Изобретение относится к технологии машиностроения и может быть использовано для поверхностного упрочнения рабочих поверхностей, подверженных интенсивному износу, стальных и чугунных деталей, преимущественно нежестких винтов и эксцентричных валов.
Известно устройство для фрикционного поверхностного упрочнения деталей машин, содержащее корпус в виде диска из материала с низким коэффициентом теплопроводности и с рабочей поверхностью на его периферии, при этом устройство снабжено пальцами, выполненными из материала с коэффициентом теплопроводности выше, чем у материала диска, и расположенными в радиальных отверстиях, выполненных на рабочей поверхности диска, причем диаметр пальцев берут в 1,2...2 раза больше ширины рабочей поверхности диска [1].
Недостатками известного устройства являются удары и вибрации, возникающие в результате быстрого износа пальцев - теплоносителей, изготавливаемых из мягкого быстроизнашивающегося (из меди или латуни) материала, которые резко снижают качество и производительность. При этом быстрый износ пальцев усугубляет значительные силы прижима инструмента к обрабатываемой заготовке (до 1000 Н). Кроме того, сложность конструкции инструмента (наличие дюралюминиевого корпуса в виде ступицы, фланца, болтов и медных или латунных пальцев) при его низкой стойкости требует значительных первоначальных и последующих затрат при эксплуатации, что повышает себестоимость обработки.
Появляющиеся вибрации и удары устройства резко снижают качество обработанной поверхности, ее отклонение от правильной геометрической формы при увеличивающемся дисбалансе инструмента. Кроме того, ограниченность устройства заключается еще и в том, что не позволяет использовать его при фрикционном поверхностном упрочнении винтовых и эксцентриковых поверхностей.
Задачей изобретения является расширение технологических возможностей обработки фрикционным поверхностным упрочнением деталей типа винтов и валов с эксцентриковыми поверхностями, простота и минимальная трудоемкость настройки, возможность устанавливать оптимальные режимы обработки, а также повышение качества обрабатываемой поверхности, производительности и точности обработки.
Поставленная задача решается предлагаемым устройством для фрикционного поверхностного упрочнения винтов, содержащим установленный на валу индивидуального привода диска трения, выполненный из материала с низким коэффициентом теплопроводности и с рабочей поверхностью на его периферии, причем оно снабжено гидроцилиндром и люнетом с опорным цилиндрическим роликом, выполненным с высотой не менее величины двух шагов упрочняемой винтовой поверхности диска трения, закреплен на валу индивидуального привода между двумя фланцами с помощью упругого элемента и соединен с корпусом гидроцилиндра для обеспечения независимой поперечной подачи и прижатия к упрочняемой винтовой поверхности с постоянным усилием Рф, развиваемым гидроцилиндром, поршень которого выполнен из условия воздействия на люнет с усилием Рл, обеспечивающим уравновешивание усилия Рф, при этом Рф=Рл, а диск трения и люнет установлены диаметрально противоположно относительно поперечной плоскости заготовки.
Сущность устройства поясняется чертежами.
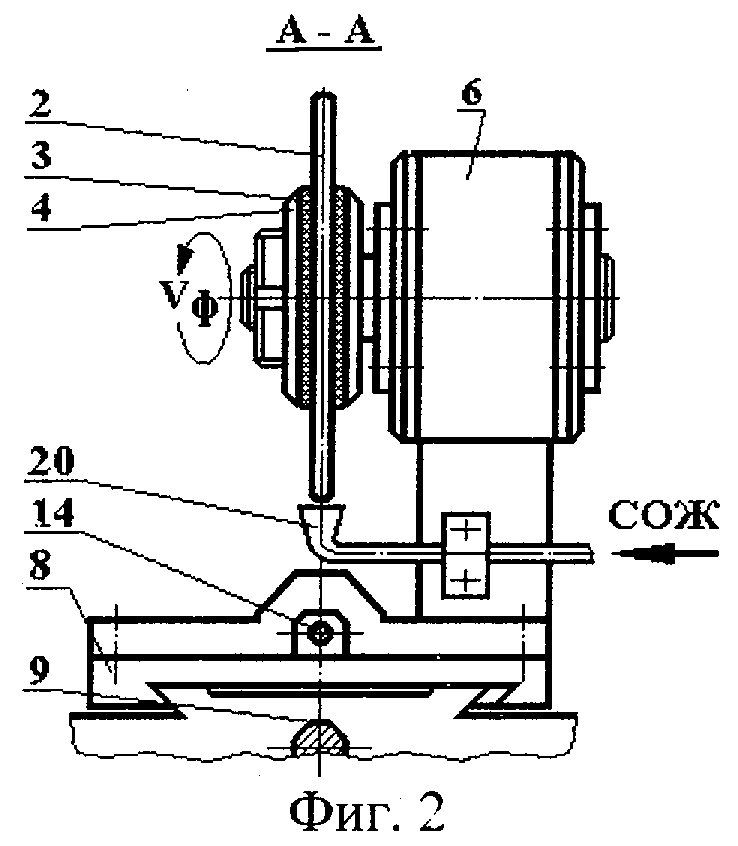
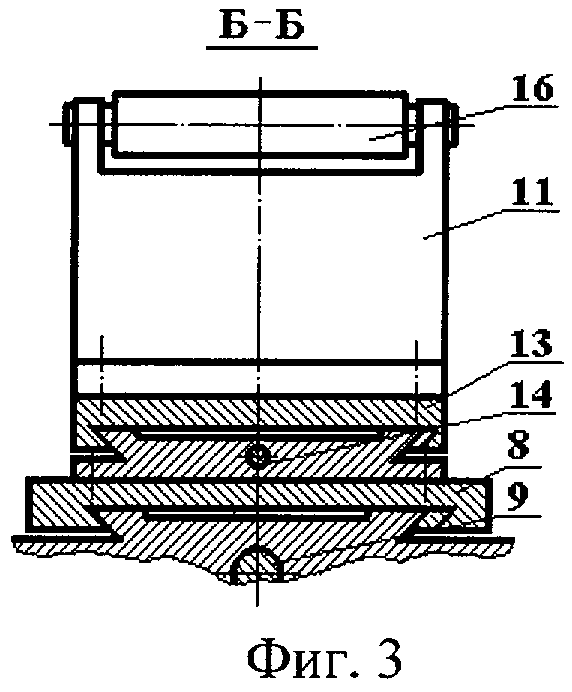
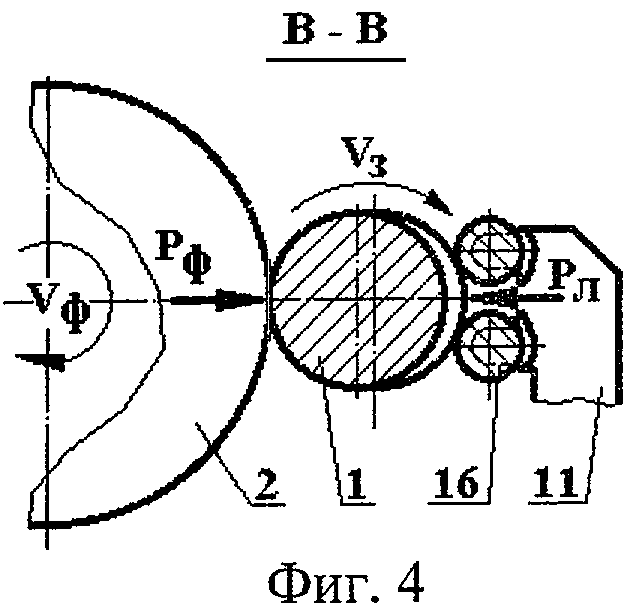
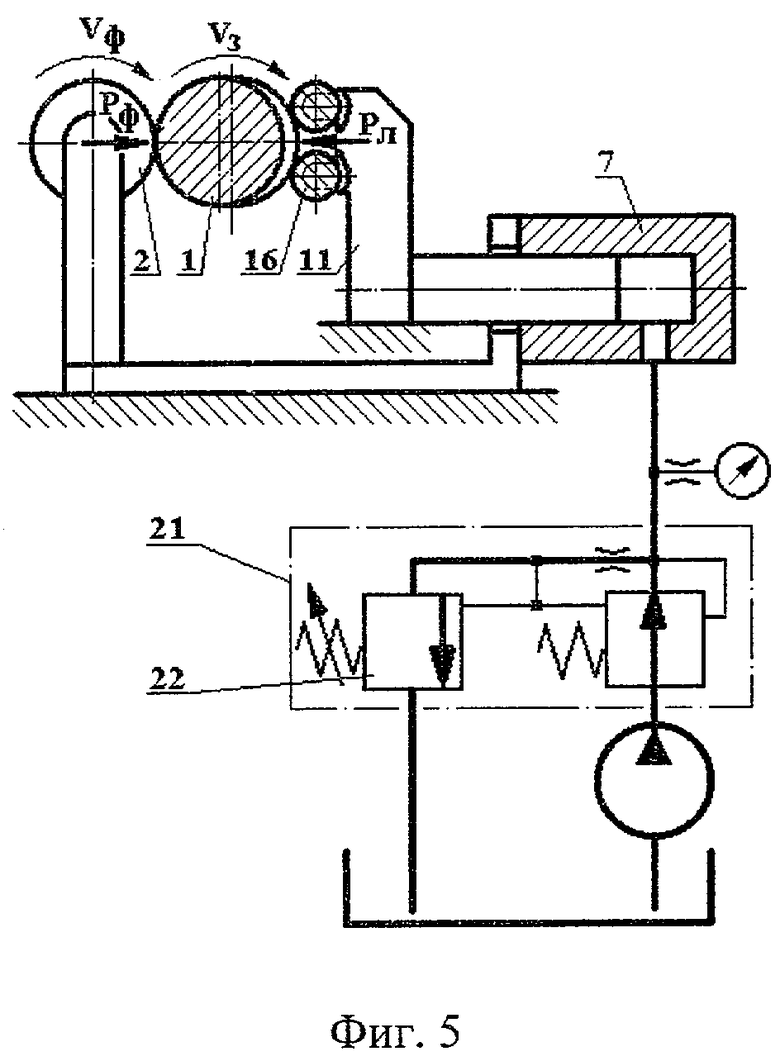
На фиг.1 приведена схема фрикционного поверхностного упрочнения винта предлагаемым устройством с установкой заготовки в патроне токарного станка; на фиг.2 - сечение А-А на фиг.1, общий вид инструмента с приводом для фрикционного поверхностного упрочнения; на фиг.3 - сечение Б-Б на фиг.1, общий вид люнета, на фиг.4 - поперечное сечение В-В на фиг.1, вариант конструкции люнета; на фиг.5 - гидросхема включения устройства.
Предлагаемое устройство предназначено для фрикционного поверхностного упрочнения винтов 1 и включает сообщение заготовке вращательного движения Vз, а инструменту, содержащему диск трения 2 из материала с низким коэффициентом теплопроводности и рабочей поверхностью на его периферии и упругий элемент 3, сообщают вращательное движение Vф, движение продольной подачи Sпр и прижатие с постоянным усилием Рф к обрабатываемой заготовке.
Диск трения 2 установлен и закреплен на упругом элементе 3 между двумя фланцами 4 на валу 5 индивидуального привода 6. Диск трения 2 имеет возможность независимого поперечного перемещения, диктуемого профилем упрочняемой заготовки 1, и прижимается к заготовке с необходимой постоянной силой Рф, развиваемой гидроцилиндром 7. Корпус гидроцилиндра 7 соединен с подвижной в поперечном направлении плитой 8 посредством ходового винта 9, служащего также для предварительной настройки инструмента с помощью маховичка 10, закрепленного на винте 9.
Сила Рф, развиваемая гидроцилиндром 7, уравновешивается силой Рл, приложенной к люнету 11, т.е. Рф=Рл, при этом диск трения 2 и люнет 11 установлены в поперечной плоскости в диаметрально противоположных точках заготовки 1, кроме того, поршень гидроцилиндра 7 соединен с люнетом посредством тяги 12, закрепленной на подвижной плите 13, на которой установлен люнет 11. Предварительную настройку люнета 11 на касание с заготовкой 1 производят с помощью ходового винта 14, соединенного с подвижной плитой 13 маховичком 15.
Люнет 11 имеет опорный цилиндрический ролик 16 высотой не менее двух шагов t упрочняемой винтовой поверхности заготовки, однако, с целью устойчивого положения вращающейся заготовки, на которую воздействуют большие встречные силы, конструкция люнета может состоять из двух опорных роликов 16 (см. фиг.4),
Работа предлагаемого устройства для фрикционного поверхностного упрочнения производится в следующей последовательности.
К установленной, например, в патроне 17, оснащенном кулачками 18, и поджатой задним центром 19 токарного станка заготовке винта сзади подводят люнет 1 с помощью маховичка 15, который смонтирован на винте 14 верхнего поперечного суппорта 13. Далее маховичком 10, который установлен на винте 9, связанный с подвижной плитой 8, к заготовке подводится диск трения 2, смонтированный на валу привода 6, который установлен на подвижной плите 8.
В гидроцилиндр 7 подается масло под давлением, благодаря чему инструмент 2 и люнет 11 воздействует на заготовку, создавая определенное усилие Рф=Рл. Настройкой пружины гидроклапана давления (см. гидросхему фиг.5 и описание ее ниже) устанавливается усилие Рф, необходимое для фрикционного поверхностного упрочнения, и включается продольная подача Sпр.
Упругий элемент 3, посредством которого диск трения 2 закреплен на валу 5, служит для гашения вибраций, возникающих от погрешности формы диска и заготовки при их обкатывании и контакте, а также для возможности регулирования усилия прижатия диска трения к обрабатываемой поверхности. Изменение жесткости упругого элемента 3 зависит от степени сжатия фланцев 4, между которыми расположены упругий элемент и диск трения. Для охлаждения диска трения при его работе служит сопло 20, через которое на диск трения под давлением поступает смазочно-охлаждающая жидкость (СОЖ).
В включении гидросистемы (фиг.5) в работу и при удалении диска трения от люнета масло в цилиндр поступает через редукционный клапан 21, а при сближении диска трения с люнетом - вытесняется в бак через клапан 22.
Предлагаемое устройство применимо не только для упрочнения винтов, но и для обработки кулачков и валов с эксцентрическими поверхностями.
Пример. Обрабатывался винт левый Н41.1016.01.001 винтового насоса ЭВН5-25-1500, который имеет следующие размеры: общая длина - 1282 мм, длина винтовой части - 1208 мм, диаметр поперечного сечения винта-D=27-0,05 мм, эксцентриситет e1=1,65 мм, е=3,3 мм, шаг t=28±0,01 мм, шероховатость Ra=0,4 мкм; винтовая поверхность однозаходная, левого направления; материал - сталь 40ХГТ ГОСТ 4543-74, твердость НВ 207-228, масса - 5,8 кг.
Обработка проводилась на модернизированном токарно-винторезном станке мод. 16К20, с инструментальной головкой для фрикционного поверхностного упрочнения и люнетом, установленных, соответственно, спереди и сзади заготовки, на поперечном суппорте станка. Гидропривод инструментальной головки подключен к насосной установке Г48-4, а для поддержания постоянного давления использовался клапан усилия зажима ПГ57-72 (ТУ 2-053-1569-81Е) [2]. Окружная скорость заготовки - vз=15,1 м/мин, n3=160 об/мин, продольная подача Sпр=2 мм/об. Диск трения для фрикционного поверхностного упрочнения выполнен из титанового сплава ВТ-5 с шириной рабочей поверхности 10 мм, наружным диаметром 200 мм и рабочей поверхности в продольном сечении Rф=5 мм. Частота вращения диска - nф=3000 мин-1, vф=31,42 м/с.
Давление фрикционного диска на заготовку, создаваемое механизмом поперечной подачи станка, составляло Рф=Рл=0,05...0,1 кН. В зону обработки подавали СОЖ - 5% эмульсия.
Глубина и микротвердость упрочненного слоя (белой зоны) составляла соответственно 0,17...0,19 мм и 8...9 ГПа с постепенным понижением микротвердости по глубине до исходного состояния - 2,3...2,7 ГПа.
Для обеспечения необходимого качества и размерной точности обработки потребовалось основного времени гораздо меньше, чем при традиционном упрочнении, например, в закалочной печи, при этом термообработка в печи чревата такими дефектами, как искривление оси нежестких заготовок, каким является обрабатываемый винт.
Контроль проводился скобой индикаторной с индикатором ИЧ 10 Б кл.1 ГОСТ 577-68. Накопленная погрешность между любыми не соседними шагами была не более 0,1 мм, просвет при контроле лекальной линейкой образующих по диаметру выступов - не более 0,07 мм, что допустимо по ТУ.
Благодаря применению предлагаемого устройства для фрикционного поверхностного упрочнения винтовых поверхностей винтов расширились технологические возможности, улучшилось качество, повысилась износостойкость и долговечность обрабатываемых заготовок за счет поверхностного упрочнения, повысилась производительность обработки за счет выбора оптимальных режимов обработки, снизилась трудоемкость настройки.
Источники информации
1. Авторское свидетельство 118355, В 24 В 39/00. Инструмент для фрикционного поверхностного упрочнения. Кырылив В.И., Каличак Т.Н., опубл. 15.02.1992. Бюл. №6.
2. Свешников В.К., Усов А.А. Станочные гидроприводы. Справочник. - 2-е изд., перераб. и доп. - М.: Машиностроение, 1988. - 512 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФРИКЦИОННОГО ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ВИНТОВ | 2005 |
|
RU2288832C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ С ФРИКЦИОННЫМ ПОВЕРХНОСТНЫМ УПРОЧНЕНИЕМ ВИНТОВ ПО КОПИРУ | 2005 |
|
RU2288828C1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ ВИНТОВ ПО КОПИРУ | 2005 |
|
RU2288829C1 |
| СПОСОБ ФРИКЦИОННОГО ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2277040C1 |
| ИНСТРУМЕНТ ДЛЯ ФРИКЦИОННОГО ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2283749C2 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕЙ КОМБИНИРОВАННОЙ ОБРАБОТКИ | 2005 |
|
RU2282528C1 |
| ОСЦИЛЛИРУЮЩИЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ | 2005 |
|
RU2282529C1 |
| УПРОЧНЯЮЩЕ-ПОЛИРОВАЛЬНЫЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2005 |
|
RU2283745C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ УПРОЧНЕНИЯ И ПОЛИРОВАНИЯ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284256C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКОИМПУЛЬСНОГО ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2006 |
|
RU2325265C1 |
Изобретение относится к технологии машиностроения и может быть использовано для поверхностного упрочнения рабочих поверхностей, подверженных интенсивному износу, стальных и чугунных деталей. Устройство содержит установленный на валу индивидуального привода диск трения, гидроцилиндр и люнет. Диск трения выполнен из материала с низким коэффициентом теплопроводности и с рабочей поверхностью на его периферии. Люнет содержит опорный цилиндрический ролик, выполненный с высотой не менее величины двух шагов упрочняемой винтовой поверхности. Диск трения закреплен на валу индивидуального привода между двумя фланцами с помощью упругого элемента. Упомянутый диск трения соединен с корпусом гидроцилиндра для обеспечения независимой поперечной подачи и прижатия к упрочняемой винтовой поверхности с постоянным усилием РФ, развиваемым гидроцилиндром. Поршень гидроцилиндра выполнен из условия воздействия на люнет с усилием Рл, обеспечивающим уравновешивание усилия РФ, при этом Рл=РФ. Диск трения и люнет установлены диаметрально противоположно относительно поперечной плоскости заготовки. В результате расширяются технологические возможности, повышается качество обрабатываемой поверхности и точность обработки. 5 ил.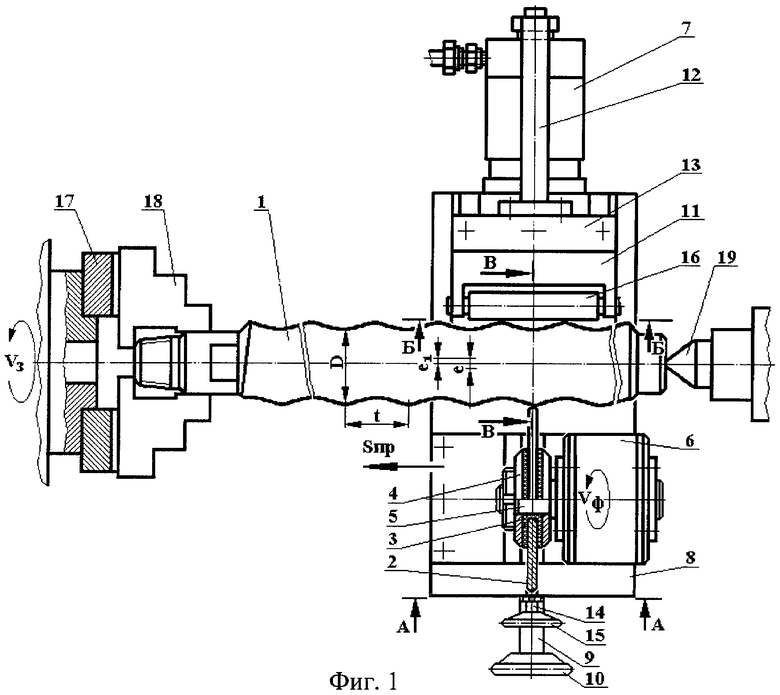
Устройство для фрикционного поверхностного упрочнения винтов, содержащее установленный на валу индивидуального привода диск трения, выполненный из материала с низким коэффициентом теплопроводности и с рабочей поверхностью на его периферии, отличающееся тем, что оно снабжено гидроцилиндром и люнетом с опорным цилиндрическим роликом, выполненным высотой не менее величины двух шагов упрочняемой винтовой поверхности, диск трения закреплен на валу индивидуального привода между двумя фланцами с помощью упругого элемента и соединен с корпусом гидроцилиндра для обеспечения независимой поперечной подачи и прижатия к упрочняемой винтовой поверхности с постоянным усилием РФ, развиваемым гидроцилиндром, поршень которого выполнен из условия воздействия на люнет с усилием Рл, обеспечивающим уравновешивание усилия РФ, при этом Рл=РФ, а диск трения и люнет установлены диаметрально противоположно относительно поперечной плоскости заготовки.
| Инструмент для фрикционного поверхностного упрочнения | 1990 |
|
SU1712135A1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ДЕТАЛЕЙ | 1991 |
|
RU2008176C1 |
| Устройство для обкатывания винтовых поверхностей | 1982 |
|
SU1031719A1 |
| Устройство для обработки поверхности винтов пластическим деформированием | 1977 |
|
SU662218A1 |
| JP 61103721 A1, 22.05.1986. | |||

