Изобретение относится к строительному производству и может быть использовано при изготовлении сборных бетонных и железобетонных изделий, преимущественно плит и панелей.
Известен способ изготовления изделий и монолитных элементов из предварительно подогретой бетонной смеси посредством послойной укладки, формования и уплотнения ее, в котором слои образуют из бетонной смеси, имеющей разную температуру, причем в центральную часть укладывают бетонную смесь с температурой 30...100оС.
В этом способе обеспечивается меньшая, чем при тепловой обработке холодного бетона, потеря прочности из-за деструктивных процессов. Однако уплотнение бетонной смеси производят при атмосферном давлении и количество воды затворения в смеси в процессе уплотнения не изменяется, а интенсификация твердения бетона достигается только благодаря тепловому импульсу, сообщенному бетонной смеси.
К недостаткам этого способа относится также необходимость укладки, разравнивания и уплотнения не менее чем трех слоев бетонной смеси с разной температурой.
Наиболее близким по технической сущности и достигаемому результату к заявляемому изобретению является способ изготовления изделий из бетонных смесей, включающий укладку в форму предварительно разогретой бетонной смеси и ее вакуумирование в сочетании с периодическим вибрированием при разрежении 0,01...0,03 МПа, в котором вакуумирование осуществляют при ступенчатом повышении величины разрежения и перед каждой ступенью повышения величины разрежения производят виброобработку смеси, причем первую ступень вакуумирования проводят при разрежении 0,015...0,025 МПа до достижения смесью подвижности 3...5 см осадки конуса, а последнюю ступень вакуумирования проводят при разрежении 0,07...0,095 МПа.
В этом способе уплотнение бетонной смеси осуществляют за счет градиента разрежения, возникающего в смеси, величина которого резко убывает по направлению от вакуум-щита. Для уменьшения нелинейности распределения разрежения по толщине изделия вакуумирование осуществляют при ступенчатом повышении величины разрежения в сочетании с периодическим вибрированием по описанному выше режиму.
Недостатками этого способа являются необходимость контроля за подвижностью уложенной в форму бетонной смеси на первой ступени вакуумирования, сложность выполнения режима вакуумирования из-за ступенчатого повышения величины разрежения, значительная продолжительность вакуумирования и формования изделий.
Целью изобретения является снижение энергозатрат, упрощение режима и сокращение продолжительности вакуумирования и формования изделий.
Цель достигается тем, что укладку бетонной смеси в форму производят в два приема: сначала в форму укладывают предварительно разогретую бетонную смесь, температура которой после укладки не должна превышать 60...65оС, а затем после ее разравнивания и вибрирования - холодную бетонную смесь с температурой 10...30оС слоем толщиной 20...40 мм, при этом замеряют температуру уложенной в форму разогретой смеси и вакуумирование осуществляют при разрежении Рр, величину которого определяют по формуле
Рр ≅ Ррmax = 0,95 (Ра - Рн), (1) где Ррmax - наибольшая допустимая величина разрежения в вакуум-щите, МПа; Ра - атмосферное давление, МПа; Рн - давление насыщенного пара, т.е. давление ниже которого происходит кипение и интенсивное испарение воды в смеси при данной температуре, МПа;
lgPн= -  + 5,0607 , (2) где Т - температура уложенной в форму разогретой смеси, К.
+ 5,0607 , (2) где Т - температура уложенной в форму разогретой смеси, К.
При этом в первом цикле вакуумирования производят плавное увеличение разрежения, продолжительность циклов вакуумирования определяют временем распространения вакуума на половину толщины изделия, после чего выполняют вибрирование, которое начинают за 5 с до сброса вакуума, а снижение разрежения с Рр до 0,01...0,03 МПа осуществляют путем продувки вакуум-щита воздухом с помощью регулировочного крана, расположенного на вакуум-щите.
Установлено, что при разогреве бетонной смеси уменьшается вязкость воды и в процессе вакуумирования разогретой смеси возрастает скорость ее извлечения. Однако количество извлекаемой из смеси воды и скорость ее удаления увеличиваются только до определенной температуры, превышение которой приводит к резкому уменьшению количества удаляемой воды. Такой температурой является температура исчезновения капиллярного давления в бетонной смеси, которая при нормальном атмосферном давлении равна 60...65оС. При температуре ниже 60...65оС на поверхностях капилляров образуются толстые полимолекулярные пленки воды, способные к влагопроводности. При более высоких температурах перенос влаги осуществляется только в паровой фазе. При этом влагопроводящие пленки в капиллярах отсутствуют и расклинивающее воздействие пленочной воды между составляющими бетонной смеси устраняется. В результате уже в самом начале вакуумирования происходит обжатие капилляров под влиянием градиента разрежения. Наиболее ярко это явление наблюдается в приграничной с вакуум-щитом зоне, где образуется сильно уплотненный слой бетона толщиной 15. . .20 мм, так называемый "запирающий" слой, который препятствует с одной стороны проникновению вакуума в глубину уложенной смеси, а с другой - прохождению воды в сторону вакуум-щита.
При укладке смесей с температурой выше 60...65оС в процессе вакуумирования приграничный с вакуум-щитом слой бетона постепенно остывает ниже 60оС, а так как в глубине бетонной смеси перенос влаги осуществляется только в паровой фазе, то пар, попадая в зону с температурами ниже 60оС, конденсируется вблизи вакуумируемой поверхности за "запирающим" слоем. Для удаления этой воды требуется увеличение продолжительности вакуумирования.
Вместе с тем при вакуумировании даже холодных бетонных смесей наблюдается резкое падение разрежения со стороны вакуумируемой поверхности, которое на расстоянии 20 и 40 мм составляет соответственно 64...67 и 80...84 % от величины начального разрежения. Поэтому для устранения "запирающего" слоя со стороны вакуум-щита предлагается укладывать холодную бетонную смесь с температурой 10...30оС. При этой температуре в капиллярах сохраняются влагопроводящие пленки и количество удаляемой воды, а также скорость ее удаления не снижается. Укладка слоя холодной смеси толщиной менее 20 мм неэффективна, так как при вибрировании происходит перемешивание холодной смеси с горячей, а более 40 мм приводит к увеличению продолжительности вакуумирования.
В процессе вакуумирования в холодный слой поступает горячая вода из разогретой смеси и постепенно его нагревает до температуры на 5...10оС ниже температуры горячей смеси. При вакуумировании разогретых смесей возможно кипение и интенсивное испарение воды, которое приводит к деструктивным процессам и дополнительному уплотнению "запирающего" слоя. Для устранения этого явления наибольшая допустимая величина разрежения в вакуум-щите не должна превышать величины, определяемой по формуле (1). Давление насыщенного пара, т.е. давление ниже которого происходит кипение и интенсивное испарение воды в смеси, находят из выражения (2), для чего замеряют температуру уложенной в форму разогретой смеси.
Плавное увеличение разрежения в первом цикле вакуумирования обеспечивает постепенное обжатие бетонной смеси и предохраняет от возникновения "запирающего" слоя.
Установлено, что в процессе вибрирования происходит обезвоживание нижних слоев бетонной смеси а при увеличении продолжительности циклов вакуумирования - уменьшение количества удаляемой воды. Поэтому продолжительность циклов вакуумирования определяют временем распространения вакуума только на половину толщины изделия.
Вакуумирование периодически прерывают вибрированием, которое начинают за 5 с до сброса вакуума. При этом имеет место перекрытие капилляров и при сбросе вакуума вода уже не может возвращаться вглубь уложенной смеси. Снижение разрежения путем продувки воздухом способствует удалению воды из полости вакуум-щита и устраняет возможность ее захвата бетонной смесью под воздействием атмосферного давления.
В разогретой бетонной смеси возможно возникновение избыточного давления до 0,006. . .0,009 МПа из-за значительного расширения воды и газовой фазы. Поэтому разрежение при вибрировании должно быть не ниже 0,01 МПа.
Таким образом, ограничение температуры бетонной смеси после укладки 60. ..65оС и заполнение части формы холодной смесью приводит к снижению энергозатрат на предварительный разогрев смеси. Укладка бетонной смеси в форму в два приема со слоями из горячей и холодной смеси, ограничение температуры смеси после укладки 60...65оС и определение наибольшей допустимой величины разрежения при вакуумировании с учетом атмосферного давления и температуры уложенной в форму разогретой смеси позволяет отказаться от ступенчатого повышения величины разрежения и упрощает режим вакуумирования. Определение продолжительности циклов вакуумирования временем распространения вакуума на половину толщины изделия позволяет сократить продолжительность вакуумирования. Совмещение вакуумирования с вибрированием, которое в конце каждого цикла начинают за 5 с до сброса вакуума, а также описанный выше режим вакуумирования обеспечивает сокращение общей продолжительности формования изделий.
Способ изготовления изделий из бетонных смесей осуществляют следующим образом. Укладку бетонной смеси в форму производят в два приема. Сначала в форму укладывают предварительно разогретую бетонную смесь с разравниванием и частичным уплотнением вибрированием. При этом температура разогретой смеси после укладки не должна превышать 60...65оС. Затем на нее укладывают холодную смесь с температурой 10...30оС слоем толщиной 20...40 мм с вибрированием и выравниванием поверхности. Замеряют температуру уложенной в форму разогретой смеси и атмосферное давление, после чего по формулам (1) и (2) находят величину разрежения вакуум-щите Рр. На выровненную поверхность холодной смеси укладывают вакуум-щит и вибрируют в течение 10 с. В первом цикле вакуумирования производят плавное увеличение разрежения. Продолжительность циклов вакуумирования тяжелых бетонных смесей определяют временем распространения вакуума на половину толщины изделия, которое принимают равным 60,90 и 150 с при толщине изделий соответственно до 100, 200 и 250 мм. Вибрирование в конце каждого цикла вакуумирования начинают за 5 с до сброса вакуума. Разрежение в вакуум-щите на время периодического вибрирования снижают с Рр до 0,01...0,03 МПа путем продувки вакуум-щита воздухом с помощью регулировочного крана, расположенного на вакуум-щите. Продолжение каждого периода вибрирования принимают в пределах 10...20 с. Общую продолжительность формования изделий определяют опытным путем по количеству удаляемой воды. Отформованные изделия подвергают тепловлажностной обработке до достижения бетоном требуемой прочности.
П р и м е р. Изготавливают образцы-кубы бетона со стороной ребра 100 мм из бетонной смеси состава Ц:П:Щ:В=310:820:1200:225, приготовленной на портландцементе активностью 20 МПа, гранитном щебне фракций 5...10 и 10...20 мм, мелком песке с модулем крупности 1,7.
Укладку бетонной смеси в форму производят в два приема. В форму сначала укладывают предварительно разогретую до 65оС бетонную смесь на высоту 70 мм с разравниванием и частичным уплотнением вибрированием. Затем на разогретую смесь укладывают холодную смесь с температурой 20оС слоем толщиной 30 мм с вибрированием и выравниванием поверхности. Затем замеряют температуру уложенной в форму разогретой смеси, которая составляла 60оС (Т=273,15 + 60 = 333,15 К), и атмосферное давление, равное 750 мм рт.ст. (Ра = 0,1 МПа).
По уравнению (2) находят давление насыщенного пара в разогретой смеси
lgPн= -  + 5,0607= -1,73 , Pн= 0,0186 МПа
+ 5,0607= -1,73 , Pн= 0,0186 МПа
Потом по формуле (1) определяют наибольшую допустимую величину разрежения в вакуум-щите:
Ррmax = 0,95 (Ра-Рн)=0,0773 МПа.
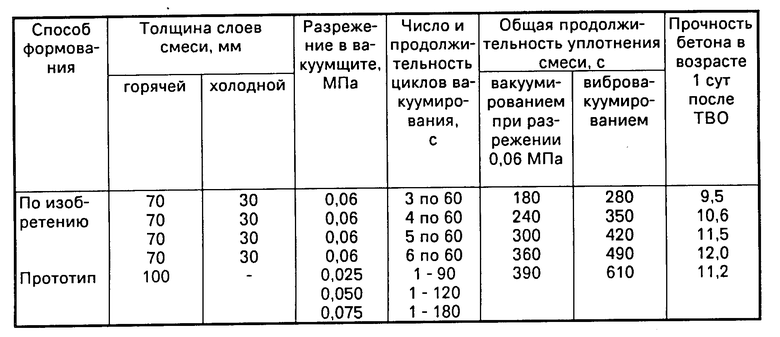
На выровненную поверхность холодной смеси укладывают вакуум-щит и вибрируют 10 с. Затем плавно увеличивают разрежение в вакуум-щите до Рp= 0,06 МПа ≅ Ррmax = 0,0773 МПа. Продолжительность циклов вакуумирования образцов высотой 100 мм принимают равной 60 с. Вибрирование в конце каждого цикла вакуумирования начинают за 5 с до сброса вакуума и продолжают в течение 15 с. Разрежение на время периодического вибрирования снижают с 0,06 МПа до 0,03 МПа продувкой вакуум-щита воздухом с помощью регулировочного крана, расположенного на вакуум-щите. Отформованные образцы подвергают тепловлажностной обработке в пропарочной камере по режиму 1 + 6 + 2 с изотермическим прогревом при 80оС. Результаты испытаний образцов бетона по сравнению с прототипом приведены в таблице.
Технико-экономические преимущества предлагаемого способа по сравнению с прототипом заключаются в следующем:
- снижение энергозатрат за счет понижения температуры предварительного разогрева бетонной смеси до 60...65оС и заполнения части формы холодной смесью,
- упрощение режима вакуумирования и формования изделий за счет отказа от ступенчатого повышения величины разрежения от цикла к циклу как при вакуумировании без вибрации, так и при вибровакуумировании при разрежении: от 0,01 до 0,03 МПа,
- сокращение продолжительности вакуумирования смеси на 30% и общей продолжительности уплотнения смеси вибровакуумированием на 45% при обеспечении одинаковой с прототипом прочности бетона.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления бетонных изде-лий | 1979 |
|
SU815708A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ОБРАБОТКИ БЕТОННОЙ СМЕСИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2008216C1 |
| Способ формования строительных изделий | 1988 |
|
SU1570897A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОРАЗМЕРНЫХ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ В СУРОВЫХ КЛИМАТИЧЕСКИХ УСЛОВИЯХ | 1993 |
|
RU2121917C1 |
| Способ формования бетонных и железобетонных изделий | 1987 |
|
SU1609662A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТО-БЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2035295C1 |
| Способ изготовления бетонных и железобетонных изделий | 1989 |
|
SU1708802A1 |
| Способ изготовления изделий из подвижных бетонных смесей | 1977 |
|
SU730568A1 |
| Способ изготовления бетонных изделий | 1979 |
|
SU856797A1 |
| Способ изготовления бетонных изделий | 1986 |
|
SU1433803A1 |
Изобретение относится к строительному производству и может быть использовано при изготовлении сборных бетонных и железобетонных изделий, преимущественно плит и панелей. Цель изобретения - снижение энергозатрат, упрощение режима и сокращение продолжительности вакуумирования и формования изделий. При изготовлении изделий из бетонных смесей сначала в форму укладывают предварительно разогретую бетонную смесь с разравниванием и частичным уплотнением вибрированием. Температура разогретой смеси после укладки не должна превышать 60. ..65°С. Затем на нее укладывают холодную смесь с температурой 10....30°С слоем толщиной 20...40 мм. После этого замеряют температуру уложенной в форму разогретой смеси, на выровненную поверхность смеси укладывают вакуум-щит и вакуумируют при разрежении, величину которого определяют по формулам: Pр≅ P
Pр ≅ Pрmax = 0,95(Pа - Pн),
где Pрmax - наибольшая допустимая величина разрежения в вакуум-щите, МПа;
Pа - атмосферное давление, МПа;
Pн - давление насыщенного пара, т.е. давление, ниже которого происходит кипение и интенсивное испарение воды в смеси при данной температуре, МПа:
lgPн = -  + 5,0607;
+ 5,0607;
T - температура уложенной в форму разогретой смеси, К.
| Способ изготовления изделий из подвижных бетонных смесей | 1977 |
|
SU730568A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
