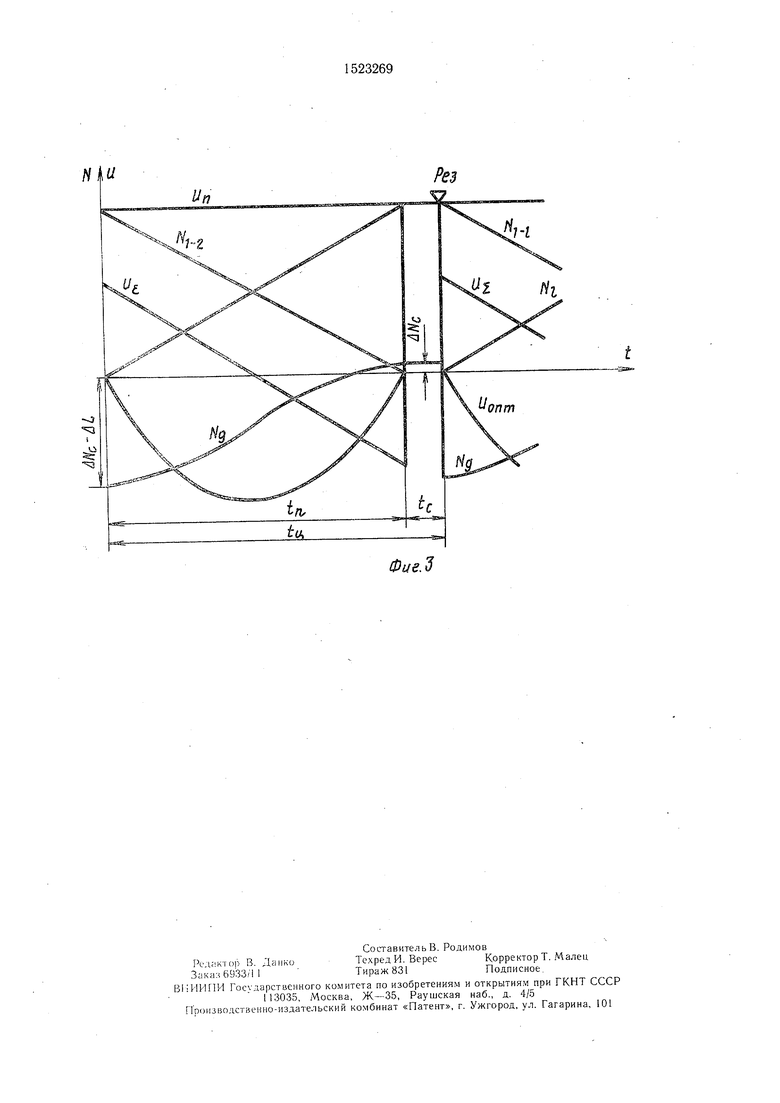
Ha фиг. дана функциональная схема системы управления приводом летучих ножниц; на фиг. 2 - функциональная схема блока управле11ия приводом ножниц, а также его связи с другими блоками системы; на фиг. 3 - временные диаграммы работы системы в цикле реза.
Функциональная схема системы содержит летучие ножницы 1, электродвигатель 2, датчик 3 перемещения ножей, датчик 4 реза,, прокат 5, мерительные ролики 6, датчик 7 скорости, датчик 8 перемещения проката, реверсивный счетчик 9, цифроаналоговый преобразователь 10, ключи 11 и 12, блок 13 управления приводом ножниц, задатчик 14 мерных длин, блок 15 оптимального управления; при этом блок 15 оптимального управления содержит цифровой функциональный преобразователь 16, ключ 17, триггер 18, двоичный счетчик 19 относительной длины, сумматор 20, управляе.мые делители 21-26 частоты, преобразователи 27 и 28 частота - напряжение.
Блок 13 управления приводом ножниц (фиг. 2) представляет собой аналоговый контур регулирования скорости с пропорциональным регулятором скорости У1 и подчиненным ему контуром регулирования с пропорционально-интегральным регулятором тока У2, выход которого подключен к входу усилителя мощности УМ. Сигнал обратной связи по току на входе регулятора тока У2 формируется при помощи датчика тока ДТ, а сигнал обратной связи по скорости ножниц на вход регулятора скорости У1 поступает от тахогенератора ТГ. На первый вход блока 13 управления (через резистор R2 регулятора скорости) поступает от датчика 7 скорости проката основной сигнал задания по скорости. -На третий вход блока 13 управления (через резистор R1 регулятора скорости) поступает от цифроаналогового преобразователя 1Q через ключ 11. сигнал AUc, компенсирующий статическую погрешность регулирования в течение времени успокоения привода tc. На четвертый вход блока 13 управления (через резистор R4 регулятора скорости) поступает с четвертого выхода блока 15 оптимально5 го управления через ключ 12 дополнительный сигнал задания скорости, формирующий параболический закон изменения скорости в цикле порезки проката. На второй вход блока 13 управления ( резистор R3 регулятора тока) с первого выхода
блока 5 оптимального управления подается сигнал Ue, пропорциональный требуемому ускорению ножниц при формировании параболической тахограммь в цикле порезки. Система работает следующим обра5 зом.
В исходном состоянии, соответствующем моменту, непосредственно предществующему очередному резу, триггер 18 находится в «нулевом состоянии, поддерживая ключи 12
0 и 17 в закрытом состоянии, а ключ II - в открытом. Сигналы задания ускорения привода Ue и задания оптимального приращения скорости Uonr равны нулю. На входы реверсивного счетчика 9 подаются последовательности импульсов f,, и fs соответственно
5 от датчика 8 перемещения проката и датчика 3 перемещения ножей ножниц; содержимое реверсивного счетчика 9 при этом равно некоторому числу ANc, которое преобразуется цифроаналоговым преобразователем 10 в напряжение AUc , которое через
ключ 11 поступает на третий вход блока 13 управления приводом ножниц и компенсирует статическую погрешность регулирования, обеспечивая тем самым синхронизацию скоростей проката и ножниц, а следог вательно, и равенство частотных сигналов f и fii.
Начало цикла порезки определяется сигналом от датчика 4 реза, по которому в реверсивный счетчик 9 заносится величина -AL, и триггер 18 устанавливается в «едиQ ничное состояние, запирая ключ 11 и отпирая ключи 12 и 17.,
Импульсы частоты „ с выхода датчика 8 перемещения проката на делителе 21 частоты преобразуются в частоту
Ki
5
f| fn
LI
(9)
Причем код, пропорциональный величине у-,
Ьформируется цифровым функциональным преобразователем 16 по коду AL в соответствии с выражением
JL i(10)
LIЛЬ-(-Ьмии-LC
При открывании ключа 17 импульсы частоты f| начинают поступать на счетчик 19, выходной код которого (второй выход) пропорционален относительной длине I проката, вышедшего за линию реза, в соответствии с формулой (6)
N,if,dt lfndt dt |it, (11)
оLI оLie IVviv,.,
При этом на выходах делителей 25 и 2 тоты формируются соответственно ч ные сигналы
4 AL
fTr- KrK2 Ks, LIL,
.K6-(l-2C)
AL
- n -1
-2)X
fO
ХК|-К2-К5-Кб.
Ha выходе преобразователя 28 час напряжение (в качестве эталонного жения в котором используется сигна формируется сигнал UE, пропорциона ускорению привода при отработке опти
I оыв l vKjf
где Ку- коэффициент пропорциональности 5 ной тахограммы
между частотой „ следования иммульсов на выходе датчика 8
перемещения проката и скоростью
проката 5.ХК1-К2-К5-Кб-К2п.ш.
При этом на инверсных выходах разрядов двоичного счетчика 19 (первый выход) 20 Откуда с учетом того, что fn , формируется код, пропорциональный допол- «
нению относительной длины t до единицы
. ип.К2пчн „ -(1-2Е)
У„
У„ Шу,
;
.К. .,
-В).
(12)
На выходах делителей 22-24 частоты формируются соответственно частотные сигналы
f2 flAL-K2- b -KlK2,
LI AL
(l-E)fn -р- (l-r)Ki К2 Кз, LIt
(l-f)FKl.K2 K3-K4.
L I
Ha выходе преобразователя 27 частота- напряжение формируется сигнал Уопт, пропорциональный оптималь,ному прираш.ению скорости летучих ножниц
ио„т туАУ„ К1пчн .(l - l).tx
Li ХК1-К2-Кз К4-К1пч„,
fVn
откуда с учетом того, что f.r,
KV
(16)
.-.(l-r)-e-AL
Из формулы (17) видно, нии условия
2 K4-Kt « 6
Шу Ку
(18)
в период между резами формируется оптимальная тахограмма летучих ножниц в соответствии с выражением (7).
На выходе сумматора 20 формируется код , который с учетом (11) имеет вид
N,-2f 0,5-N| 0,5(1-2Г). (19)
При этом на выходах делителей 25 и 26 частоты формируются соответственно частотные сигналы
4 AL
fTr- KrK2 Ks, LIL,
(20)
f5.K6-(l-2C)
AL
- n -1
-2)X
fO
ХК|-К2-К5-Кб.(21)
Ha выходе преобразователя 28 частота- напряжение (в качестве эталонного напряжения в котором используется сигнал Un) формируется сигнал UE, пропорциональный ускорению привода при отработке оптималь 5 ной тахограммы
ХК1-К2-К5-Кб-К2п.ш.
ткуда с учетом того, что fn , «
. ип.К2пчн „ -(1-2Е)ипХ
(22) У„
и„
„,, К1-К2-К5-Кб-К2пч Шу
1)
(23)
т.-Ку
(23) видно, что при выполне
КгК2-К5-Кб-К2пмн-т t)
Ша -Ку
(24)
5
0
0 формирование ускорения производится в соответствии с выражением (8).
Таким образом, при постоянной скорости подачи проката блок 15 оптимального управления обеспечивает формирование оптимальной параболической тахограммы летучих ножниц в каждом цикле порезки. При этом реверсивный счетчик 9 контролирует отработку приводом ножниц заданного рассогласования AL. В момент времени ,, величина I достигает значения , следовательно на третьем выходе счетчика 19 появляется сигнал переполнения, устанавливающий триггер 18 в «нулевое состояние, вследствие чего ключи 12 и 17 закрывается, а ключ 11 открывается. При этом выходные сигналы блока 15 оптимального уп- 5 равления и Ue равны нулю, и дальнейшее движение ножниц в течение времени
, LC
происходит на синхронной с прока л
том скорости на управлении от цифрового регулятора скорости - реверсивного счетчика 9. После реза цикл работы системы повторяется.
Положительный эффект создается за счет существенного упрощения, повышения надеж- 5 ности, а также улучшения условий эксплуатации систем управления приводом, формирующих оптимальную параболическую та- хограмму летучих ножниц при постоянной скорости подачи проката и обеспечиваю1ДИХ гарантированную порезку на листы заданной меркой длины при технологических изменениях скорости проката.
Формула изобретения
1. Система управления приводом летучих ножниц, содержащая задатчик мерных длин, реверсивный счетчик, цифроаналого- Бый преобразователь, вход которого подсоединен к выходу реверсивного счетчика, блок управления приводом ножниц, датчик перемещения ножей, подключенный к первому входу реверсивного счетчика, датчик
2. Система по п. 1, отличающаяся тем, что блок оптимального управления содержит функциональный преобразователь, сумматор, триггер, счетчик, последовательно соединенные первый делитель частоты, ключ, второй, третий и четвертый делители час- тоть и первый преобразователь частота- напряжение, последовательно соединенные пятый, шестой делители частоты и втор9Й преобразователь частота-напряжение, причем вход функционального преобразователя соединен с управляющим входом второго делителя частоты и является первым входом блока оптимального управления, второй вход которого подключен к частотному вхо
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления приводом летучих ножниц | 1984 |
|
SU1260121A1 |
| Система управления приводом летучих ножниц | 1977 |
|
SU778956A1 |
| Устройство к стану для мерной резки проката | 1981 |
|
SU1152728A1 |
| Система управления электроприводом летучих ножниц | 1986 |
|
SU1433657A1 |
| Устройство согласования скоростей проката и вращения барабана летучих ножниц | 1979 |
|
SU872066A1 |
| Устройство управления летучими ножницами ,работающими в режиме непрерывного вращения | 1987 |
|
SU1440627A1 |
| Система управления приводом летучих ножниц | 1978 |
|
SU874279A1 |
| Устройство управления летучими ножницами | 1986 |
|
SU1470473A1 |
| Система для управления станом с порезкой проката на ходу | 1977 |
|
SU664768A1 |
| Устройство управления мерным резом проката | 1980 |
|
SU927422A1 |
Изобретение относится к машиностроению, в частности к прокатному производству, и может быть использовано для автоматизации управления летучими ножницами, производящими порезку проката на ходу на заданные мерные длины. Цель изобретения - повышение надежности путем схемной реализации на упрощенной элементной базе. Система управления приводом летучих ножниц содержит датчики реза, перемещения проката и ножниц, задатчик мерных длин, реверсивный счетчик, цифроаналоговый преобразователь, два ключа, блок управления приводом ножниц и блок оптимального управления, выполненный, в основном, на управляемых делителях частоты. Система производит порезку проката на ходу на заданные мерные длины путем регулирования соотношения средней за цикл порезки скорости летучих ножниц и скорости подачи проката с выравниванием этих скоростей к моменту реза. В промежутках между резами при постоянной скорости проката скорость ножниц изменяется по оптимальной параболической тахограмме. При любом произвольном законе изменения скорости проката система обеспечивает гарантированную точную порезку кусков проката заданной мерной длины. 1 з.п. ф-лы, 3 ил.
скорости проката, соединенный с первым вхо- 15 ДУ первого делителя частоты, управляющим
входом связанного с выходом функционального преобразователя и управляющим входом пятого делителя частоты, частотный вход которого подключен к выходу второго- делителя частоты, частотным входом подключенного к входу счетчика, первый выход которого соединен с управляющим входом третьего делителя частоты, второй выход - с управляющим входом четвертого делителя частоты и первым входом сумматора, а
дом олока управления приводом ножниц, датчики перемещения проката и реза, блок оптимального управления, связанный первым входом с выходом задатчика мерных длин, вторым входом - с датчиком перемещения проката, третьим входом - с датчиком реза, первым выходом - с вторым входом блока управления приводом ножниц, отличающаяся тем, что, с целью повышения надежности, дополнительно введены
первый и второй ключи, выходы которых 25 третий выход - с сбросовым входом триггера-, первый выход которого связан с управляющим входом ключа и является четвертым выходом, второй выход триггера - треть им выходом, а установочный вход - третьим входом блока оптимального управления, второй выход которого соединен с выходом первого преобразователя частота-напряжение, первый выход - с выходом второго преобразователя частота-напряжение, а четвертый вход - с аналоговым входом второго преобразователя частота-Напряжесоединены соответственно с третьим и четвертым входами блока управления приводом ножниц, первым входом связанного с четвертым входом блока оптимального управления, второй выход которого соединен с информационным входом второго ключа, а тре- тий и четвертый выходы - с управляющими входами первого и второго ключей соответственно, выход цифроаналогового преобразователя подключен к информационному входу первого ключа, датчик перемещения
проката - к второму входу реверсивного й -з ние, знаковым входом связанного с первым
счетчика,третьим входом связанного с задат- чиком мерных длин, а четвертым входом - с датчиком реза.
ДУ первого делителя частоты, управляющим
входом связанного с выходом функционального преобразователя и управляющим входом пятого делителя частоты, частотный вход которого подключен к выходу второго- делителя частоты, частотным входом подключенного к входу счетчика, первый выход которого соединен с управляющим входом третьего делителя частоты, второй выход - с управляющим входом четвертого делителя частоты и первым входом сумматора, а
третий выход - с сбросовым входом триггера-, первый выход которого связан с управляющим входом ключа и является четвертым выходом, второй выход триггера - третьим выходом, а установочный вход - третьим входом блока оптимального управления, второй выход которого соединен с выходом первого преобразователя частота-напряжение, первый выход - с выходом второго преобразователя частота-напряжение, а четвертый вход - с аналоговым входом второго преобразователя частота-Напряжевыходом сумматора, второй выход которого подключен к управляющему входу шестого делителя частоты.
5
7
8
h
h
hi
15
15
f
N 2J
f-$
2Z
(№ датц- ка 1
8m 5 локл
11
От 5лот
li
От SAOKU 28 0Фиг. 2
J-LTLTL,
-F
/i
7/
6
/
и опт
У2
h
1
n,.
H
0
MS
y
J6
5
фиеЛ
11 rCZHh
Фие.д
| Система управления приводом летучих ножниц | 1984 |
|
SU1260121A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
