Изобретение относится к машиностроению и может быть использовано для rjoaepхностного упрочнения рабочих поверхностей стальных и чугунных деталей.
Целью изобретения является повышение качества упрочненного слоя засчетувеличения его толщины.
1 .
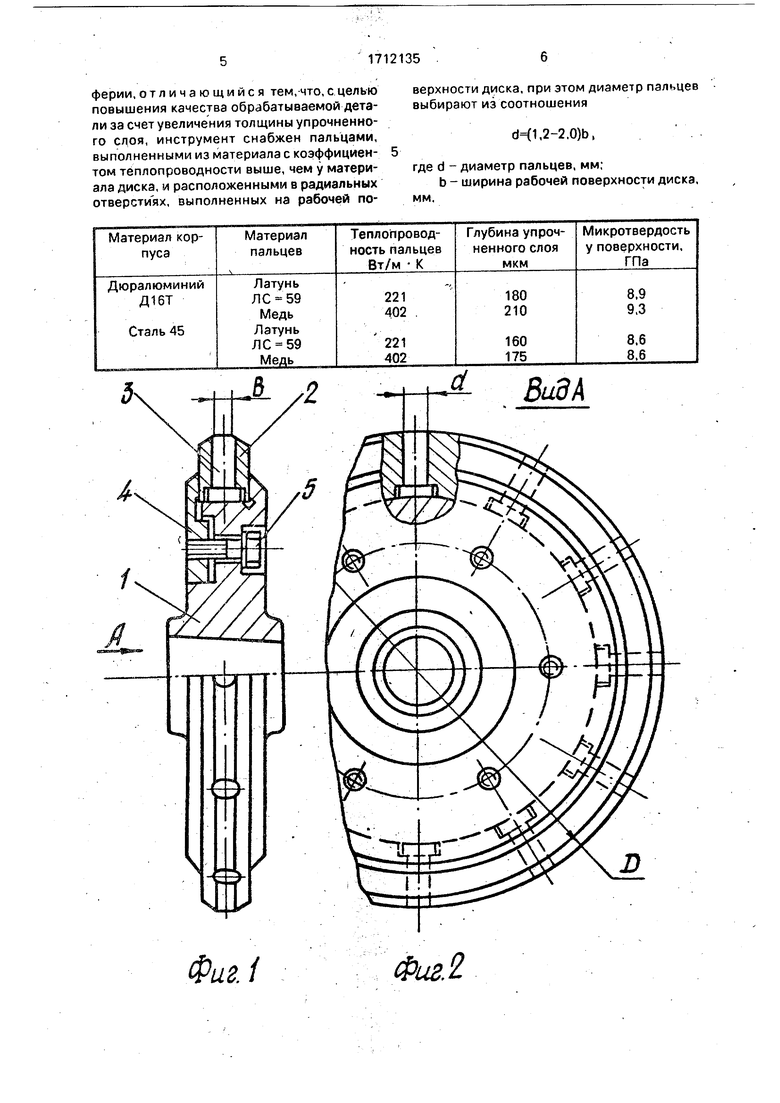
На фиг. 1 изображен предлагаемый) инструмент; на фиг. 2 - вид А на фиг. 1,
Инструмент состоит из корпуса 1, в котором установлен рабочий диск 2 с расположенными в нем в радиальных oтвepctияx пальцами-теплоносителями 3. Диск закреплен в корпусе с помощью фланца 4 и болтов 5. Корпус изготовляют из материала с высокой теплопроводностью, например из дюралюминия. Рабочий диск выполнен из
нержавеющей стали или титанового сплава, а пальцы теплоносители из меди или латуни.
Инструмент для фрикционного поверхностного упрочнения работает следующим образом.
Упрочнение инструментом осуществляют в процессе фрикционной обработки йа токарных или шлифовальных станках. Инструмент устанавливается в специальном приспособлении на токарном станке или на шпинделе шлифовального станка и вращается с окружной скоростью 60-70 м/с. Инструмент прижимается с постоянным усилием 600-1000 Н к обрабатываемой детали, вращающейся с окружной скоростью 0,02-0,08 м/с. Продольная подача инструмента относительно детали составляет 0,61,5 мм/об. Длина линии контакта
инструмента с обрабатываемой деталью составляет 5-8 мм. При трении инструмента и детали в зоне их контакта происходит локальный импульсный нагрев поверхности обрабатываемой детали до температуры 1100- 1300 К. В зону обработки подают смазывающе-охлаждающую среду, например масло минеральное И-12А, которое обеспечивает быстрое охлаждение упрочняемой поверхности. В результате упрочнения на поверхности детали возникают структуры белых слоев толщиной 100-150 мкм с повышенной микротвердостью (7-10) ГПа. В зоне фрикционного скопьзящего контакта определенное количество теплоты, доминирующая часть которой уходит в быстровращающийся инструмент. Поэтому в качестве материала диска выбирают титановый сплав или нержавеющую сталь, обладающие низкой теплопроводностью ( А 21,925,5 Вт/ м -К). При попадании в зону контакта медных или латунных пальцев теплоносителей ( А -221-406 Вт/ м -К) происходит мгновенный отвод тепла из поверхности упрочняемой детали на корпус инструмента изготовленный, например, из дюралюминия ( Вт/ м -К). Это приводит к циклическому изменению температуры на поверхности упрочняемой детали и соответственно к увеличению глубины упрочненного слоя до 150-220 мкм.
Диаметр пальцев выбирают из соотношения
d(1.2-2,0)b.
где d - диаметр пальцев, мм;
b - ширина рабочей поверхности диска, мм.
При величине ,2b увеличение глубины упрочненного слоя незначительное, а при величине ,Ob дальнейшее незначительное увеличение толщины упрочненного слоя приводит к росту габаритов инструмента.
Количество пальцев теплоносителей п выбирают из соотношения
л D
1000-V(0,8-l,8)
где D - наружный диаметр диска, мм;
V - линейная скорость вращения диска, м/с.
Соотношения диаметров пальцев и их количество определены экспериментально.
Для интенсификации отвода тепла от теплоносителей корпус выполнен из дюралюминия с высокой теплопроводностью ( Я 200 Вт/ м-К).
П р и м е р 1. Цилиндрический образец диаметром 20 мм из стали 45 в нормализованном состоянии упрочняют на станке мод. 1К62 при помощи инструмента, рабоч1 1й диск которого выполнен из титанового сплава ВТ-5, польцы-теплоносители - из латуни ЛС-59. а корпус из дюралюминия Д16Т. Ширина рабочей поверхности диска 5 мм. Диаметр восьми пальцев теплоносителей 10мм. Наружный диаметр упрочняющего диска 250 мм. Линейная скорость вращения упрочняемой детали 0,05 м/с. Давление инструмента на обрабатываемый образец, создаваемое механизмом поперечной подачи, станка, составляет 800 Н. В зону обработки подают масло индустриальное Иг12А, При зтом глубина упрочненного слоя (белой
0 зоны) составляет 180 мкм. Микротвердость упррчненного слоя у поверхности.9 ГПа с постепенным понижением по глубине до исходного состояния - 2,5 ГПа. При повышении скорости вращения упрочняемой
5 детали до 0.084 м/с глубина упрочненного слоя составляет 130 мкм. Таким образом инструмент позволяет повысить производительность процесса.
Приуменьшении диаметра пальцевтеп0 лоносйтелей до 5 мм глубина упрочненного слоя уменьшается до 140 мкм. Увеличение диаметра пальцев, до 12 мм приводит к незначительному увеличению глубины упрочненного слоя (с 180 до 185). При уменьшении количества пальцев диаметром 10мм с восьми до четырех Глубина упрочненного слоя уменьшается до 140 мм. При увеличении количества пальцев теплоносителей до шестнадцати глубина упрочненного слоя составляет 190 мкм. Микротвердость без изменений.
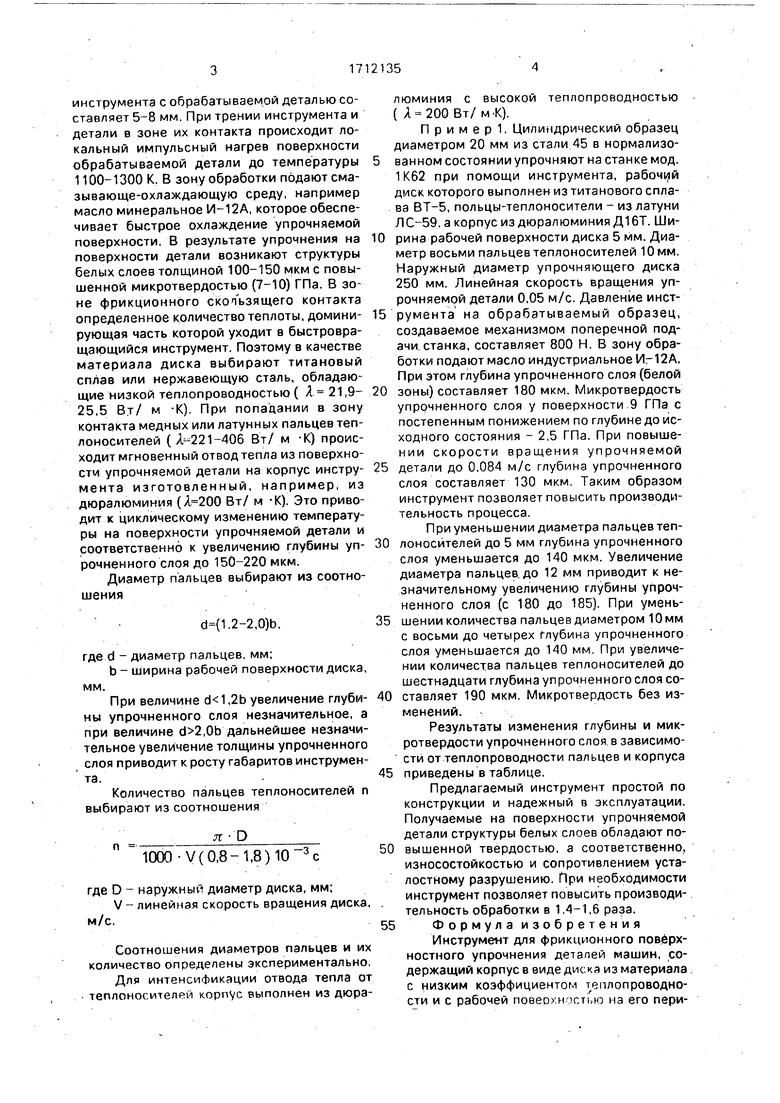
Результаты изменения глубины и микротвердости упрочненного слоя в зависимости от теплопроводности пальцев и корпуса
5 приведены в таблице.
Предлагаемый инструмент простой по конструкции и надежный в эксплуатации. Получаемые на поверхности упрочняемой детали структуры белых слоев обладают повышенной твердостью, а соответственно, износостойкостью и сопротивлением усталостному разрушению. При необходимости инструмент позволяет повысить производительность обработки в 1.4-1,6 раза.
5Формулаизобретения
Инструмент для фрикционного поверхностного упрочнения деталей машин, содержащий корпус в виде диска из материала с низким коэффициентом теллопроводности и с рабочей повеохноглью на его периферии. отличающийся тем, что, с целью повышения качества обрабатываемой детали за счет увеличения толщины упрочненного слоя, инструмент снабжен пальцами, выполненными из материала с коэффициентом теплопроводности выше, чем у материала диска, и расположенными в радиальных отверстиях, выполненных на рабочей поверхности диска, при этом диаметр пальцев выбирают из соотношения
d(1.2-2.0)b,
где d - диаметр пальцев, мм:
b - ширина рабочей поверхности диска, мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕРЫВИСТЫЙ ИНСТРУМЕНТ ДЛЯ ФРИКЦИОННОГО ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ | 2003 |
|
RU2241590C1 |
| СПОСОБ ФРИКЦИОННОГО ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2277040C1 |
| СПОСОБ ПРЕРЫВИСТОГО ФРИКЦИОННОГО ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ | 2003 |
|
RU2241589C1 |
| ИНСТРУМЕНТ ДЛЯ ФРИКЦИОННОГО ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2283749C2 |
| КОМБИНИРОВАННЫЙ СПОСОБ ШЛИФОВАНИЯ С ФРИКЦИОННЫМ ПОВЕРХНОСТНЫМ УПРОЧНЕНИЕМ | 2003 |
|
RU2241587C1 |
| УПРОЧНЯЮЩЕ-ПОЛИРОВАЛЬНЫЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2005 |
|
RU2283745C1 |
| УСТРОЙСТВО ДЛЯ ФРИКЦИОННОГО ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ВИНТОВ | 2005 |
|
RU2290294C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ УПРОЧНЕНИЯ И ПОЛИРОВАНИЯ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284256C1 |
| СПОСОБ ФРИКЦИОННОГО ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ВИНТОВ | 2005 |
|
RU2288832C1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕЙ КОМБИНИРОВАННОЙ ОБРАБОТКИ | 2005 |
|
RU2282528C1 |
Изобретение относится к машиностроению и может быть использовано для поверхностного упрочнения рабочих поверхностей стальных и чугунных деталей. Цель изобретения - повышение качества упрочненного слоя за счет увеличения его толщи- ны. Инструмент для фрикционногоповерхностного упрочнения деталей машин содержит корпус в виде диска из материала с низким коэффициентом теплопроводности и с рабочей поверхностью на его периферии. При этом инструмент снабжен пальцами, выполненными из материала с коэффициентом теплопроводности выше, чем у материала диска, и расположенными в радиальных отверстиях, выполненных на рабочей поверхности диска, при этом диаметр пальцев выбирают из соотношения d=
| Выходное цифропечатающее устройство для многоканальных амплитудных и временных анализаторов | 1958 |
|
SU118355A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
