Изобретение относится к захвату де- .деталей при роботизации производства и может быть использовано для поштучного отделения плоских мягких деталей из стопы.
Известен способ отделения листовых изделий из стопы вакуумным захватом, заключающийся в том, что рабочую поверхность вакуумного захвата располагают на некотором расстоянии от поверхности листовых изделий, параллельно ей.
Недостатком известного способа отделения является то, что он не обеспечивает достаточной надежности при поштучном отделении мягких плоских деталей. Кроме этого, детали часто теряют первоначальную ориентацию, что требует применения дополнительных ориентирующих устройств,
Наиболее близким к изобретению является известный способ и .устройство вакуумного захвата с продольным щелевым отверстием, по которому вакуумный захват по всей его рабочей поверхности подводят к плоской детали перпендикулярно стопе.
Однако указанный способ не обеспечивает достаточной надежности поштучного отделения деталей, а уст- ройство требует дополнительных вспомогательных механизмов.
Цель изобретения - обеспечение надежности процесса поштучного отделения мягких плоских деталей из стопы и сохранение их первоначальной ориентации, .
Поставленная цель достигается тем, что в способе отделения плоских мягких деталей из стопы, заключающемся в фиксации отделяемого края детали вдоль линии, параллельной ее кромке, воздействии потока воздуха на отделяемый край детали под углом к ее по(Л
с
ел
о г ел
верхности для отделения края от стоп и последовательном отделении детали по всей длине, воздействуют на отделяемый край детали прямолинейным, направленным к линии фиксации края детали, потоком воздуха, а перед отделением всей детали отделяемый край изгибают вдоль линии, параллельной линии его фиксации.
Кроме того, в устройстве для отделения плоских мягких деталей из стопы, содержащем соединенный с вакуумной системой барабан с размещенн вдоль его оси на образующей его по- верхности рабочим отверстием и направленную поверхность для создания потока воздуха, расположенной вдоль плоскости, проведенной через кромки рабочего отверстия, рабочее отверстие выполнено в виде продольной гпрорези и имеет размещенное внутри него средство для изгиба края детали , кромки прорезей размещены на
образующей поверхности барабана, одна из них предназначена для фиксации отделяемой, детали, а другая снабжена клиновым элементом, образующим направляющую поверхность, В устройстве средство для изгиба края выполнено в виде решетки,
Сопоставительный анализ заявляемого технического решения с прототипом и другими техническими решениями не позволил выявить признак подвода вакуумного захвата по отношению к плоскости детали под углом на расстоянии от края детали до линии контакта между вакуумным захватом и поверхностью детали прямо пропорцио-; нально ширине поперечного сечения щелевого отверстия, обеспечивающий достаточную надежность поштучного отделения мягких плоских деталей и сохранение их первоначальной ориентации при отделении. .
Такое взаимное расположение вакуумного захвата под углом к поверхности детали создает зону гарантированного одностороннего зазора между ними. При включении вакуума в зоне : гарантированного зазора создается на правленный поток воздуха. При обте- каши потоком воздуха поверхности ; детали образуется активная подъемная; сила, которая отрывает и: отделяет верхнюю деталь стопы независимо от
ее свойств.
56954
Гарантированный односторонний зазор заканчивается линией контакта между вакуумным захватом и плоскостью детали. Данный контакт исключает перемещение детали относительно вакуумного захвата при отделении де0
с
0
5
0
5
40
45
50
5
ориентацию детали.
На основании предлагаемого способа были проведены экспериментальные исследования, которые позволили установить предпочтительные параметры гарантированного зазора, обеспечивающего поштучное отделение детали с высокой надежностью. В частности, эксперименты показали, что наивысшая надежность поштучного захвата плоских мягких деталей достигается при значениях угла взаимного положения 2-20°. При выше 20° отделение детали не происходит, а меньше .: 2° наблюдается многослойное отделение ..
Эти же эксперименты показали целе сообразность установления линии) контакта между вакуумным захватом и плос крст ью детали от края детали на расстоянии, всегда большем ширины поперечного сечения щелевого отверстия, А конкретные значения и ограни-, чения зависят от технологического процесса, в котором применяется этот способ. Так, например, в таблице даны рекомендации по выбору угла взаимного положения для различных материалов.
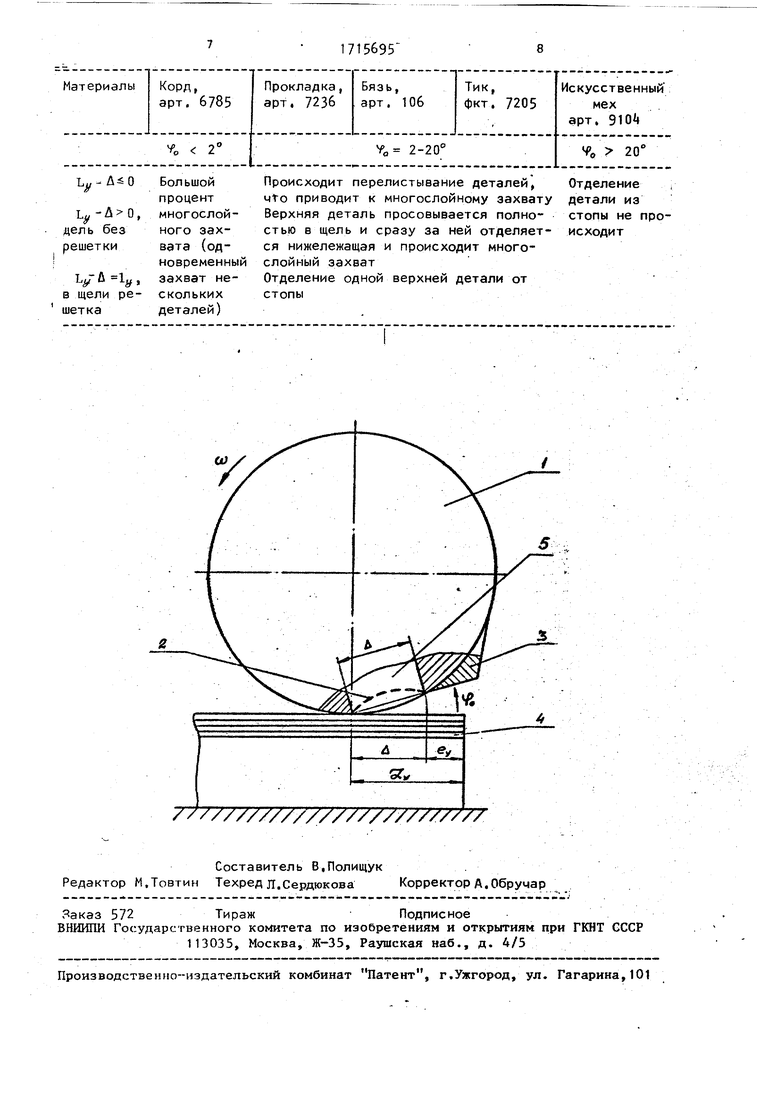
Данный способ был реализован в устройстве, схема которого приведена на чертеже.
Устройство состоит из барабана 1, решетки 2 и козырька 3« Решетка 2 предназначена для предотвращения про coca детали. Кроме того, вышеуказанные экспериментальные исследования показали, что отсуствие решетки частоi приводит к полному всасыванию мягкой детали в щелевое отверстие 5f что ведет к мгновенному отделению следующей детали из стопы k и т.д.
Таким образом, наличие решетки позволяет обеспечивать достаточно высокую надежность процесса поштучного отделения деталей, а козырек not могает функционально создать комплекс условий, необходимых для осуществления способа.
Согласно чертежу Сра - угол положения между рабочей поверхностью
щелевого отверстия и поверхностью детали 4, рад; 1 - расстояние от края детали до линии контакта между вакуумным барабаном и поверхностью детали, м.
При касании одним из ребер щелевого отверстия поверхности детали происходит то, что
V.
А + 1
где & - ширина поперечного сечения
щелевого отверстия, м; 1ц, - величина свободного .участка детали, м.
Кроме .того, экспериментально доказано, что наличие козырька повышает значение подъемной силы, что вызывает положительный эффект с точки зрения преодоления сил сопротивления поштучному захвату,
Таким образом, следует отметить, что наличие вакуумного захвата, вы- полненного в виде вращающегося барабана с щелевым отверстием, прикрытым решеткой и козырьком с одной строны, подведенного под заявленным углом маклона к поверхности детали, обеспечивает, согласно изобретению надежность поштучного отделения деталей из стопы и сохранение их начальной ориентации.
Весь процесс протекает следующим образом. Вакуумный барабан устанавливают в нужное положение над поверхностью стопы деталей и | включают3 источник вакуума, в качестве которого используется пылесос. Кромка верхней детали открывается, от деля- ется от стопы и закрепляется на щел вом отверстии вакуумного барабана
После этого барабан начинают вра щать от привода (например, шагового двигатели), Он наматывает остальную часть детали на себя и дальше передвигается по трассе намеченного тех нического процесса. Использование устройства для осуществления данног способа в промышленности позволит обеспечить высокую надежность про- цесса поштучного отделения деталей из стопы и оборудования в целом, за счет уменьшения влияния свойств материалов отделяемых деталей, отсутствия дополнительных механизмов, снижения энергоемкости vs метаяяо0
5
0
5
0
5
0
5
0
5
емкости.иобеспечения бесперебойной работы с сохранением товарного вида деталей.
Кроме того, данное устройство может быть использовано в качестве зах- ватного устройства манипулятора-загрузчика с числовым программным уп- : равлением.;
Формула изобретения
1,Способ отделения плоских мяг- j ких деталей от стопы, заключающийся I в фиксации отделяемого края,детали вдоль линии, параллельной ее кромке, воздействии потоком воздуха на отделяемый край детали под углом к ее по-1 верхности для отделения края от стопы и последовательное отделение детали по всей длине, от ли чающий с я тем, что, с целью повышения на- дежности отделения и производитель- ности, воздействуют на отделяемый ; край детали прямолинейным, направленным к линии фиксации края детали, потоком воздуха, а перед отделением v всей детали отделяемый край изгибают вдоль линии, параллельной линии его фиксации,
2,Устройство для отделения плоских мягких деталей от стопы, содер- , ж ащее соединенный с вакуумной систе4 мой барабан с размещенным вдоль его оси на образующей его поверхности рабочим отверстием и направляющую поверхность для создания потока воздуха, расположенной вдоль плоскости,1 проведенной через кромки рабочего от верстия, отличающееся Тем, что, с целью повышения надежности отделения, производительности
и снижения энергоемкости, рабочее верстие выполнено в виде продольной прорези и имеет размещенное внутри j него средство для изгиба края детали кромки прорезей размещены на обра- зующей поверхности барабана, одна из них предназначена для фиксации отделяемой детали, а другая - снабжена клиновым элементом, образующим направляющую поверхность,
3,Устройство по п.2, отличаю щ е е с я тем, что средство для изгиба края детали выполнено в виде решетки.
отт
Большой процент многослойного захвата (одновременныйзахват не- в щели ре- скольких шетка деталей)
Ц, - Д 0, дель без решетки
Происходит перелистывание деталей, Отделение что приводит к многослойному захвату детали из Верхняя деталь просовывается полностью в щель и сразу за ней отделяется нижележащая и происходит многослойный захват
Отделение одной верхней детали от стопы
стопы не исходит
Отделение детали из
стопы не происходит
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поштучного отделения мягких деталей | 1988 |
|
SU1611823A1 |
| Устройство для поштучной выдачи плоских деталей из стопы | 1990 |
|
SU1781152A1 |
| Способ отделения деталей от стопы адгезионной лентой и подачи их в рабочую зону | 1988 |
|
SU1735173A1 |
| Устройство для нанесения клея на кромки обувных деталей из мягких материалов | 1990 |
|
SU1784202A1 |
| Устройство для поштучного отделения плоских деталей из стопы | 1985 |
|
SU1355334A1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛЕНИЯ ТОНКИХ ЛИСТОВЫХ ИЗДЕЛИЙ, УЛОЖЕННЫХ В СТОПКИ, И ПОШТУЧНОЙ ИХ ВЫДАЧИ | 1996 |
|
RU2087405C1 |
| Устройство для отделения текстильных заготовок при их маркировке | 1991 |
|
SU1770496A1 |
| Устройство для сортировки денежных билетов | 1978 |
|
SU742992A1 |
| Устройство для поштучного отделения плоских деталей от стопы | 1982 |
|
SU1136926A1 |
| СПОСОБ ЗАХВАТА И ОТДЕЛЕНИЯ ВЕРХНЕГО ЛИСТА В СТОПЕ И ЕГО ДАЛЬНЕЙШЕГО ПЕРЕМЕЩЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2140387C1 |
Изобретение относится к автоматизации процессов захвата деталей и отделения их от пачки и позволяет повысить надежность отделения и произво- дительно сть. Это достигается тем, что в способе поток, воздействующий на де-, таль, является прямолинейным и Направленным на ее край, который перед отделением изгибают, фиксируют в про- дольном направлении и изгибают. В устройстве для осуществления этих приемов имеется средство для изгиба края детали, выполненное в виде клиновидного элемента с направляющей поверхностью. 2 с.п. и 1 з.п, ф-лы, 1 ил.
%
| Патент Великобритании № 1427919, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| ДЕТАЛЕЙ ОТ СТОПЫ И УСТРОЙСТВО ДЛЯ ЕГО | |||
| ОСУЩЕСТВЛЕНИЯ | |||
