Изобретение относится .к производству предварительно напряженногожелезобето-1 на и может быть использовано при натяжении термоупрочненной арматуры.
Цель изобретения - повышение конструктивной прочности.
Сущность изобретения заключается в следующем.
Электроконтактный нагрев термомеха- нически упрочненной арматуры выше температуры Мн + 50°С разупрочняет арматуру, что снижает ее конструктивную прочность. Нагрев арматуры до температур ниже Мн + 25°С не позволяет снять внутренние напряжения и осуществить необходимое натяжение арматуры, что ухудшает ее эксплуатационные свойства. При охлаждении тяговых стержней до фиксации арматуры тяговые стержни, уменьшая свою длину, помогают дополнительно растянуть арматуру, в которой поддерживают заданную температуру, что позволяет,увеличить напряжение в арматуре и улучшить ее эксплуатационные свойства.
Изготавливая арматуру и тяговые стержни различных диаметров тем самым создают различные электросопротивления при контактном нагреве, что позволяет получить в тяговых стержнях более высокую температуру, чем в арматуре, и тем самым, большее удлинение в системе арматура-тяговый стержень. Это приводит к удлинению системы арматура-тяговый стержень на большую величину при той же температуре нагрева, что позволяет более точно контролировать процесс натяжения.
Если соотношение диаметров арматуры и тяговых стержней 1,25, не достигается необходимая величина напряженного состояния. Величина этого соотношения больше 1,45... приводит к большим технологическим трудностям.
Пример. Арматуру из стали марки 20ГС (0,19% углерода, 1,40% марганца. 1,08% кремния, Мн - 375°С) класса Ат-У диаметром 18 мм (сечение 250 мм) со свойствами Оо,2 880 Н/мм2, оь 1050 Н/мм2, О5 12,5% отрезали длиной 6000 мм, соединяли при помощи двустороннего заOs О 00 00
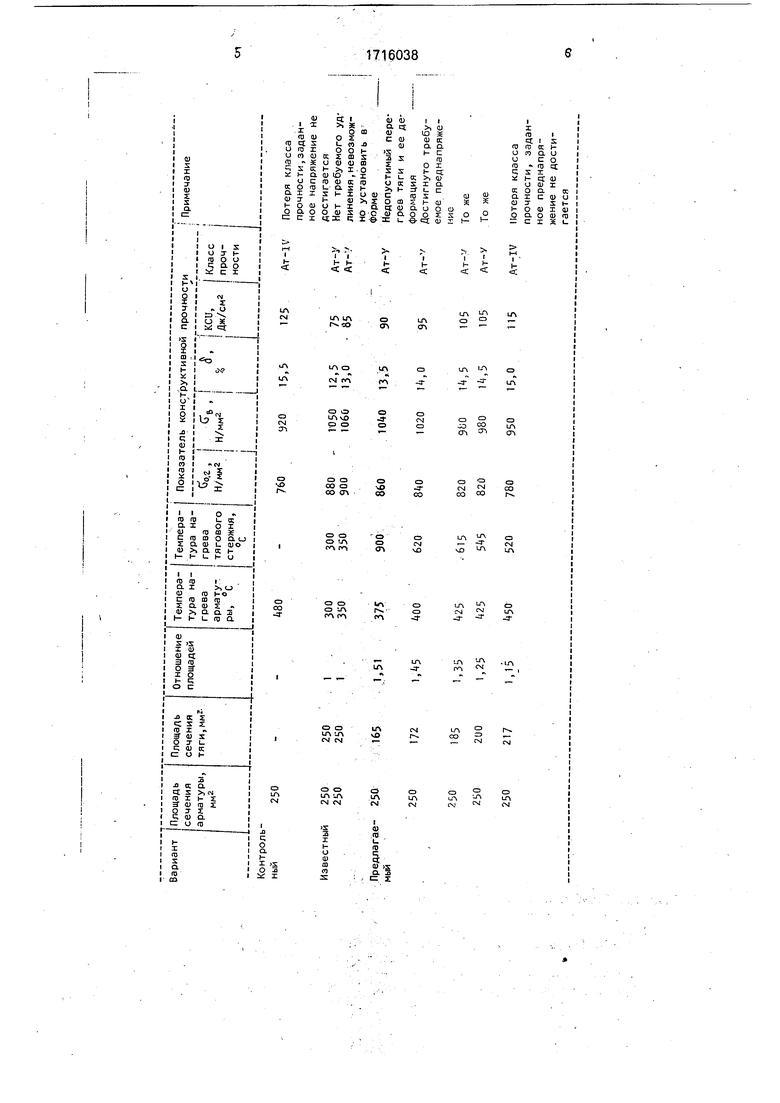
хвата с тяговым стержнем (который служил анкером) и подвергали контактному электронагреву с последующим натяжением до контролируемого напряжения 8000 кг/см . Нагрев арматуры без тягового стержня осу- ществляли до 480°С, что соответствует арматуре, соединенной с тяговым стержнем - в интервале температур 300-450°С. Длину тягового стержня (гладкий калиброванный подкат из стали марки 50) подбирали опыт- ным путем. После охлаждения арматуры на форме контролировали величину ее пред- напряжения. Параллельно проводили контроль изменения механических свойств арматуры, подвергнутой электронагреву.
Результаты представлены в таблице.
После укладки в форму нагретой арматуры и тягового стержня проводили анке- ровку концов системы и первоначально охлаждали вентилятором тяговый стержень
с последующей анкеровкой второго конца арматуры в нагретом еще состоянии. Формула изобретения Способ натяжения арматуры, включающий электротермическое нагревание арматуры и тяговых стержней, охлаждение тягового стержня, фиксацию арматуры в нагретом состоянии и последующее ее охлаждение, отличающийс я тем, что, с целью повышения конструктивной прочности, тяговый стержень выполняют из материала арматуры с площадью сечения меньшей площади сечения арматуры в 1,25-1,45 раз, электронагрев арматуры производят до температуры Мн + (25-50)°С, после чего осуществляют охлаждение тяговых стержней и последующую фиксацию арматуры, причем электротермический нагрев арматуры и тяговых стержней осуществляют после соединения последних между собой.
Контрольный250
250
Ш
217
1,15
50
520
760920 15,5125-Ат-lV Потеря класса
прочности,заданное напряжение не достигается Нет требуемого удлинения ,невозможно установить в- Форме
Недопустимый перегрев тяги и ее деформация
Достигнуто требуемое преднапряже- ние То же
. То же
780950 15,0115Ат-IV Потеря класса
прочности, заданное предиапряжение не достигается
О
О
со
с
0
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электротермического натяжения высокопрочной стержневой арматуры | 1988 |
|
SU1686096A1 |
| Устройство для термического натяжения арматуры | 1980 |
|
SU953153A1 |
| СПОСОБ ПРОИЗВОДСТВА БУРОВЫХ ШТАНГ | 1997 |
|
RU2134305C1 |
| Способ электротермического натяжения высокопрочной арматуры | 1958 |
|
SU120909A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНОЙ ТЕРМОУПРОЧНЕННОЙ АРМАТУРНОЙ СТАЛИ | 2004 |
|
RU2287021C2 |
| СПОСОБ ПРОИЗВОДСТВА КРУГЛОГО СОРТОВОГО ПРОКАТА В БУНТАХ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2008 |
|
RU2368436C9 |
| СПОСОБ СОЗДАНИЯ ПРЕДВАРИТЕЛЬНОГО НАПРЯЖЕНИЯ В ЖЕЛЕЗОБЕТОННОЙ КОНСТРУКЦИИ | 1990 |
|
RU2020233C1 |
| Способ охлаждения прокатных изделий | 1990 |
|
SU1744125A1 |
| Устройство для натяжения арматуры | 1958 |
|
SU120435A1 |
| Способ изготовления преднапряженных железобетонных изделий и форма для осуществления способа | 2001 |
|
RU2219050C2 |
Изобретение используется в производстве предварительно напряженного железобетона. Сущность изобретения - в способе натяжения арматуры тяговый стержень выполняют из материала арматуры с площадью сечения меньшей площади сечения арматуры в 1,25-1,45 раз, злектронагрев арматуры производят до температуры Мн +
| Способ натяжения арматуры | 1978 |
|
SU672313A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
