Изобретение относится к строительству, в частности к устройствам для изготовления трехслойных панелей со вспененным заполнителем.
Известны устройства для изготовления трехслойных панелей, транспортеры, ленты которых образуют рабочую полость, агрегаты подачи листов верхних и нижних обшивок, установленный между ними агрегат подачи композиции в полость между обшивками, и агрегат крепления уплотнительной прокладки к торцу панелей.
Недостатком известной конструкции является невозможность прочного крепления прокладки к панели за счет ее адгезии к пенопласту.
Целью изобретения является расширение технологических возможностей за счет повышения степени прочности соединения торцовых прокладок и заполнителя.
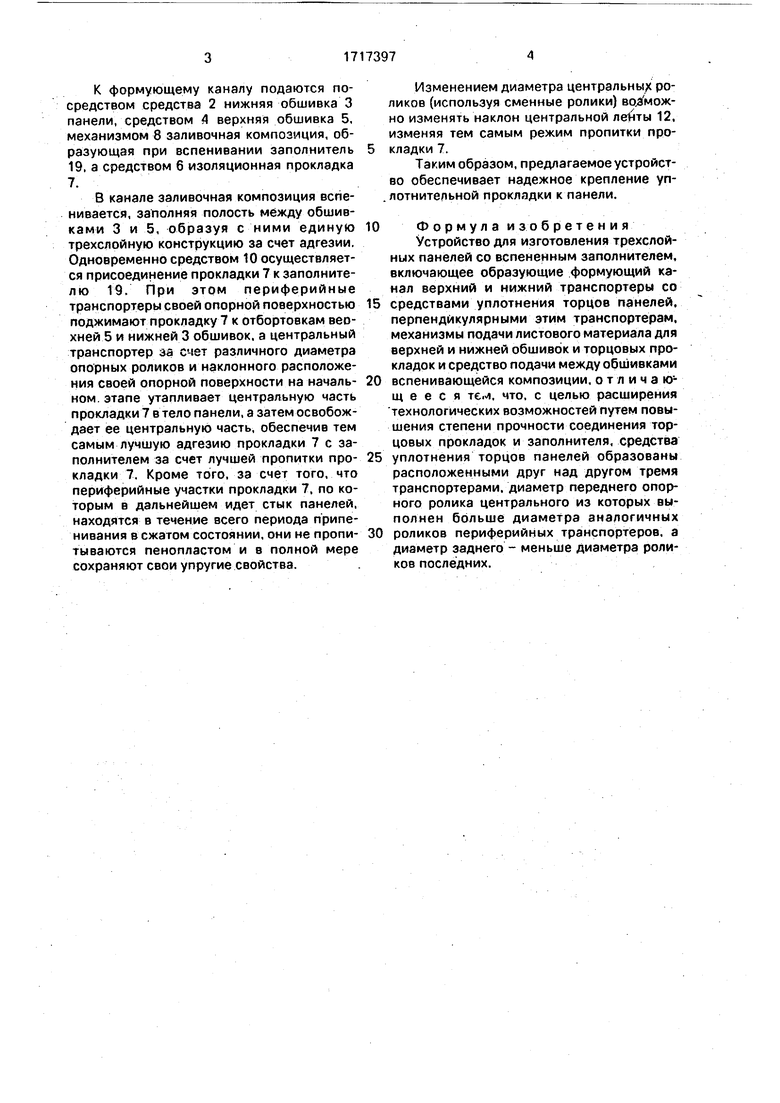
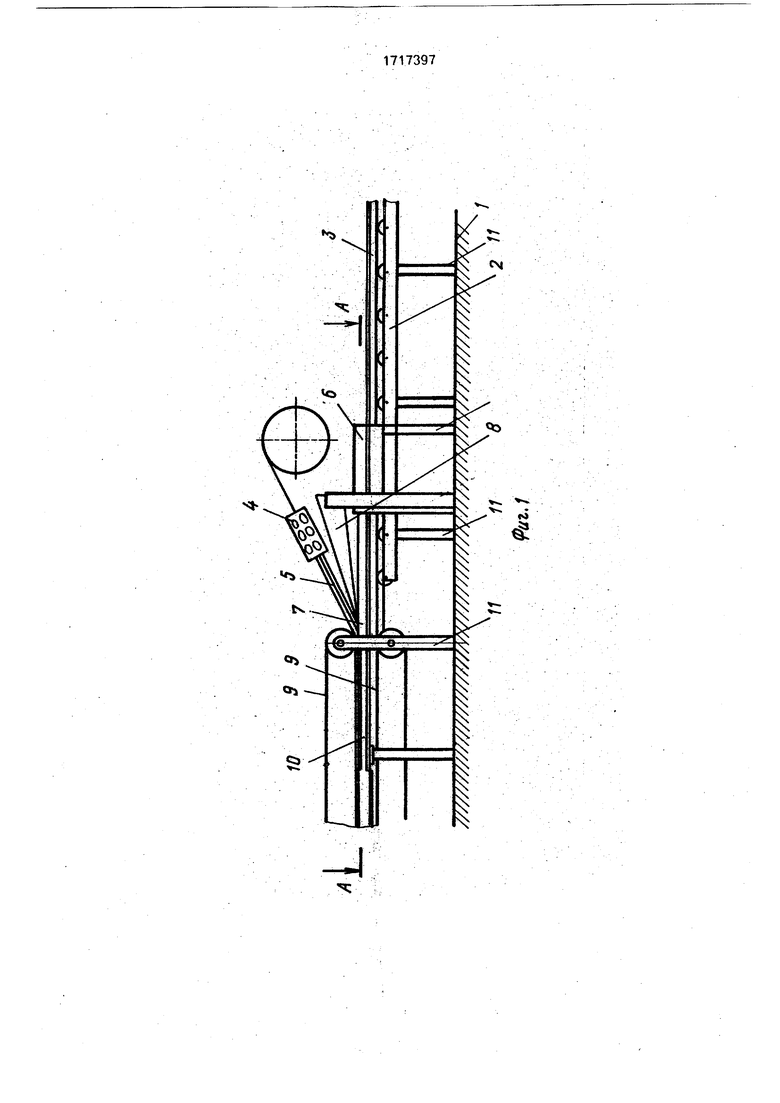
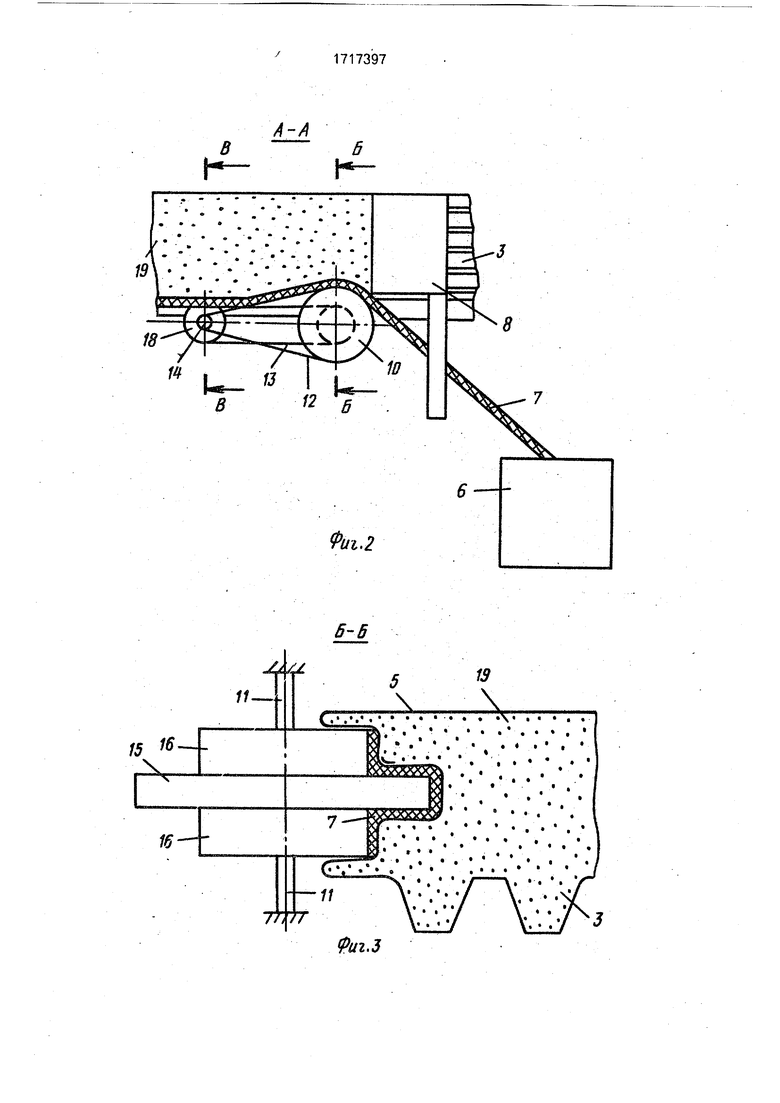
На фиг. 1 показано устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 2.
Устройство для изготовления трехслойной панели со вспененным заполнителем содержит основание 1, на котором смонтированы средства 2 подачи нижней обшивки 3, средства 4 подачи верхней обшивки 5, средства 6 подачи торцовой изоляционной прокладки 7. механизм 8 подачи композиции в пространство между обшивками 3 и 5, транспортеры 9, образующие формующий канал и средство 10 уплотнения прокладки 7.
CpeAQTBO 10 содержит закрепленные на стойках 11 уплотняющие торец панели три транспортера, центральный и периферийные ленты 12 и 13 которых смонтированы на осях 14 посредством вращаюгцихся опорных роликов. Причем передний ролик 15 центрального транспортера выполнен по диаметру больше аналогичных роликов 16 периферийных транспортеров, а задний 17 - меньше задних роликов 18 тех же транспортеров.
Устройство работает следующим образом.
Ё
Х|
СО О VI
К формующему каналу подаются посредством средства 2 нижняя обшивка 3 панели, средством А верхняя обшивка 5, механизмом 8 заливочная композиция, образующая при вспенивании заполнитель 19, а средством 6 изоляционная прокладка 7.
В канале заливочная композиция вспенивается, заполняя полость между обшивками 3 и 5, образуя с ними единую трехслойную конструкцию за счет адгезии. Одновременно средством 10 осуществляется присоединение прокладки 7 к заполните- лю 19. При этом периферийные транспортеры своей опорной поверхностью поджимают прокладку 7 к отбортовкам вео- хней 5 и нижней 3 обшивок, а центральный транспортер за счет различного диаметра опорных роликов и наклонного расположения своей опорной поверхности на начальном, этапе утапливает центральную часть прокладки 7 в тело панели, а затем освобождает ее центральную часть, обеспечив тем самым лучшую адгезию прокладки 7 с заполнителем за счет лучшей пропитки прокладки 7. Кроме того, за счет того, что периферийные участки прокладки 7, по которым в дальнейшем идет стык панелей, находятся в течение всего периода припе- нивания в сжатом состоянии, они не пропитываются пенопластом и в полной мере сохраняют свои упругие свойства.
Изменением диаметра центральны роликов (используя сменные ролики) но изменять наклон центральной леНты 12, изменяя тем самым режим пропитки про- кладки 7.
Таким образом, предлагаемое устройство обеспечивает надежное крепление уп- . лотнительной прокладки к панели.
Формула изобретения
Устройство для изготовления трехслойных панелей со вспененным заполнителем, включающее образующие формующий канал верхний и нижний транспортеры со
средствами уплотнения торцов панелей, перпендикулярными этим транспортерам, механизмы подачи листового материала для верхней и нижней обшивок и торцовых прокладок и средство подачи между обшивками
вспенивающейся композиции, отличающееся те.и, что, с целью расширения технологических возможностей путем повышения степени прочности соединения торцовых прокладок и заполнителя, средства
уплотнения торцов панелей образованы расположенными друг над другом тремя транспортерами, диаметр переднего опорного ролика центрального из которых вы- полнен больше диаметра аналогичных
роликов периферийных транспортеров, а диаметр заднего - меньше диаметра роликов последних.
Ъ
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПОРНЫЙ УЗЕЛ СОТОВОЙ ПАНЕЛИ И СПОСОБ СБОРКИ ОПОРНОГО УЗЛА | 2020 |
|
RU2747562C1 |
| ОПОРНЫЙ УЗЕЛ ТРЕХСЛОЙНОЙ ПАНЕЛИ И СПОСОБ СБОРКИ ТРЕХСЛОЙНОЙ ПАНЕЛИ С ОПОРНЫМИ УЗЛАМИ | 2013 |
|
RU2544690C1 |
| Трехслойная панель ограждения и способ ее изготовления | 1991 |
|
SU1796752A1 |
| Панель ограждения | 1988 |
|
SU1573118A1 |
| Способ изготовления каркасной панели ограждения | 1983 |
|
SU1135876A1 |
| ОКАНТОВОЧНЫЙ ЭЛЕМЕНТ ТРЕХСЛОЙНОЙ ПАНЕЛИ | 2010 |
|
RU2451603C1 |
| ОПОРНЫЙ УЗЕЛ ТРЕХСЛОЙНОЙ ПАНЕЛИ | 2006 |
|
RU2322354C1 |
| Слоистая панель | 1979 |
|
SU870636A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТРЁХСЛОЙНОЙ КОНСТРУКЦИИ ИНТЕГРАЛЬНОГО ТИПА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2016 |
|
RU2669499C1 |
| Поточная линия для изготовления трехслойных панелей с минераловатным утеплителем | 1988 |
|
SU1653969A1 |
Изобретение может быть использовано для изготовления трехслойных панелей со вспененным заполнителем. Устройство для изготовления панелей содержит средство крепления уплотнительной прокладки к торцу панели, выполненное в виде трех транспортеров, из которых каждый образован двумя роликами и лентой, при этом опорная поверхность ленты центрального транспортера установлена под углом к опорной по- верхности лент периферийных транспортеров для регулирования степени пропитки прокладки. 4 ил.
-3
U
з#
91 «
-// r/Yr
0
jW
/.eciLii
Фиг.1
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОГО ПЛАСТИКА | 0 |
|
SU359794A1 |
| Солесос | 1922 |
|
SU29A1 |
