Известен агрегат для обработки кордных шнуров или нитей, включающий: шпулярник для бобин с кордными шнурами, снабженный натяжными приспособлениями для нитей; две последовательно установленные ванны для пропитки нитей химическими растворами, снабженные отжимными приспособлениями с пневматическим приводом; термоизолированные камеры сушки, горячей вытяжки и фиксации, снабженные калориферами, циркуляционными вентиляторами и регулируемым воздухораспределительным устройством; вытяжные и натяжные устройства и устройство для намотки обработанных шнуров или нитей. Этот агрегат предназначен преимущественно для обработки хлопчатобумажных кордных нитей. В связи с тем, что в нем процесс ца ряде участков не автоматизирован и не обеспечивает непрерывности, производительность агрегата и качество обработки нитей снижаются.
В описываемом агрегате, предназначенном для обработки кордных нитей всех видов, в том числе и синтетических, для улучшения качества кордных шнуров или нитей и производительности агрегата пропитку в ваннах производят латексным раствором разной концентрации. Между ваннами установлена камера насыщения для равномерного распределения пропитки в материале. Для регулирования натяжения и вытял ки кордных нитей в зависимости от технологических условий обработки между аппаратами агрегата установлены многовалковые натяжные устройства,
приводимые в действие от индивидуальных электродвигателей через зубчатые передачи и снабженные прижимными роликами, которые для создания необходимого усилия приводятся в действие от пневмоцилиндров.
Камера насыщения выполнена в виде каркаса, на котором смонтированы ребристые направляющие ролики и двухремещковый компенсатор с подвижной от нневмоцилиндра кареткой и конечные выключатели.
В камерах горячей вытяжки и фиксации для повышения падел ности регулирования подачи воздуха применено воздухораспределительное устройство со щторным затвором, благодаря которому длина зоны воздействия
горячего воздуха на кордные щнуры поддерживается в прямой пропорциональной зависимости от скорости движения нх в термоаппарате. На выходе из камеры фиксации установлен
двухремещковый компенсатор с подвижной кареткой, соединенной цепной передачей со сменными грззами.
шнуров или нитей на фланцевые катушки в нем автоматизирована. Обработка кордных нитей на разных участках при необходимой скорости и натяжении обеспечивается применением регулируемого многодвигательного электропривода постоянного тока.
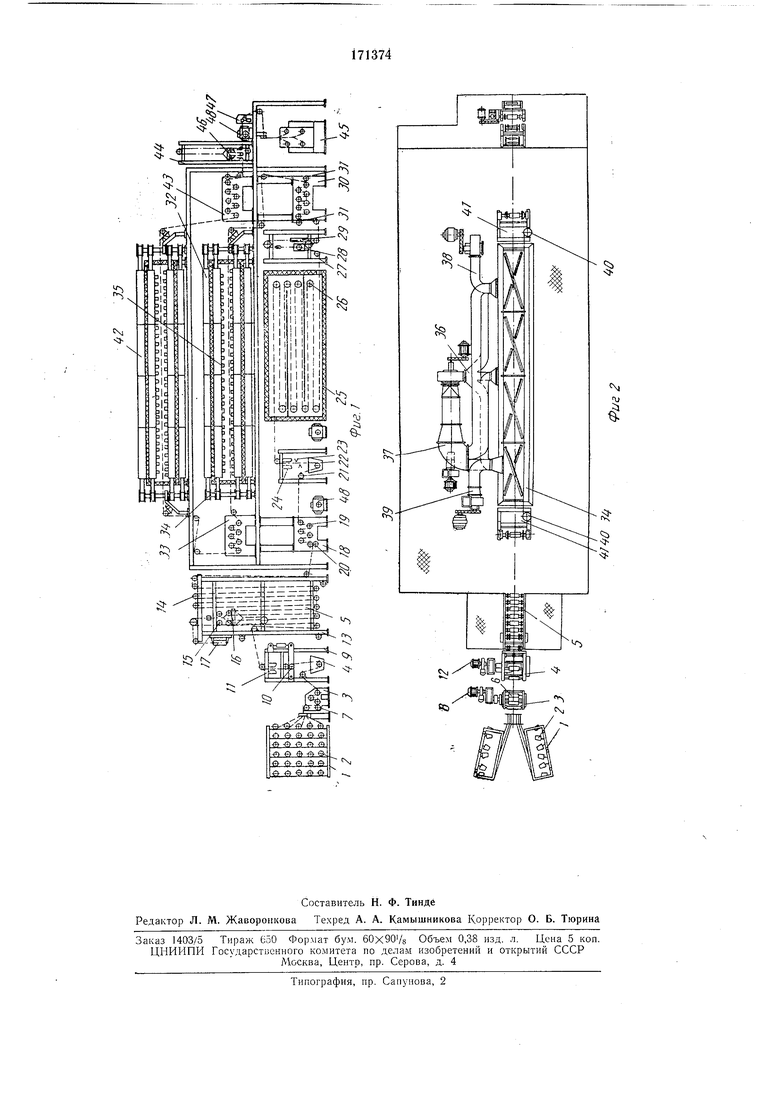
На фиг. 1 изображен схематически агрегат для обработки кордных шнуров или нитей, обший вид; на фиг. 2 - то же, вид сверху.
Агрегат включает шпулярник /, в котором установлены конические бобины 2 с намотанными на них кордными шнурами или нитями. Натяжение нитей обеспечивается натяжными приспособлениями, а непрерывность процесса - наличием резер1вной ставки, при которой наружные концы запасных бобин соединяются с выведенными наружу внутренними концами рабочих бобин. Из шпулярника нити проводятся через трехвалковое натяжное устройство 3, которое создает необходимое тормозное усилие для создания натяжения в установленной за этим устройством ванне 4 предварительной пропитки и камере 5 насыш,ения. Натяжное устройство состоит из трех роликов 6, находящихся в зацеплении друг с другом при помош,и зубчатых передач, прижимного ролика 7 с пневмоцилиндрами и индивидуального электродвигателя 8. В ванне пропитка нитей производится латексным раствором малой концентрации. На каркасе 9 ванны смонтированы приводные отжимные валки 10 и приспособление // для обдува нитей потоком воздуха. Усилие отжима создается двумя ппевмоцилиндрами, врашение отжимные валки получают, от электродвигателя 12.
Установленная за ванной камера насыш,ения предназначена для создания равномерного распределения пропитки в материале нитей, она представляет собой каркас 13, на котором смонтированы ребристые направляюш;ие ролики 14 и двухремешковый компенсатор 15, подвижная каретка 16 которого связана цепной передачей с двумя пневмоцилиндрами 17. Ход каретки ограничивается конечными выключателями (не показаны). Компенсатор позволяет с помощью пневмоцилиндров задавать необходимое натяжение на участке между отжимными валками ванны и установленным за камерой насыщения шестивалковым натяжным устройством 18; в последнем смонтированы щесть стальных роликов 19, полых внутри, с паровым подогревом, приводимых во вращение от индивидуального электродвигателя (не показан) через зубчатую передачу, как и в трехвалковом натяжном устройстве. Для создания предварительного натяжения питей на входе в Прижимное устройство установлен прижимной обрезиненный валик 20 с приводом от пневмоцилиндров.
Из шестивалкового натяжного устройства кордные нити, огибая направляющие валики 21, поступают в ванну 22 вторичной пропитки нитей латексным раствором повышенной концентрации. В этой ванне удаление излишков пропиточного раствора осуществляется двумя отжимными уголками 23 и приспособлением 24 для обдува нитей воздухом. Далее движущиеся нити поступают в камеру 25 сушки. Влажность волокон нитей на входе в камеру около 60-70%, на выходе из камеры снил ается до 1-2о/о при температуре сушки 140-200°С. Горячий воздух циркулирует в камере по замкнутому контуру: вентилятор - калорифер (не показаны) - камера - вентилятор, при этом испаряемая влага удаляется вентилятором отсоса (не показан). Для направления движения нитей в камере сушки служат направляющие барабаны 26.
За камерой сушки установлено натяжное устройство 27, служащее для задания натяжения в ванне вторичной пропитки и камере сушки. Оно представляет собой подвижный ролик 28, связанный цепной передачей с двумя пневмоцилиндрами 29 и находящийся в равновесии, когда усилие натяжения уравновешено усилием, создаваемым пневмоцилиндрами. За натяжным устройством 27 установлено восьмивалковое натяжное устройство 30,
снабженное прижимными роликами 31 на входе и выходе. Далее нити проходят через камеру 32 горячей вытяжки, которая предназначена для ВЫТЯЖ1КИ нитей при одновременном разогреве их воздухом, нагретым до определенной температуры, и натяжения, которое создается за счет разницы скоростей восьмивалкового натяжного устройства 30 и семивалкового натяжного устройства 33. Для поддержания с необходимой точностью времени
воздействия горячего воздуха на двигающиеся внутри камеры нити при изменяющейся скорости их движения в агрегате применено воздухораспределительное устройство со шторным затвором, которое позволяет автоматически изменять длину зоны, в которую подается горячий воздух, при помощи гибких металлических перфорированных шторок 34, перекрываюших сопла 35 в линиях 36 подачи и 37 отсоса горячего воздуха и в линиях 38
подачи и 39 отсоса холодного воздуха. Шторки передвигаются барабанами 40, поворот их осуществляется индивидуальными электродвигателями 41. Угол поворота барабанов отрабатывается сельсинным командоаппаратом
(не показан). Датчиком скорости движения в термоаппарате кордных нитей служат тахогенератор главного привода. Семивалковое натяжное устройство 33 предназначено для создания натяжения в камере 32 горячей вытяжки и тормозного усилия при создании натяжения в камере 42 фиксации. Последняя по своей конструкции аналогична камере 32 горячей вытяжки, но имеет другие параметры обработки нитей.
За камерой фиксации установлены восьмивалковое натяжное устройство 43 и компенсатор 44, предназначенный для приема движущихся нитей во время перезарядки катушек на машине 45 для намотки кордных шнуров
46, соединенной со сменными грузами. В момент автоматической перезарядки катушек все нити одновременно зажимаются в нрижимном устройстве 47, состоящем из двух траверс - неподвижной и подвижной, причем последняя после перезарядки включает электродвигатель машины, остановленный при помощи устройства, вмонтированного в машину для намотки нитей и следящего за диаметром намотки катущек.
В агрегате заправляют одновременно тридцать бобин. Проводка нитей в агрегате в момент заправки производится при помощи трех цепиых транспортеров, каждый из которых имеет свой привод 48. Цени транспортеров несут на себе заправочную штангу, к которой крепятся кордные шнуры или нити.
В дальнейшем вся работа проходит непрерывно, что обеспечивается наличием резервной ставки в шпулярниЕ е и быстротой (несколько секунд) перезаправки катущек в автоматической машине для намотки нитей на фланцевые катушки.
Если на агрегате обрабатываются кордные нити, требующие термообработки, то они проходят последовательно через все машины агрегата, а если термообработка не требуется, то нити проходят в агрегате, минуя камеру 32 горячей вытяжки, семивалковое натяжное устройство 33, камеру 42 фиксации и восьмивалковое иатяжиое устройство 43.
Обработка кордных шнуров или нитей на необходимых скорости и натяжении обеспечивается регулируемым многодвигательным электроприводом, в качестве которого может быть использован какой-либо известный привод.
Предмет изобретения
1. Агрегат для обработки кордных шнуров или нитей, включающий: щпулярник для бобин с кордными щнурами, снабженный натяжиыми приспособлениями для нитей; две последовательно установленные ванны для пропитки нитей химическими растворами, снабженные отжимными приспособлениями с пневматическим приводом; термоизолированные камеры сушки, горячей вытяжки и фиксации, снабженные калориферами, циркуляционными вентиляторами и регулируемым воздухораспределительным устройством; вытяжные и натяжные устройства и устройство для намотки обработанных шнуров или нитей, отличающийся тем, что, с целью повышения производительности и улучшения качества кордных щнуров или питей, пропитку производят латекспым раствором разной концентрации, причем между ваннами устаповлена камера насыщения для равномерного распределения пропитки в материале, а для создания в переходах необходимых натяжения и вытяжки между шпулярником и первой ванной установлено натяжное устройство, снабженное тремя приводными валками и прнжимным роликом; перед второй ванной установлено щестивалковое натяжное устройство с прижимным роликом; для задания и регулирования натяжения в камере сущки и в ванне вторичной пропитки установлены натяжное устройство с подвижным ролнком и восьмивалковое натяжное устройство с прижимными роликами на входе и выходе, а для задания и поддержания натяжения или определенной
вытяжки в камере горячей вытяжки установлены семивалковое натяжное устройство, расположенное между камерой горячей вытяжки и камерой фиксации, и восьмивалконое натяжное устройство с прижимным роликом н.ч
выходе.
2.Агрегат по п. 1, отличающийся тем, что в натяжных устройствах валки приводятся во вращение от индивидуальных электродвигателей через зубчатые передачи, а прижимные
ролики для создания необходимого усилия приводятся в действие от пневмоцилиндров.
3.Агрегат по п. 1, отличающийся тем, что его камера насыщения выполнена в виде каркаса, на котором смонтированы ребристые направляющие ролики и двухремещковый компенсатор с подвижной от пнёвмоцилиндра кареткой и конечные выключатели.
4.Агрегат по п. 1, отличающийся тем, что на выходе из камеры фиксации установлен
двухремещковый компенсатор с подвижной кареткой, соединенной цепной передачей со сменными грузами.
5.Агрегат по п. I, отличающийся тем, что, с целью повыщения надежности регулирования подачи воздуха в камерах горячей вытяжки и фиксации, в нем применено воздухораспределительное устройство по авт. св. № 166206.
6.Агрегат по п. 1, отличающийся тем, что, с целью создания непрерывности процесса, в
нем шпулярник для бобин применеп с резервной ставкой, а в качестве устройства для намотки обработанных нитей - мащина по авт. св. N° 168158.


| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для термофиксации кордных шнуров из синтетических волокон | 1974 |
|
SU537148A1 |
| СПОСОБ ПРОИЗВОДСТВА КОМПОЗИТНОЙ АРМАТУРЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2015 |
|
RU2648900C2 |
| КОМПОЗИТНАЯ АРМАТУРА И ПОТОЧНАЯ ЛИНИЯ ДЛЯ ЕЕ ПРОИЗВОДСТВА | 2012 |
|
RU2522641C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ ЭЛЕМЕНТОВ | 2010 |
|
RU2458214C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ | 2011 |
|
RU2468161C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ | 2010 |
|
RU2417889C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЯ ПЕРЕМЕННОГО СЕЧЕНИЯ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2006 |
|
RU2318102C1 |
| УСТРОЙСТВО ПОДКРУТКИ НИТЕЙ РОВИНГА НЕСУЩЕГО СТЕРЖНЯ КОМПОЗИТНОЙ АРМАТУРЫ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ С УСТРОЙСТВОМ ПОДКРУТКИ | 2013 |
|
RU2531711C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ | 2005 |
|
RU2287646C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ | 2015 |
|
RU2620804C1 |