Изобретение относится к электротехнике и может быть использовано в электроламповом производстве для оперативного контроля в процессе навивки спирали для тел накала.
Целью изобретения является повышение достоверности и оперативности контроля.
Поставленная цель достигается тем, что в течение каждого оборота диска периодически осуществляют остановкуоптической системы.
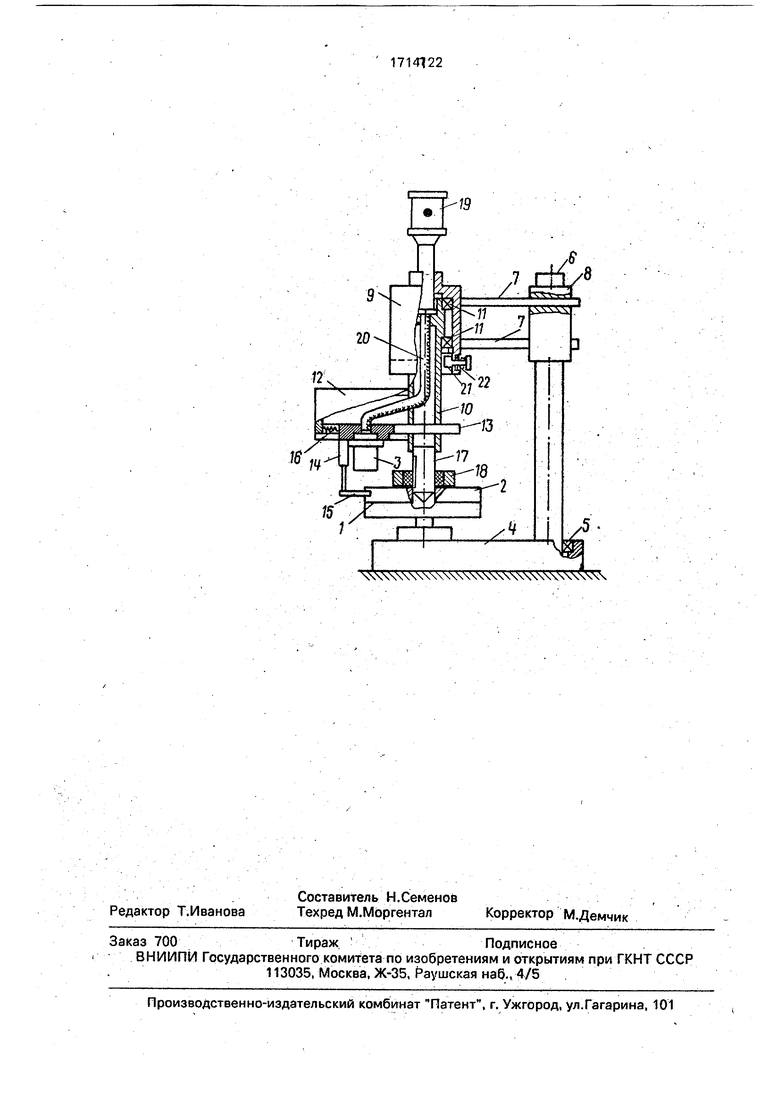
На чертеже представлен пример структурной схемы устройства, реализующего способ.
Устройство контроля качества навивки спирали 1. расположенной на боковой поверхности тянущего диска 2 и наблюдаемой через объектив 3. содержит основание 4 с подшипниками 5, на которых установлена стойка 6, соединенная через горизонтальные 7 и вертикальные 8 направляющие с корпусом 9. Часть длины вала 10 размещена с возможностью вращения в подшипниках 11 в корпусе 9. на остальной части которого закреплены ортогонально консоль 12, а соосно - узел стыковки с тянущим диском, имеющим кинематическую связь с приводом, например, станка спирализации (на чертеже не показан).
На консоли 12 установлена с возможностью возвратно-поступательного перемещения каретка 13 с телескопическим штоком 14, на конце которого имеется упор 15. Пружина 16 закреплена одним концом на каретке 13, а другим - на консоли 12.
Стыковочный узел выполнен в виде дополнительного вала 17, на шлицах которого размещен магнитный диск 18с фрикционной поверхностью, контактирующей с тянущим диском 2, В зоне контакта тянущий диск 2 выполнен из магнитомягкого материала.
Оптическая система слежения состоит из объектива 3, размещенного на каретке 13, и окуляра 19, установленного на корпусе 9 соосно с выходным торцом волоконно-оптического жгута 20, оптически связывающего объектив 3 и окуляр 19.
Тормозной элемент выполнен в виде башмака 21, размещенного на корпусе 9 вблизи вала 10, и подпружинен к корпусу 9 пружиной 22.
Спираль 1, огибая без проскальзывания боковую поверхность тянущего диска 2, который вращается от привода станка спирализации, попадаетС навивочной головки на приемную катушку (на чертеже .не показаны).
Объектив 3 строит изображение этого участка на входном торце волоконно-оптического жгута 20, которое по нему передается, на выходной торец. На выходном торце волоконно-оптического 20 устойчивое изображение спирали наблюдают через окуляр 19. Полученное изображение позволяет судить о качестве навивки спирали.
При постоянной кинематической связи между устройством контроля и приводом диска 2, тянущего спираль 1, за один оборот объектива 3 контролируется незначительный участок спирали, огибающий диск 2, который меняется периодически, после завершения каждого полного оборота диска 2Нарушение кинематической связи за счет
роскальзывания между дисками 2 и 18 при становке вала 10 вызывает перемещение пирали мимо объектива 3 оптической сисемы слежения. Это позволяет до завершения полного оборота тянущего диска 2 осуществить переход на любой новый учаток спирали, который попадает в поле зрения оптической системы слежения после восстановления кинематической связи межу оптической Системой слежения и привоом тянущего диска 2,
Для осуществления процесса перехода на новый участок спирали, преодолев противодействие пружины 22, воздействуют
башмаком 21 тормозного злемента на вал 10. Это воздействие является дополнительной нагрузкой и вал 10 удерживается от вращения за счет проскальзывания между дисками 2 и 18, которые работают в режиме
муфты предельного значения. Возврат башмака в исходное положение под действием пружины 22 освобождает вал 10 от дополнительной нагрузки и он вновь начинает вращаться за счет фрикционного зацепления
между полумуфтами 2 и 18. Устройство переходит в рабочий режим - режим контроля, после завершения которого процесс перехода на контроль нового участка спирали может повториться.
Таким образом, применение тормозного элемента, с помощью которого можно останавливать вал 10 с размещенными на нем элементами оптической системы слежения, увеличивает количество контролируемых участков спирали, т.е. повышает достоверность и оперативность контроля.
Ф о р м у л а и .3 о б р е т е н и я Способ контроля качества навивки спирали для тел накала электрических ламп по авт.св, hfe 1639334, отличающийся тем, что, с целью повышения достоверности и оперативности контроля, в течение каждого оборота диска периодически осуществляют остановку оптической системы.
П
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля качества навивки спирали для тел накала источников света | 1990 |
|
SU1774395A1 |
| Устройство для контроля качества навивки спиралей для тел накала источников света | 1990 |
|
SU1711266A1 |
| Устройство для контроля навивки спирали тела накала ламп | 1983 |
|
SU1145385A1 |
| Устройство для контроля качества навивки спирали для тел накала источников света | 1990 |
|
SU1830557A1 |
| Головка к машине спирализации для изготовления спиралей с тире | 1973 |
|
SU486840A1 |
| Устройство для контроля качества навивки спирали тела накала ламп | 1976 |
|
SU599298A1 |
| Способ контроля качества навивки спирали для тел накала электрических ламп и устройство для его осуществления | 1988 |
|
SU1669016A1 |
| АВТОМАТ НАВИВКИ И ФОРМОВКИ СПИРАЛЕЙ КВАРЦЕВЫХ ЙОДНЫХ МАЛОГАБАРИТНЫХ ЛАМП | 1973 |
|
SU376832A1 |
| Навивочная головка к машине спирализации для изготовления спиралей с тире | 1978 |
|
SU733815A1 |
| Устройство для навивки спирали | 1980 |
|
SU925492A1 |
Изобретение относится к электротехнике и может .быть использовано в электроламповом производстве для оперативного контроля электрических ламп. Цель изобре- , тения - повышение достоверности и опера-^ тивности контроля. Спираль 1 огибают вокруг тянущего диска 2. кинематически соединенного с вращающимися элементами оптической системы слежения - объектива 3. Наблюдают за участком спирали через окуляр 19. соединенный волоконно-оптическим жгутом 20 с объективом 3. Для перехода на другой участок спирали осуществляют остановку вращения оптической системы при помощи тормозного элемента, выполненного в виде башмака 21, размещенного на корпусе 9 вблизи вала 10 и подпружиненного к корпусу пружиной 22, Возврат башмака в исходное положение под действием пружины 22 освободит вал 10 и он снова начнет вращаться за счет фрикционного сцепления между дисками 2 и 18. Устройство будет работать в режиме контроля участка спирали, после чего^ можно перейти на контроль следующего участка. 1 ил.^
| Авторское свидетельство СССР № 1639334.кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Механическая топочная решетка с наклонными частью подвижными, частью неподвижными колосниковыми элементами | 1917 |
|
SU1988A1 |
