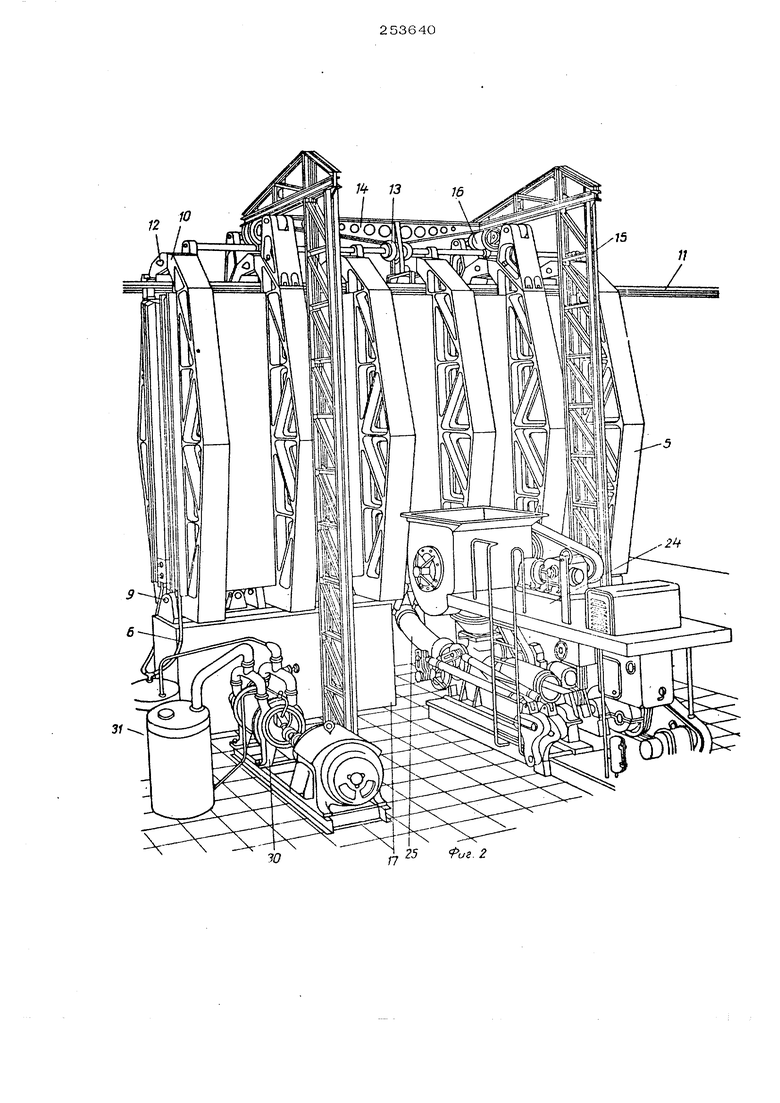
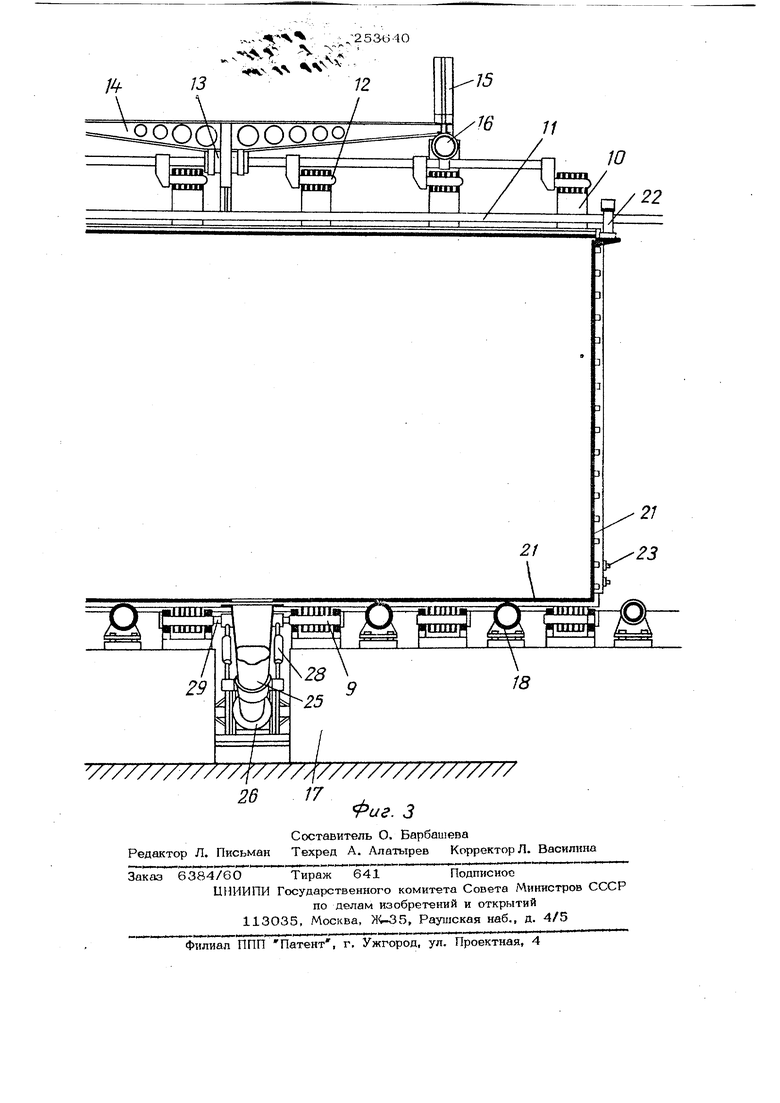
Изобретение относится к установкам для вертикального формования железобетонных изделий. Известные установки такого назначе1га содержат шарнирно сочлененные щиты с бортоснасткой и огра1тчитепями, нагнетатель бетонной смеси и систему приводов. Однако известные установки имеют высокую металлоемкость оборудования и требуют интенсивного виброуплотнения смеси. Цель изобретения - обеспечение возможности допрессовки бетонной смеси при одновременном отводе избыточной во ды затворения, повышение производитель ности труда и обеспечение немедленной распалубки и бескамерной контактной теп ловой обработки изделий. Это достигается тем, что щиты выполнены с отверстиями, закрытыми фильтровальным материалом, установка выполнена с передвижной двухотсечной формой, окаймленной по периметру ограничителями имеющими в нижних элементах отверстия для подключения бетоновода, форма выполнена в виде полой стенки, внутри которой расположены электронагревательные эл&мзнты. На фиг. 1 изображена предлагаемая установка, поперечный разрез; на фиг. 2 - то же, общий вид; на фиг. 3 - то же, продольный разрез. Установка содержит фильтрующие шиты 1, каждый из которых состоит из стального перфорирова1шого листа разм&ром на изделие с отверстиями диамет ром 5-10 мм через 2О-ЗО см, горизонтальной решетки 2 жесткости, бортовь Х элементов 3 и внешней обшивки 4, образующих вакуумполость, а также вер- тикальнглх несущих контрфорсов 5. Все конструктивные элементы щитов рассчить1ваются на воспри$ггие распорного давления, возникающего при гидростатическом прессовании бетонной смеси. Отдельные отсеки вакуумполости, образованные решеткой жесткости, сообщаются между собой через отверстия в последней. В нижний бортовой элемент, ограничивающий вакуум-полость, вмонтирован штуцер для.
присоединения вакуумщлаигов 6. К внешней поверхности перфорированного листа крепится вакуумфильтр 7, состоящий из двух слоев металлической тканой сетки: с ячейками 3 х з и 1X1 мм, закрытых сверху фильтровальным материалом. В верхних углах фильтрующих UUITOB устанавливаются датчики 8 давления, подкл1очаем1ле к измерительшлм приборам и системе автоматического унравле1шя.
Контрфорсы 5, охватывая щиты , доходят своими выступами до продольной оси с1г)егата и окашгаваются нодип1пниками шарниров 9. В верхней части контрфорсы ока1гчива1отся фигурными выступами 1О, доходжцими до продольной оси агрет ата и охватывающими 11родолыцле пап)авляющ1 е 11 и верхнюю часть габарита переш ижных форм. Фигу Л1ые выступы контрфорсов обоих щитов в рабочем положении соединяются в замок со сквозшлми отверстиями, в которы входят стержни фиксирующего устройства 12, оборудовап)(ого гидравлическим приводом 13. 1(х;ле;ип(й неподвижно закреплен на балке 14, соединяюп1ей консоли опоршлх мачт 15.
Дл5 раскрытия и закрытия фильтрующих иштов в конструкнии агрегата преду сматривае1х:я система 1-идравл1 ческих приводов 16, неподвижно закрепле1П ая н консолыплх свесах оио)1олх мачт.
Таким o6iia3oM, система фиJHзTpyIOlциx UUITOB формовочного агрегата внизу опирается па шарниры 9, смонтированные на фундаменте 17, а вверху удерживаетс опоуяхыми мачтам) 15 посредством системы гид завлических приводов 16.
На фундаменте 17 агрегата между шарнирами 9 смонтированы ролики роль Ганга 18, предназначенные для переме- И1ения по ним передвижных форм. Входящие в комплект формовочного агрегата передвижшле формьг представляют собой плоский термоактивный щит 19, состоящий из двух стальных листов, соединенных между собой элементами жесткости, между которыми вмонтированы электронагревательные элементы 20. Свободное пространство полости шита заполняется масляным теплоносителем. По периметру термоактивный щит окаймляется бортовыми ограничителями 21, симметрично выступающими за пределы щита на толщину изделий и образующими два открытые с боковых сторон отсека. Верхний ограничитель состоит из двух частей, открывающихся при сьеме готовых изде-
ЛИЙ. в нижнем ограничителе посредине в каждом отсеке гфедусматриваются стия для подсоединеш(я бетоноводов. В верхней части боковЕлх торцов передвижных форм устраиваются консольные столики со смонтирова1пплми на mix роликг - ми 22, предназначенными для удержа1гия форм в вертикальном положешт. В т1ж)1е части боковых торнов предусмотрены контактные устройства 23 систешл питания электронагревгггельных элементов.
В качестве нагнетателя 24 применен бетононассю иоршнового типа. Для иодачи бетонной смеси наг нетателем в отсеки агрегата служит бетоновод 25, который соединен с нагнетателем iqni иомощп сфеpiPiecKoro Miapinipa 26. Выходно патрубок бетоновода снг1бжен внутри клиновым рассекателем 27, прод11азначе1палм для расиределеш1Я бетонной смеси на два отсека передвиж)1ой формы. Для прижатия патрубка к пижнэму ограиичи1чз. формь. предусматриваются двухшарииршле тяги 28, 3aKpenjieHinjie одними шарнирами на бетоповоде 25, а друлшми - а 29, закрепленной )ia гщух средних контрфорсах 5. Сила прижатия нат рубка ре1улируе1х;я при помощи соединительшлх муфт с правой и jicBoii , связывающих верхнюю и нпжпюю двухшарнпр)плх тяг 28.
Входящий в формовочного .л рогата вакуумнасос 30 подключается к во- куумполостям фильтру iunx шитоп с помощью вакуум .илангов 6 через проможуточшлй водосбо1:)ник 31, оборудова)п0лй водоочис- тителыплм фильтром и име)ощий аыход в кана;и1зационную сеть с необходимой запорной армату юй.
Формовашш изделий в агрегате осуществляется следующим образом.
Укомплектованная передвижная форма с установленными в ней арматурньтми сетками, каркасами и закладшлми деталями, удерживаемая в вертикальном nckложении с помощью роликов 22, опирающихся на 1фодольные направляющие 11, но рольгашт 18, заводится между раскрытыми фильтрующими щитами. С помощью системы гидравлических 1фиводов 16 щиты закрываются и запираются в рабочем положении фиксирующим устройсвом 12 с помощью гидравшгческого привода 13. При перемещении фильтрующих щитов в рабочее положение увлекаемый вверх при помощи штанги 29 и двухшартфных тяг 28 поворачивающийся вокруг сферического шарнира 26 бетоновод 25 52 аряжнмается выходным патрубком к пе- 1/йдвижной форме. Затем включается нагнетатель 24, подающий в отсеки бето1шую смесь подвижностью 6-7 см. Окончание заполнеifflH огсеков регистрируется датчиками 8. давления, а по достижении заданного давления в зоне датчиков нагнетатель 24 автоматически переключается на режим прессования, непрерывно поддержива достигнутое давление. Одновременно вкл чается вакуумнасос 30, обеспечивающий интенсивное удаление из бетона изделий избыточной воды затворения, которая отжимается из него в процессе прессования. По окончании вакуумирова1гая, фиксируемого по заданному кол1гчеству удален ной из бетона Воды в промежуточном водосбор1П1ке 31, нагнетатель 24 и ва- куумнасос 30 отключаются, и производится распалубка изделий, возможнсють которой обеспечивается прочностью бето на изделий, достигающей в результате опрессовки TI ваккумирования величины 1,0 -f 1,5 кг/см , достаточной для тран портировки изделий по рольгангу. При распалубке фиксирующее устройство 12 вначале освобождает замки фигурных вы тупов 10 контрфорсов 5, затем при по- мощи системы гидравлических приводов 16 раскрываются фильтрующие щит1)1, и передвижная форма со свежеотформованн ми изделия ли по рольгашу 18 выкатывается на участок выдержки перед тепл вой обработкой. Затем цикл формования 0 повторяется. предварительным расчетам полное ьромя одного цикла формования при вкл1очени11 формовочного агрегата в технологическую схему конвейера составит около 20-3 О мин в зависимости от производительности нагнетателя. Формула изобретения 1.Установка для вертикального фор- мовашш железобетонных изделий, содержащая полые шаршфно сочленешые щиты с бортоснасткой и огратпителями, нагнетатель бетонной смеси и систему приводов, отличающаяся тем, что, с целью обеспечения возможности допрес- совки бетонной смеси при одновременном отводе избыточной воды затворения, щиты выполнены с отверстиями, закрытыми фильтровальным материалом. 2.Установка по п. 1, о т л и ч а юiu а я с я тем, что,с целью повьиие1шя производительности труда и обеспечения немедленной распалубки, она выполнена с передвижной двухотсечной формой, окаймле1гаой по периметру огра1пгчителя- ми, имеющими в шгжтгх элементах отверстия для подключения бетоновода. 3.Установка по пп. 1 и 2, отличающаяся тем, что, с целью обеопечения бескамерной контактной тепловой , обработки изделий, форма выпонена в виде полой стенки, внутри которой расположены электронагревательные элементы.
/// ////////////////////////////////// 25 иг. 2
....- -. :2 536 л о
. :.л :хч 1312
| название | год | авторы | номер документа |
|---|---|---|---|
| Конвейерная линия для изготовления вертикально-формуемых строительных изделий | 1981 |
|
SU992197A1 |
| Конвейерная линия для вертикально-формуемых строительных изделий | 1981 |
|
SU1006232A1 |
| Установка для вертикального формования строительных изделий | 1980 |
|
SU897523A1 |
| Горизонтально-замкнутая конвейерная линия для вертикально-формуемых строительных изделий | 1981 |
|
SU973371A1 |
| Горизонтально-замкнутая конвейерная линия для вертикально-формуемых строительных изделий | 1983 |
|
SU1150081A1 |
| МНОГОМЕСТНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТЫХ ИЗДЕЛИЙ | 1993 |
|
RU2092310C1 |
| Установка для изготовления объемных элементов типа "стакан" | 1974 |
|
SU561672A1 |
| Устройство для формования бетонных и железобетонных изделий на кассетно-конвейерных линиях | 1989 |
|
SU1652070A1 |
| Горизонтально замкнутая конвейерная линия для вертикально формуемых строительных изделий | 1986 |
|
SU1433812A1 |
| Установка для вертикального формования строительных изделий | 1985 |
|
SU1281425A1 |