Предлагается способ изготовления замкнутых в стык полых деталей, которые имеют форму тел вращения с концентрически ми выпуклыми и вогнутыми частями, как iianpMMeip, штырьки для радиоламп, которые до сих пор изготовлялись из трубок или из лруткового M.aiTeркала Способом продольного обжимания с коящов.
Изобретение ставит себе целью изготовление деталей в виде замкнутых в стык тел вращения с концентрически выпуклыми и вогнутыми частями способом штамповки из листового материала пооредством свёртывания и обжимания плоских заготовок. Для этого согласно изобретению, заготовке .IB плоскости свёртывания придают размер, приблизительно ра1вный длине окружности наиболее выпуклой части детали, а все остальные части последней образуют путём обжимания на меньший диаметр.
Применение такого способа даёт возможность максимально механизировать технологический процесс
изготовления штырьков для радиоламп.
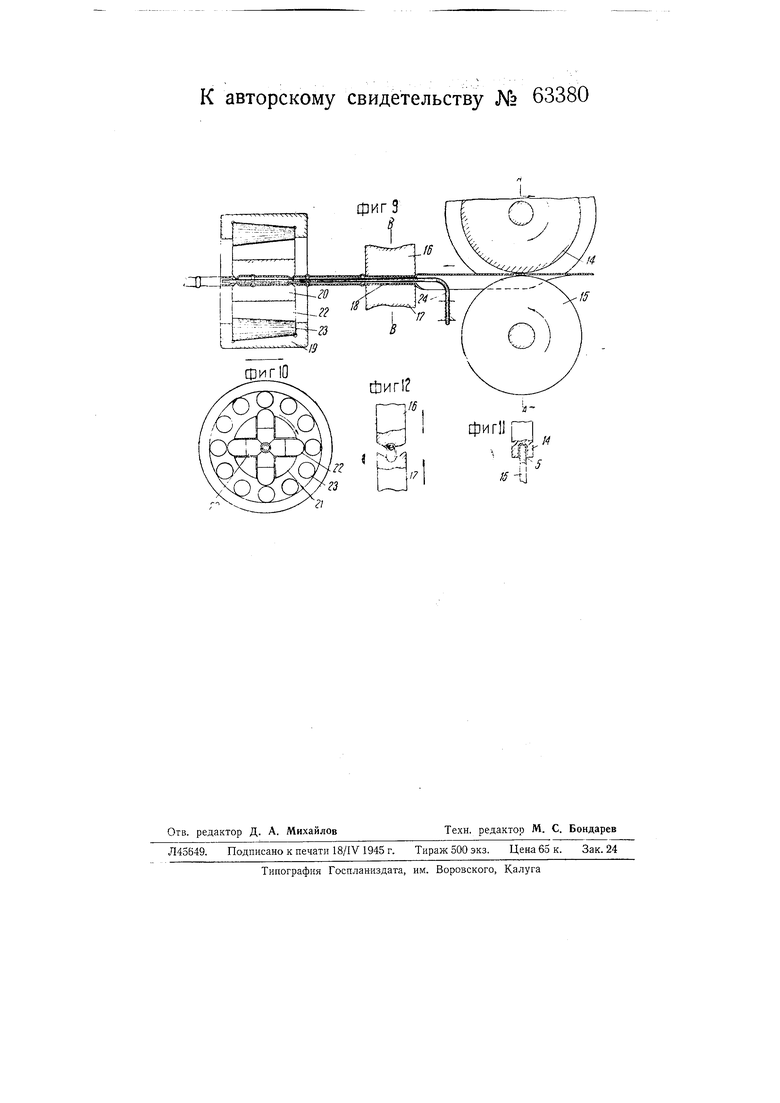
На чертеже представлены последовательно различные операции технологического процесса по предлагаемол1у способу и схема станка для его осуществления, причём фит. 1 показывает схему первой операцииотрезания материала необходимой длины и первое его загибание; ф(Р 2 - схему второй операции - образования 1вьшуклости, фиг. 3 и 4-обжимание конца; фиг. 5 и 6 - обжимание одновременно обоих концов; фиг. 7 -заготовку после образования выпуклости и (вогнутости, и фиг. 8 - заготовку после обжатия одного из концов. На фиг. 9 представлена схема станка для осуществления всего процесса непрерывным потоком, на фиг. 10-вид обжимного патрона станка спереди, на фиг. 11 - разрез по А-А фиг. 9 и на фиг. 12 -разрез по В-В фиг. 9 до обжатия заготовки.
От подаваемого листового материала ножами 1 и 2 (фиг. 1) отрезается кусок длиною, соответствующей длине окружности наиболее выпуклой части готового изделия; при помощи соединённого с подвижным ножом пуансона 3 на оправке 4 образуется полуцилиндр 5 с одинаковыми прямыми участками. Затем омьжанием полуцилиндрических пуансонов 6 и 7 (фиг. 2). с канавками полусферической формы у каждого, заготовка обжимается по оправке 4, в /результате чего заготовка получает форму, показанную на фиг. 7, с концентрической выпуклостью.
За-мыкание в 1стык концов деталей производится полуцилиндрическими соответствующей формы пуансонами 10 (фиг. 3 и 4), поворачивающимися на некоторый угол тшсле каждого смыкания, и оправкой 11, имеющей возвратно-поступательное движение и производящей своей утолщенной частью 12 выталкивание изделия, которое получает в результате форму, представленную на фиг. 8.
Такое же замыкание другого конца детали показано на фиг. 3 с левой стороны.
Замыкание может производиться и одновременно с обоих концов при помощи пуансонов 13 (фиг. 5, 6), обжимающих заготовку одновременно с четырёх сторон.
На фиг. 9-12 показано устройство для непрерывного изготовления таких изделий из мета ллической ленты.
Лента указанной выще щирины, размер которОй -paiBeH длине окружности наибОЛее выпуклой части готовой детали, подаётся в ролики 14, 15, один из которых снабжён канавкой, -соответствующей канавке пуансона 3 (фиг. 1), а другой имеет закруглённый край, соответствующий оправке 4 (фиг. 11 и 12).
Этими роликами лента сгибается в полуцилиидрическую заготовку 5 с одинаковыми прямыми участками. Дальще заготовка поступает в пуансоны 16 и 17, образующие цилиндрическую часть 18, оставляя при этом выпуклости.
Замьгкание концов и калибровка производится головкой 19 путём смыкания пуансонов 20, смонтированных в полом щпинделе 21 неподвижно в осевом направлении. Смыкание пуансонов 20 производится посредством кулачков 22, прижимающих пуансоны 20 к оси щпинделя 21 при соприкосновении с коническими роликами 23 во время вращения шпинделя 21. Размыкание пуансонов 20 происходит при периодической подаче М атериала путём продольного осевого перемещения головки 19 с коническими роликами 23. При этом пуансоны 20, благодадаря Ц1е1нтробежной силе, раздвигаются, освобождая оформленную в изделие часть ленты, и кулачки 22, не удерживаемые роликами 23, отодвигаются.
По ООИ1 Деталей расположена неподвижная оправка 24.
Предмет изобретения
Способ изготовления щтамповкой из листового металла замкнутых в стык полых деталей в форме тел вращения с концентрическими выпуклыМИ и вогнутыми частями, отличающийся тем, что заготовке в плоскости свёртывания придают размер, приблизительно равный длине окружности наиболее выпуклой части детали, и все остальные части последней образуют путём обжимания на меньщий диаметр.
к авторскому свидетельству № 63380


ю фигЗ
фиг4
фиг.7
/if Xl
