Изобретение относится к контролю процесса дуговой сварки и может быть использовано для контроля качества процесса сварки, в частности при дуговой автоматической, полуавтоматической и ручной сварке.
Целью изобретения является расширение функциональнь1х возможностей устройства за счет автоматического выбора порогового значения контролируемого параметра сварки, соответствующего оптимальному сварочному процессу при одновременном повышении помехоустойчивости.
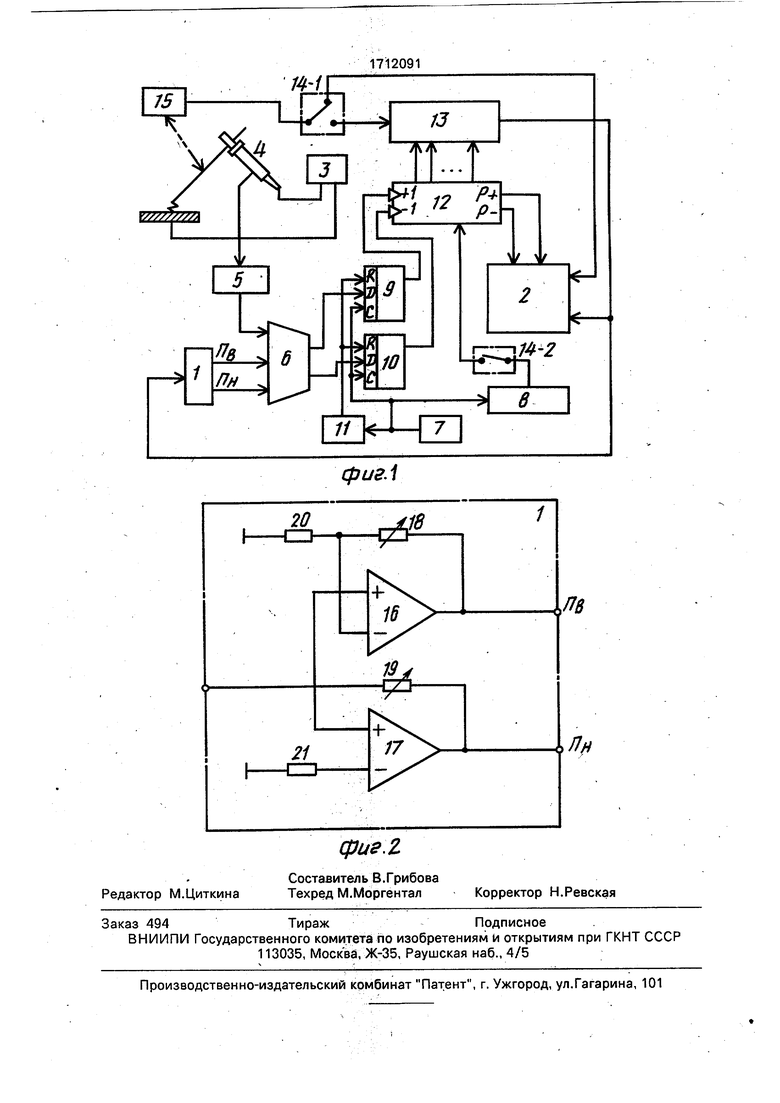
На фиг.1 представлена блок-схема устройства для контроля параметров процесса при дуговой сварке; на фиг.2 - функциональная схема двухканального усилителя.
Устройство для контроля параметров процесса при дуговой сварке содержит двухканальный усилитель 1, узел 2 индикации, последовательно соединенные источник 3 сварочного тока, электрододержатель 4, измерительный преобразователь 5 контролируемого параметра, многоуровневый компаратор 6, генератор 7 импульсов, кольцевой счетчик 8, первый и второй триггеры 9, 10, элемент 11 задержки, реверсивный счетчик 12, преобразователь 13 код-напряжение, переключатель 14 и датчик 15 угла наклона электрода, выход которого соединен через первый разомкнутый контакт 141 переключателя 14 с входом записи преобразователя 13 код-напряжение, поразрядно соединенного своими входами с соответствующими разрядными выходами
реверсивного счетчика 12, выходы переполнения и обнуления которого соединены соответственно с входами индикации отклонений параметра узла 2 индикации. Первый и второй входы задания многоуровневого компаратора 6 соединены с соответствующими выходами каналов двухканального усилителя 1, выход генератора 7 импульСов соединен с входами элемента 11 задержки, кольцевым счетчиком 8 и входами записи первого и второго триггеров 9, 10, выходы которых соединены соответственно с входами суммирования и вычитания реверсивного счетчика 12, вход записи которого соединен через второй нормально замкнутый контакт 14-2 переключателя 14 с выходом распределителя 8 импульсов. Информационные входы первого и второго триггеров 9,10 соединены соответственно с первым и вторым выходами многоуровневого компаратора 6, входы сброса первого и второго триггеров 9, 10 соединены с выходом элемента 11 задержки, а выход преобразователя 13 код-напряжение соединен с входом двухканального усилителя 1 и входом индикации порогового значения узла 2 индикации, вход индикации ошибки наклона электрода которого соединен с первым нормально замкнутым контактом 14-1 переключателя 14.
Двухканальный усилитель 1 состоит из двух операционных усилителей 16, 17, двух потенциометров 18, 19 обратной связи и двух входных резисторов 20, 21.
Устройство работает следующим образом.
При необходимости автоматического выбора порогового значения контролируемого параметра сварки, соответствующего оптимальному сварочному процессу, оператор переключает переключатель14 в положение, противоположное указанному на фиг.1. При этом его контакт 14-1 замыкается, а контакт 14-2 размыкается, блокируя вход записи реверсивного счетчика 12. Поеле возбуждения устойчивой дуги оператор осуществляет контрольный провар на конкретном изделии для данных условий сварки и сварочных материалов, добиваясь оптимального ведения сварочного процесса в соответствии с уровнем его квалификации. При этом телесный угол наклона электрода, контролируемый датчиком 15 угла наклона, должен находиться в заданных пределах, обеспечивая сигнал 1 на выходе датчика 15 угла наклона электрода и входе записи преобразователя 13 код-напряжение. По этому сигналу преобразователя 13 код-напряжение непрерывно принимает информацию с реверсивного счетчика 12 и
преобразует ее в напряжение, пропорциональное пороговому значению контролируемого параметра сварки, подаваемое на вход двухканального усилителя 1.
Фактическое значение контролируемого параметра (например, ток сварки) преобразуется измерительным преобразователем 5 контролируемого параметра в электрический сигнал напряжения, подаваемый на информационный вход многоуровневого компаратора 6, на первый и второй входы задания которого подаются сигналы соответственно с выходов двухканального усилителя 1, равные верхнему и нижнему порогам сравнения контролируемого параметра, причем
Пв изо Kie; Пн изо Ki7,
где Ki6 и - коэффициенты усиления операционных усилителей 16, 17, выставляемые потенциометрами 18, 19 соответственно.
Если фактическое значение контролируемого параметра в виде напряжения Us больше, чем верхний порог Пв, то на первом выходе многоуровневого компаратора 6 устойчиво формируется сигнал 1, поступающий на информационный вход первого триггера 9. Подвоздействием импульсов генератора 7 импульсов, воздействующих не.посредственно на вход записи первого триггера 9 и через элемент задержки 11 на вход сброса первого триггера 9, на выходе последнего формируется устойчивая импульсная последовательность с периодом, равным периоду следования импульсов генератора 7 импульсов, и длительностью, равной временной задержке элемента 11 задержки.
Если длительность сигнала 1 на выходе многоуровневого компаратора 6 будет существенно меньше периода следования импульсов генератора 7 импульсов, то первый триггер 9 не будет переключаться из-за отсутствия моментов совпадения сигналов на его входах записи и информационном. Следовательно, соответствующим выбором частоты генератора 7 импульсов добиваются повышения помехоустойчивости к случайным кратковременным изменениям контролируемого параметра, не связанным с конкретными действиями оператора.
По мере суммирования по входу реверсивным счетчиком 12 импульсов с выхода первого триггера 9 его содержимое будет
увеличиваться, увеличивая напряжение на выходе, преобразователя 13 код-напряжение до тех пор, пока не станет выполнять условие Пн Us Пв, т.е. на выходах многоуровневого компаратора будут сигналы О. Реверсивный счетчик 12 остановится, зафиксировав на входе двухканального усилителя 1 предварительное пороговое значение контролируемого параметра. В Jlaльнейшем, вследствие незначительной величины допуска на контролируемый параметр АП, устанавливаемой двухканальным усилителем 1, фактическое значение контролируемого параметра может снизиться ниже нижнего порога, т.е. Us Пн U24. При этом на втором выходе многоуровневого компаратора 6 появится сигнал 1 vкоторый при его длительности, превышающей период следования импульсов генератора 7 импульсов, вызывает устойчивую импульсную последовательность на выходе второго триггера 10, поступающую на вычитающий вход реверсивного счетчика 12. Последний уменьшает свое содержимое и, следовательно, напряжение на выходе преобрёзователя 13 код-напряжение. При этом уменьшается и напряжение задания порогов на входе двухканального усилителя 1 таким образом, что многоуровневый компаратор б вновь отключается.
. Таким образом, после ряда колебаний относительно поля допуска ДП содержимое реверсивного счетчика 12 установится в состояние, соответствующее среднестатическому значению контролируемого параметра (10), поддерживаемого оператором в течение последнего интервала времени. Если оператор в соответствии с его уровне м квалификации принимает решение о том, что им достигнут оптимальный технологический режим контрольной сварки в течение заданного времени и установившееся пороговое значение контролируемого параметра должно быть автоматически зафиксировано устройством для последующей работы, то он совершает резкое отклонение электрододержателя 4 от требуемого положения и обрывает дугу. При этом срабатывает датчик 15 угла наклона электрода, на его выходе устанавливается сигнал О, блокирующий содержимое преобразователи 13 код-напряжение на все оставшееся вреМя. Не возвращая электрододержатель 4 в правильное положение, оператор возвращает переключатель 14 в исходное положение, окончательно сохраняя содержимое преобразователя 13 код-напряжение, соот етствующеесреднестатистичес кому
пороговому значению контролируемого параметра сварки. Это значение индицируется узлом 2 индикации. Одновременно к входу узла 2 индикации подключается выход датчика 15 угла наклона электрода для индикации недопустимых отклонений угла наклона электрода.
В дальнейшем, при контроле непосредственно сварочного процесса по автоматически определенному пороговому значению
параметра, любой выход параметра за границы поля допуска АП вызывает соответствуюш.ие срабатывания многоуровневого компаратора 6. Если длительность отклонений параметра превышает период Ти следования импульсов генератора 7 импульсов, то на выходе соответствующего триггера или 10 появится устойчивая последовательность импульсов с периодом Ти. Эти импульсы будут увеличивать или уменьшать
содержимое реверсивного счетчика 12. Последний в режиме контроля (при замкнутом контакте 14-2 переключателя 14) периодически с периодом Ту устанавливается сигналом с выхода кольцевого счетчика 8 в
состояние, равное М, где М - число усреднения элементарных отклонений, соответствующее половине информационной емкости реверсивного счетчика 12, исчисляемой из условия формирования сигнала переполнения (обнуления) на его выходе в реж ле суммирования (вычитания) из нулевого .Иго) состояния при подаче на соответствующий вход реверсивного счетчика 12 последовательности из 2М импульсов. Для
удобства технической реализации М выбирается из условия М 2, где п 4. Длительность периода установки выбирается из условия Ti) N Ти, где N М и N - основание счета кольцевого счетчика 8. Тем самым
достигается дополнительное повышение помехоустойчивости работы устройства, поскольку устойчивый сигнал о наличии ошибки ведения сварочного процесса возникает на выходах переполнения или обнуления
реверсивного счетчика 12 при условии, если он насчитает подряд более импульсов и переполнится (на входе узла 2 индикации возникнет сигнал ошибки превышения верхнего порога) или обнулится (на выходе узла
2 индикации возникнет сигнал недостижения нижнего порога).
Наложение условия непрерывного суммирования (вычитания) реверсивным счетчиком 12 более чем М импульсов (каждый из
которых соответствует элементарному отклонению фактического значения параметра от поля допуска на время, превышающее длительность периода Ти генератора 7 импульсов) в течение периода Ту установки
реверсивного счетчика 12, необходимого для формирования окончательного сигнала отклонения фактического параметра от поля допуска, также повышает помехоустойчивость устройства и делает его работу более надежной в условиях сварочного производства, изобилующего широким спектром электропомех.
Таким образом, устройство для контроля параметров процесса при дуговой сварке позволяет автоматически определять пороговое значение контролируемого параметра сварки, соответствующее оптимальному сварочному процессу. В результате повышается точность контроля качества ведения сварочного процесса, повышается производительность труда оператора за счет сокращения непроизводительных затрат времени на определение, подбор и установку требуемых пороговых значений, снижается Непроизводительный расход металла, электродов и защитного газа на подбор режимов сварки.
Кроме того, устройство отличается повышенной помехоустойчивостью, что позволяет увеличить надежность его функционирования в условиях сварочного производства с большим уровнем электропомех путем исключения ложных фиксаций нарушений режима сварки, не связанных с действиями оператора.
Ф о р м у л а и 3 о б Р ет е н и я Устройство для контроля параметров процесса при дуговой сварке, содержащее узел индикации, последовательно включенные источник сварочного тока, электрододержатель, измерительный преобразователь контролируемого параметра, выход которого подключен к первому входу многоуровневого компаратора, второй и третий
входы которого подключены к выходам двухканального усилителя, отличающееся тем, что, с целью расширения технологических возможностей за счет автоматического выбора порогового значения контролируемого параметра сварки, соответствующего оптимальному сварочному процессу при одновременном повышении помехоустойчивости, оно дополнительно снабжено генератором импульсов, кольцевым счетчиком, первым и вторым триггером, элементом задержки, реверсивным счетчиком, преобразователем код-напряжение, переключателем и датчиком угла наклона электрода, при этом выход датчика угла наклона электрода через замкнутую цепь первого контакта переключателя связан с входом индикации ошибки наклона электрода узла индикации и через разомкнутую цепь этого контакта связан с входом записи преобразователя код-напряжение, выходы многоуровневого компаратора связаны с информационными входами первого и второго триггеров, выходу которых связаны соответственно с входами суммирования и вычитания реверсивного счетчика, выход генератора импульсов связан с входом кольцевого счетчика и входами записи первого и второго триггера, а также через элемент задержки с входами сброса этих триггеров, выход кольцевого счетчика через второй контакт переключателя связан с входом записи реверсивного счетчика, выходы переполнения и обнуления которого подключены к входам индикации отклонения параметра узла индикации, выход реверсивного счетчика поразрядно связан с входами преобразователя код-напряжение, выход которого подключен к входу индикации порогового значения узла индикации и входу двухканального усилителя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Тренажер сварщика | 1985 |
|
SU1302313A1 |
| Тренажер сварщика | 1984 |
|
SU1217151A1 |
| Тренажер сварщика | 1988 |
|
SU1550571A1 |
| Тренажер для обучения сварщиков | 1986 |
|
SU1441446A1 |
| Устройство для контроля скорости сварки и теплосодержания сварочной ванны | 1988 |
|
SU1773622A1 |
| Вихретоковый дефектоскоп | 1983 |
|
SU1103141A1 |
| Устройство для обучения и оценки мастерства сварщика | 1990 |
|
SU1777166A1 |
| Тренажер сварщика | 1986 |
|
SU1330649A1 |
| Способ и устройство для выполнения межэлементных соединений свинцово-кислотных аккумуляторных батарей | 2020 |
|
RU2747154C1 |
| Устройство для ультразвуковой сварки | 1989 |
|
SU1673347A1 |
Изобретение относится к машиностроению, а именно к устройствам контроля процессов дуговой сварки, и может быть использовано для контроля качества прлу- автоматической и ручной сварки. Целью является расширение технологическихвозможностей устройства за счет автоматического выбора порогового значения контролируемого параметра сварки, соответствующего оптимальному сварочному процессу при одновременном повышении помехоустойчивости. Устройство содержит узел индикации, источник сварочного тока, элек- трододержатель, измерительный преобразователь, компаратор, генератор импульсов, счетчики, триггеры, элемент задержки, датчики угла наклона электрода. Структура устройства обеспечивает непрерывное отслеживание текущего значения контролируемого параметра сварки и фиксацию достигнутого в процессе ведения сварки оптимального значения параметра в качества эталонного, а также сравнение текущего и эталонного значений параметра. 2 ил.СОс
| 0 |
|
SU222226A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
