Предлагаемый способ заключаетсй в применении 3-х последовательных операций штамповки заготовок для труб. Первая операция заключает в себе загиб боковых участков листов в форму V окруя ности с рставлением между ними плоской чэсти, которая при второй операции свертывается в цилиндр ческук) форму путем вдавления дилиндричесйбй оправки, после удаления которой нажатием полуодлиндрической выемки другого штампа происходит окончат,ельная отделка трубы. С целью осуществления этих операГций, предлагается прийенять 1 илиндрическую оправку и два штампа с соответствующими выемками, при чем верхняя из них снабжается спереди и сзади досками с вырезами, которые выжимают цилиндрическую оправку во время свертывания трубьь
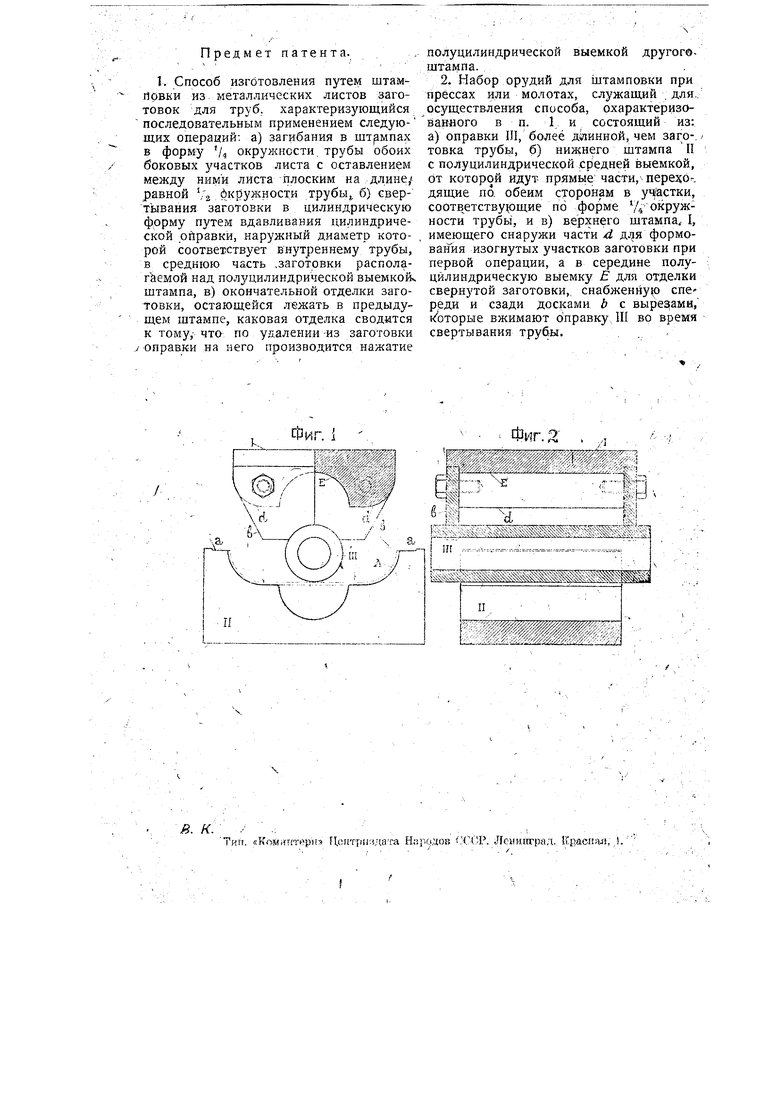
На чертеже фиг. 1 изображает вид предлагаемого набора спереди с частичным вырезом; фиг. 2-вид его в бокЬвом разрезе.
Набор орудий для осуществления предлагаемого способа состоит из верхнего штампа 1, снабженного в средней части полуцилиндрической выемкой , боковыми частями d для формования боковых участков листов и двумя досками-;& с вырезами, предназначенные для выжимания цилиндрической оправки III (фиг. 1) из заготовки, при чем наружный диаметр оправки соответствует внутреннему диаметру штампуемой трубы. Третьей частью набора является нижний штамп II, снабженный в середине полуцилиндрической выемкой от которой идут части, соответствующие по форме Д окружности трубьг. При работе лист А (фиг. 1) из соответствующего материала укладывается на плоскости а, а штампа II, оправка III уд ляется, и нажимом штампа I лист в своих боковых участках выгибается по форме d штампа I, после чего встав яется III. Последние досками i& вдавливаются в среднк)ю часть штампа П. Затем оправка выжимается, и.. свернутая ею заготовка окончательно отделывается нажимом полуцилиндрической, части верхнего штампа .
Предмет патента.
1. Способ изготовления путем штамповки из металлических листов ;заготовок для труб, характеризующийся
последовательным применением следующих операций: а) загибания в шт мпа-х в форму /4 окружности трубы обоих боковых участков листа с оставлением между ними листа -плоским на длине, равной /2 « 1 РУ кности трубы,, б) свертывания заготовки в цилиндрическую фррму путем вдавливания цилиндрической рйравки, наружный диаметр которой соответствует внутреннему трубы, в среднюю часть .заготовки располагаемой над полуцилиндрической выемкойч штампа, в) окончательной отделки заготовки, остающейся лежать в предыдущем штампе, каковая отделка сводится к тому,- что по удалении -из заготовки
оправки на него производится нажатие
полуцилиндрической выемкой другогоштампа.
2. Набор орудий для штамповки при прессах или молотах, служащий . для.. осуществления способа, охарактеризованного в п. 1 и состоящий из: а) оправки III, более длинной, чем загр-. товка трубы, б) нижнего штампа II с по.луцилиндрическрй средней выемкой, от которой идут- прямые части, перехо-, дящие по. обеим сторонам в уч|астки, соотв етству ощие по форме / ности трубы, и в) верхнего штампа, I, имеющего снаружи частив для формования изогнутых участков заготовки при первой операции, а в середине полуцйлиндрическую выемку Е для отделки свернутой заготовки,, снабженну о спе реди и сзади досками b с вырезами, «Которые вжимают оправку III во время свертывания труб.ы.. ., .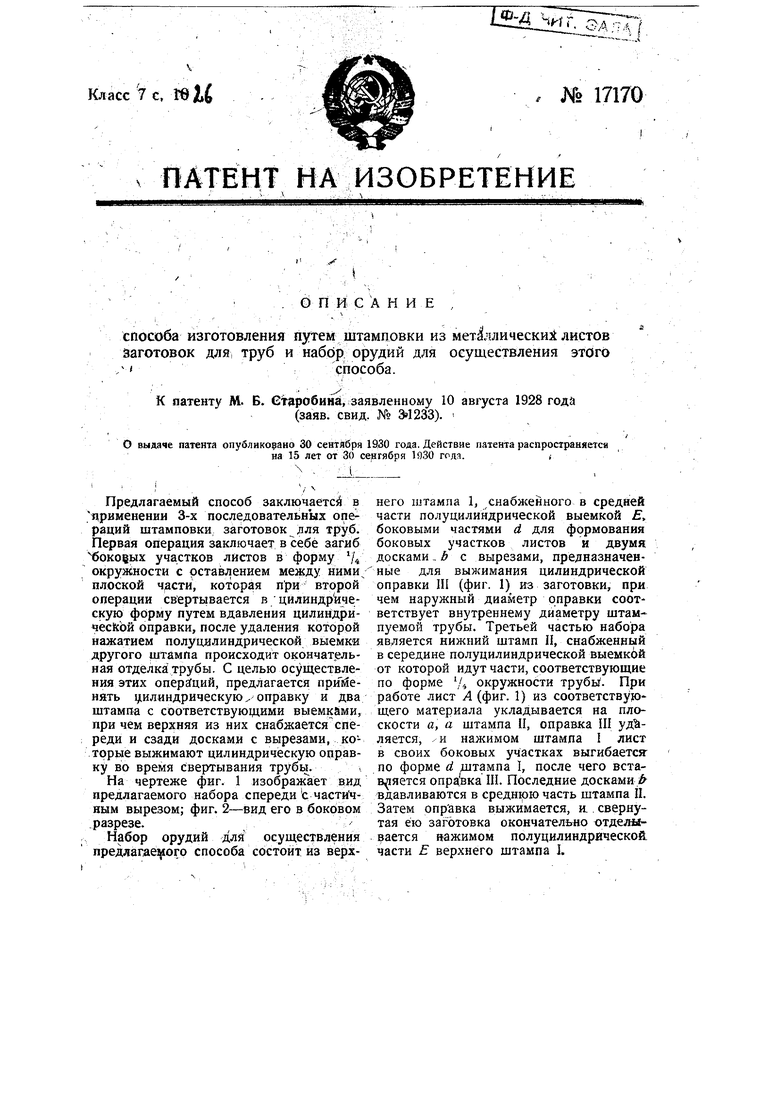
Фиг. 1
Фиг. 2 . ,j
fi -
ы

