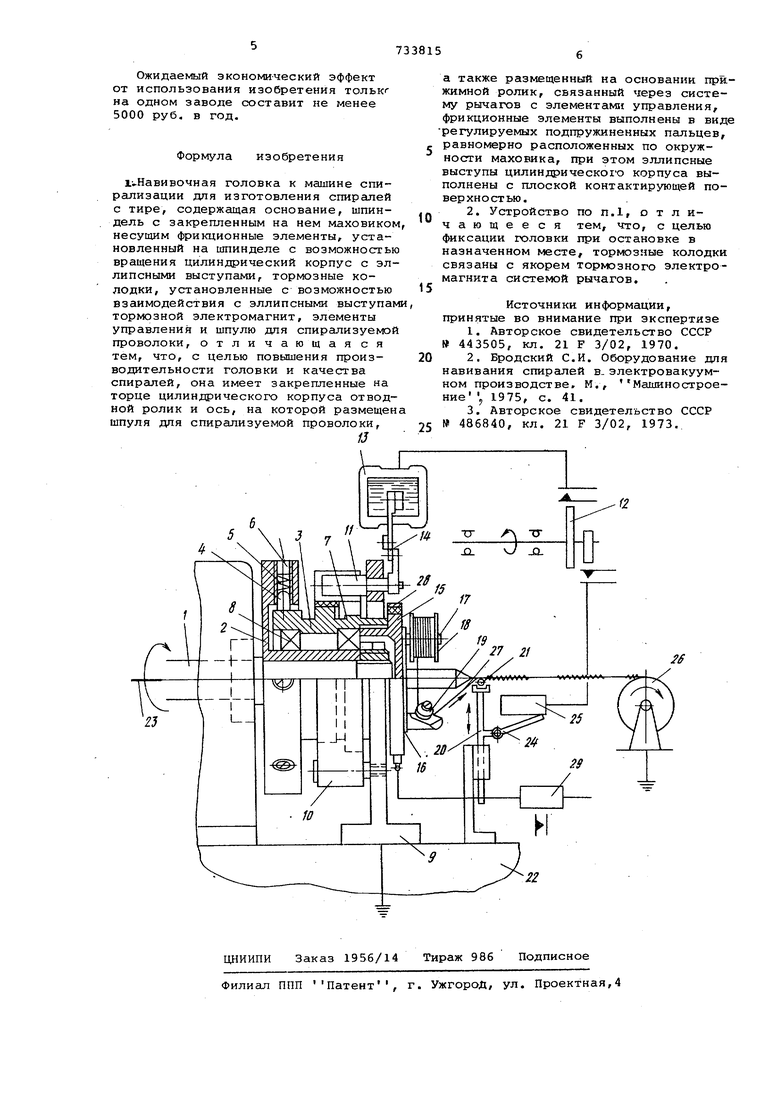
Изобретение относится к области электротехнической промышленности и может быть использовано при изготовлении спиралей с тире в электро ламповом производстве. Известны конструкции навивочных головок для изготовления спиралей с тире, включающие шпулю с намотанной вольфрамовой проволокой, котора соосно крепится на шпинделе машины спирализации. Получение тире в таки головках решается различными путями Так, устройство содержит реверсивный шпиндель с закрепленной на нем шпулей, перед образованием каждой спирали проволоку поворачивают на заданный угол в направлении, про тивоположном направлению навивки 1 В спирализуемой ФИРМЫ Брюкнер предусмотрено наличие посто ных роликов, а также ролика, прижимающего керн к тянущему диску и обе печивающего тем самым уменьшение просксшьзывания jji повышение точност шага спирали. Подвижная часть шпинделя может перемещаться от кулачка через рычаг. В момент образования тире рычаг попадает на спад кулачка и шпиндель получает резкое перемеще ние назад. При навивании спирали шпиндель подается вперед за счет кулачка, спрофилированного по архимедовой спирали 2. Известна навивочная головка к машине спирализации для изготовления спиралей с тире, содержащая шпиндель, шпулю со спирализуемой проволокой, соосно закрепленной и жестко связанной со шпинделем, электромагнит с тормозными колодками, входящими в зацепление с эксцентрическими выступами. Головка снабжена фасонной опорной шайбой, установленной концентрично относительно шпули, и охватывающим шайбу резиновым кольцом, а контактирующие поверхности шайбы и кольца выполнены сферическими 3 . Указанная навивочная головка имеет следующие недостатки: в момент торможения проволока часто рвется от возникающей окружной инерционной силы у шпули, закрепленной на шпинделе (при скорости вращения шпинделя 2000 об/мин), а отсутствие прижима приводит к образованию витого тире; конусные полукольцевые выступы, входящие в сцепление с тормозными колодками, не обеспечивают постоянства числа навиваемых витков, а вибрация, -возникающая от ударов в результате вхождения в сцепление тормозных колодок с полукольцевыми выступами, ведет к обрывам спиралей; при замене сработанной шпули на новую требуетс перерезать керн, а затем вновь его связывать после установки заправленной шпули,, чем повышается расход кер н.а и время, необходимое на заправку и связку; при механической укладке спиралей на линиях сборки электроламп происходит сцепление спиралей друг.с другом, что приводит к ручной их разборке и невозможности автоматизировать процесс. Целью изобретения является повышение производительности головки и качества спиралей. Цель достигается тем, что известная навивочная головка, содержащая основание, шпиндель с закрепленным на нем маховиком, несущим фрикционные элементы, установленный на шпинделе с возможностью вращения цилиндрический корпус с эллипсными выступами, тормозные колодки, установленные с возможностью взаимодействия с эллипсными выступами, тормозной электромагнит, элементы управления и шпулю для спирЕшизуемой проволоки дополнительно имеет закрепленные-на торце цилиндрического корпуса отвод ной ролик и ось, на которой размещена шпуля для спирализуемой проволо ки, а также размещенный на основании прижимной ролик, связанный через си тему рычагов с элементами управления а фрикционные элементы выполнены в -В1лг.° регулируемых подпружиненных пал цев, равномерно расположенных по окружности маховика, при этом эллипсные выступы цилиндрического корпуса выполнены с плоской контактирующей поверхностью. Тормозные колодки навивочной головки связаны с якорем то мозного электромагнита системой рычагов. На чертеже изображена навивочная головка для изготовления спиралей с тире, общий вид. Навивочная головка состоит из шпинделя 1,на котором жестко закреп лен маховик 2. Шпиндель 1 приводит вращение цилиндрический корпус 3 силой трения фрикционных пальцев 4, пордатых пружинами 5 и стопорами б. Цилиндрический корпус 3 с эллипсным выступами 7 закреплен на подшипниках °. I установленных на выступающей осевой втулке маховика 2. На стойке 9 шарнирно закреплены две тормозные колодки 10, сжимающие ся Кулачком 11 в мэмент подачи элек тросигнала от элементов управления 12 на электромагнит 13с системой рычагов 14. На фланце 15 закреплен кронштейн 16, на котором на оси 17 установлены шпуля 18 и отводной ролик 19. Подставка 20 с роликом 21, установленные на основании 22, поджимают проволоку к керну 23. Ролик 21 с подставкой 20 системой рычагов 24 связан с реле 25, подключенным к элементам управления 12. Керн принимается на катушку 26. Подогрев спирализуемой проволоки 27 осуществлен подачей напряжения через контактное кольцо 28, а для отключения машины при обрыве - реле 29. Головка работает следующим образом. Имея постоянное вращение со шпинделем 1, маховик 2 с силой тре-ния фрикционных пальцев 4, поджатых пружинами 5 и стопорами 6 приводит во вращение цилиндрический корпус 3 с эллипсными выступами 7, закрепленный иа подшипниках 8, Спирализуемая проволока 27 со шпули 18 проходя через отводной ролик 19, навивается на керн 23, который принимается на катушку 26, вращающуюся с постоянной скоростью. При навивке заданного количества витков спирали от элементов управления 12 подается электросигнал на электромагнит 13, якорь которого через систему рычагов 14 кулачком 11 сжимает закрепленные на стойке 9 тормозные колодки 10, действующие на эллипсные выступы 7 цилиндрического корпуса 3. За счет эллипсной контактирующей поверхности выступов 7 достигается зафиксированная остановка цилиндрического корпуса 3. Подставка 20 с роликом 21 поджимает проволоку к керну 23 с целью создания прямого тире. Подъем ролика 21 осуществляется подачей электросигнала от элементов управления 12 системой рычагов 24 и промежуточным реле 25. Для подогрева спирализуемой проволоки 27 подается напряжение через контактное кольцо 28, а для отключения машины при обрыве спирализуемой проволоки в электрическую цепь подает сигнал реле 29. При обрыве спирализуемой проволоки 27 или смене шпули 18 достаточно заправить проволоку на керн 23 или заменить смотанную шпулю на новую, сняв ее с оси 17. В связи с ликвидацией инерционной силы на шпуле во ,время резкого торможения при скорости вращения шпинделя свыше 2200 об/мин создалась возможность намотки спиралей из проволоки толщиной до 22 мкм, а применение на этих скоростях ролика для прижима спирализуемой проволоки к керну позволило.изготовлять спирали с прямым тире, что обеспечило возможность механизировать укладку спиралей на монтажных полуавтоматах линий сборки электроламп.
| название | год | авторы | номер документа |
|---|---|---|---|
| Головка к машине спирализации для изготовления спиралей с тире | 1973 |
|
SU486840A1 |
| СПИРАЛИЗАЦИОННАЯ ГОЛОВКА | 1973 |
|
SU361485A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СПИРАЛЕЙ | 1990 |
|
RU2030021C1 |
| Спирализационная головка для изготовления спиралей тел накала электрических ламп | 1989 |
|
SU1661874A1 |
| Устройство для изготовления спиральных тел накала с тире для электрических ламп | 1990 |
|
SU1725292A1 |
| ВСЕСОЮЗНАЯ I: Mtfoo-T?Xi;;r-:;;' ;*: ивлио'"--*--'-* Г | 1971 |
|
SU318092A1 |
| Станок для навивки спирали | 1985 |
|
SU1273205A1 |
| Автомат для изготовления плетеной металлической сетки | 1971 |
|
SU444593A1 |
| Спирализационная головка для изготовления нитей накала | 1972 |
|
SU477488A1 |
| АВТОМАТ НАВИВКИ И ФОРМОВКИ СПИРАЛЕЙ КВАРЦЕВЫХ ЙОДНЫХ МАЛОГАБАРИТНЫХ ЛАМП | 1973 |
|
SU376832A1 |
