.Изобретение относится к металлургии, а именно.к непрерьгоной разливке металлов. .Известно устройство для непрерывного литья, содержащее промежуточный 5 ковш и прокатные валки fl . Недостатком известного устройства является низкое ка1чество поверхности и внутреннего строения- заготовок из-за обжатия металла в двухфазном О состоянии. Известно также устройство для непрерывной разливки, содержащее металлоприемник, кристаллизатор и. валки. установленные под кристаллизатрромС2115
Недостатком известного устройства является наличие стыка между металлоприемником и кристаллизато.ром, что, как правило, приводит к надрывам оболочки затвердевающего слитка на стыке огнеупора и охлаждающей поверхности и тем самым к нарушению стабильности процесса разливки.
Наиболее близким по технической сущности и достиГаемому результату к предлагаемому является устройство для непрерывного литья металлов, содержащее металлоприемник, кристаллизатор, охлаждаемую поверхность в виде ленты, расположенную между ними, зону вторичного охлаждения и механизмы вытягивания и резки Сз.
Недостатком известного устройства является возможность появления надрывов на формирующейся оболочке слитков.
Цель изобретения - устранение надрьшов оболочки слитков.
Поставленная цель достигается тем что в устройстве для непрерывной раз-40
ливки металлов, содержащем металлоприемник, кристаллизатор, охлаждаемую поверхность, расположенную между ними, зону вторичного охлаждения и механизмы вытягивания и резки, охлаждаемая по- 45 верхность выполнена в виде приводных валков, состыкованных со всеми стенками кристаллизатора и металлоприемника, при этом поперечное сечение металлоприемника в плоскости стыков- 50 ки с валками соответствует поперечнбму сечению кристаллизатора.
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - узел стыковки приводных валков с металлоприемни ком и кристаллизатором.
Устройство для непрерывной разливки металлов состоит из металлоковки с валками аналогично сечению кристаллизатора.
Устройство работает следующим образом.
Из разливочного ковша жидкий металл заливают в металлоприемник 1, через который он поступает в кристаллизатор 4, где установлена затравка. В процессе разливки, с началом вытягивания затравки из кристаллизатора, валки 3 приводятся во вращение с заданной скоростью перемещения точки их поверхности в пределах (1-5) скорости вытягивания слитка 8, кристаллизующаяся на их поверхности корочка перемещается в кристаллизатор 4, где происходит дальнейшее нарастание оболочки слитка 8, далее - затвердение слитка в зоне 6 вторичного охлаждения и порезка на заготовки механизмом 7 резки.
Пример осуществления процесса литья.
На экспериментальной машине полуталлизатор сечением 200x250 п4, над которым с зазором 38 мм установлен металлоприемник, футерованный в нижней части графитоглиноземистыми плитами. Зазор между плитами и кристаллизатором со всех четырех сторон перекрыт приводными валками диамет ром 100 мм, при этом дуга валка в зазоре равна 0,. В коллекторе вокруг стыка валков и металлоприемника находится рапсовое масло.
При разливке жаропрочной стали (ОХ23Н18) металл подают из разливочного ковша аналогично. Слиток вытягивают со скоростью -0,6 м/мин, а валки вращают со скоростью 10 об/мин (3 м/мин). Процесс разливки протекает нормально, разрьшов на поверхности приемника 1, выполненного в виде короба, футерованного огнеупорными плитами, охлаждаемых приводных валков 3, кристаллизатора 4, коллектора 5 для подачи защитно-смазывающего материала в зазор между одной из плит 2 и одним из валков. 3, зоны вторичного охлаждения механизмов вытягивания 6 слитка и резки 7 слитка 8 на заготовки 9. Валки 3 состыкованы со всеми стенками кристаллизатора 4 и плитами металлоприемника 2 по дугам, радиус которых на 1-2 мм больше радиуса валков и поперечное сечение полости металлоприемника в месте стынепрерывного литья смонтирован крисслитка нет, трещины в подкорковой слое также отсутствуют.
Если взять за базовый объект разливку стали 12Х18Н9Т в кристаллизатор сечением 180x500 мм с объемом производства 50 тыс. т/г, где брак заготовок составляет 1,5%, а расход металла при строжке поверхности 60 кг/т, то экономический эффект по
снижению расхода металла определяют исходя из сокращения брака на 0,5% и объема строжки на 20 кг/т. Приняв стоимость 1 т литых заготовок равной 960 р., а стоимость шихты 300 р./т, определяют сокращение затрат при. экономии металла
50000/0,02(960-300)4-0,05(960-300)
2,1 млн.р.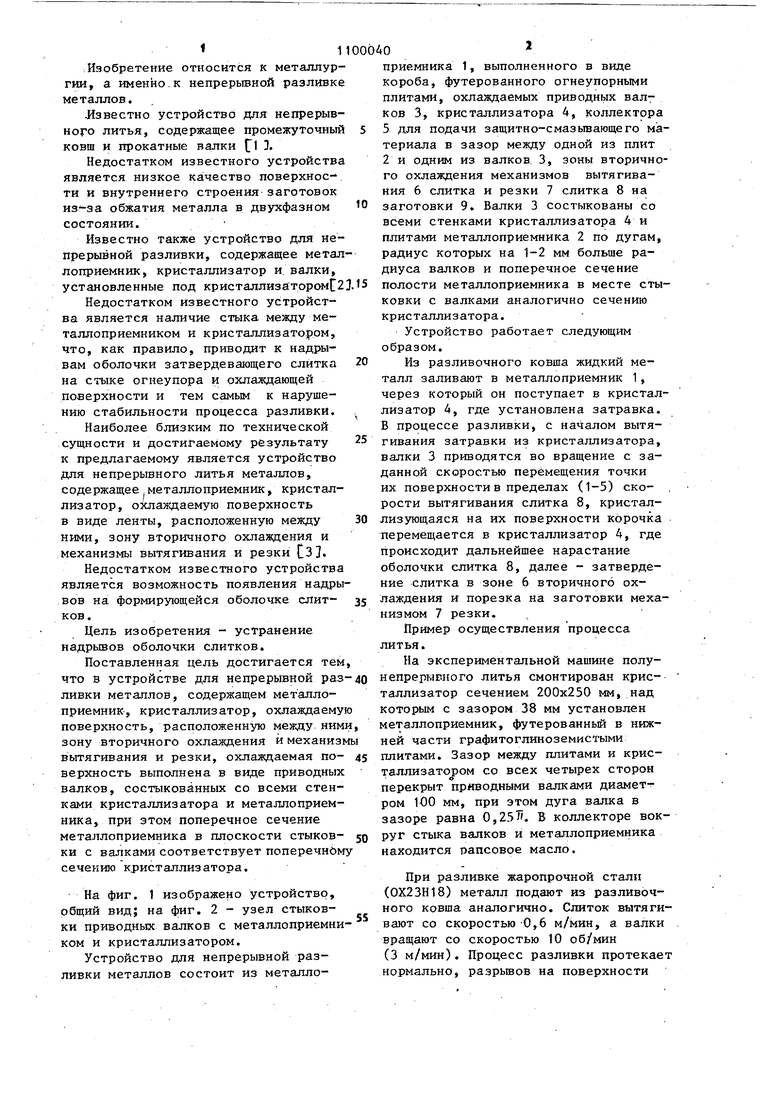
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного литья слитков и устройство для его осуществления | 1989 |
|
SU1740123A1 |
| Устройство для непрерывного горизонтального или наклонного литья заготовок | 1987 |
|
SU1695822A3 |
| Способ непрерывного литья слитков прямоугольного сечения и устройство для его осуществления | 1983 |
|
SU1315114A1 |
| СОСТАВНОЙ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1992 |
|
RU2015820C1 |
| ВЕРТИКАЛЬНАЯ МАШИНА ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ТРУБНЫХ ЗАГОТОВОК | 2010 |
|
RU2434710C1 |
| СПОСОБ РАЗЛИВКИ РЕЛЬСОВОЙ СТАЛИ НА УСТАНОВКЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 2008 |
|
RU2384385C2 |
| Машина непрерывного литья слитков горизонтального типа | 1982 |
|
SU1311845A1 |
| МАШИНА НЕПРЕРЫВНОГО ЛИТЬЯ СЛЯБОВЫХ ЗАГОТОВОК С ДВУХСТОРОННИМ ВЫТЯГИВАНИЕМ | 2002 |
|
RU2252107C2 |
| СПОСОБ НЕПРЕРЫВНОГО МНОГОРУЧЬЕВОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ ПЛОСКИХ СЛИТКОВ, УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА, МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР И ТЯНУЩЕЕ УСТРОЙСТВО ДЛЯ ЭТОЙ УСТАНОВКИ | 1999 |
|
RU2161546C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ГОРИЗОНТАЛЬНОЙ РАЗЛИВКИ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2532679C1 |
УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ, содержащее металлоприемник, кристаллизатор, охлаждаемую поверхность, расположенную между ними, зону вторичного охлаждения и механизмы вытягивания и резки, о т личающееся тем, что, с целью устранения надрывов оболочки слитков, охлаждаемая поверхность выполнена в ваде приводных валков, состыкованных со всеми стенками кристаллизатора и металлоприемника, при этом поперечное сечение металлоприемника в плоскости стыковки с валками соответствует поперечному сечению кристаллизатора. (Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Германн Э | |||
| Непрерывное литье | |||
| М | |||
| Судно | 1925 |
|
SU1961A1 |
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Аппарат для радиометрической съемки | 1922 |
|
SU124A1 |
