Изобретение относится к порошковой металлургии и может быть использовано для изготовления методом горячей штамповки порошковых конструкционных сталей, применяемых в общем машиностроении, приборостроении, станкостроении и других отраслях техники.,
Целью изобретения является упрощение технологии изготовления горячештампованных порошковых конструкционных сталей, снижение их стоимости и повышение механических свойств,
Поставленная цель достигается тем, что согласно предлагаемому способу изготовления горячештампованных конструкционных сталей, включающему прессование, спекание, нагрев под горячую штамповку и термическую обработку, нагрев пористых
заготовок под горячую штамповку осуществляют на воздухе в неспеченном состоянии в интервале температур 800-1100°С, а спекание проводят после горячей штамповки.
Преимущества использования предлагаемого способа изготовления горячештампованных конструкционных сталей состоят в замене нагрева пористых заготовок в защитных средах нагревом на воздухе, что упрощает технологию их нагрева перед горячей штамповкой, снижает энергозатраты и стоимость готовой продукции; в снижении температуры нагрева под горячую штамповку на 100-250°С, что снижает расход электроэнергии и уменьшает износ штампового инструмента; в повышении механических свойств материала,
О
Ь
ел
CJ
Пример 1. Распыленный железный порошок марки ПЖРЗ, содержащий 0,05% углерода и 0,35% кислорода, смешивают с 0,5% графита. Из полученной смеси прессуют пористые заготовки размером 10x15x55 мм при давлении 700 МПа, которые нагревают на воздухе в проходной печи лабораторного типа при 800°С в течение 7 мин, переносят по воздуху в закрытый штамп, штампуют, охлаждают на воздухе, спекают при 1t50°C в среде водорода в течение 2 ч в углеродсодержащей засыпке.
При м е р 2. Распыленный железный порошок марки ПЖРЗ, содержащий 0.05% углерода и 0,35% кислорода, смешивают с 0,5% графита. Из полученной смеси прессуют пористые заготовки размером 10x15x55 при давлении 700 МПа, которые нагревают на воздухе в проходной печи лабораторного типа при 950°С в течение 7 мин, переносят по воздуху в закрытый штамп, штампуют, охлаждают на воздухе, спекают при 1150°С в среде водорода в течение 2 ч в углеродсодержащей засыпке.
Пример 3. Распыленный железный порошок марки ПЖРЗ, содержащий 0,05% углерода и 0,35% кислорода, смешивают с О, 5% графита. Из полученной смеси прессуют пористые заготовки размером 10x15x55 при давлении 700 МПа, которые нагревают на воздухе в проходной печи лабораторного типа при 1100°С в течение 7 мин, переносят по воздуху в закрытый штамп, штампуют, охлаждают на воздухе, спекают при 1150°С в среде- водорода в течение 2 ч в углеродсодержащей засыпке.
Пример 1а. Распыленный железный порошок марки ПЖРЗ, содержащий 0,05% углерода и 0,35% кислорода, смешивают с 1,0% графита. Из полученной смаси прессуют пористые заготовки размером 10 15 55 при давлении 700 МПа, которые нагревают на воздухе в проходной печи лабораторного типа при 800°С в течение 7 мин, переносят по воздуху в закрытый штамп, штампуют, охлаждают на воздухе, затем с спекают при 1150°С в среде водорода в течение 2 ч и подвергают закалке с отдельного нагрева и отпуску при 400°С в течение 2 ч.
Пример 2а. Распыленный железный порошок марки ПЖРЗ, содержащий 0,05% углерода и 0,35% кислорода, смешивают с 1,0% графита. Из полученной смеси прессуют пористые заготовки размером 10x15x55 мм при давлении 700 МПа, которые нагревают на воздухе в проходной печи лабораторного типа при 950°С в течение 7 мин, переносят по воздуху в закрытый штамп,
штампуют, охлаждают на воздухе, затем спекают при 115Cffc в среде водорода в течение 2 ч и подвергают закалке с отдельного нагрева и отпуску при 400°С в течение 2 ч. П р и м е р За. Распыленный железный
порошок марки ПЖРЗ, содержащий 0,05% углерода и 0,35% кислорода, смешивают с 1,0% графита. Из полученной смеси прессуют пористые заготовки размером 10x15x55
при давлении 700 МПа, которые нагревают
на воздухе в проходной печи лабораторного
типа при 1100 С в течение 7 мин, переносят
по воздуху в закрытый штамп, штампуют,
охлаждают на воздухе, затем спекают при
1150°С в среде водорода в течение 2 ч и подвергают закалке с отдельного нагрева и отпуску при 400°С в течение 2ч.
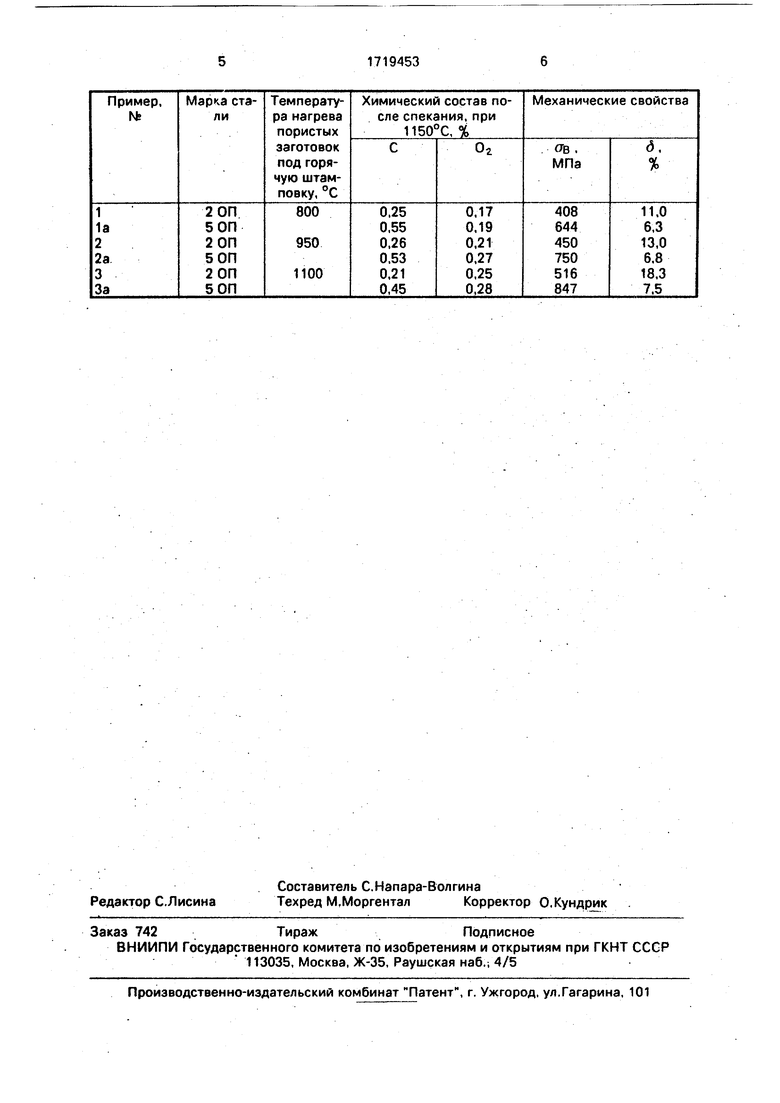
В таблице приведены механические свойства и химический состав горячештампованных конструкционных углеродистых сталей (примеры }-3, 1а-3а), изготовленных согласно предлагаемому способу.
Изобретение упрощает технологию изготовления горячештампованных порошковых конструкционных сталей, снижает их стоимость и повышает механические свойства.
Формула изобретения Способ изготовления горячештампованных порошковых конструкционных сталей, включающий прессование, спекание, нагрев под горячую штамповку, горячую штамповку и термическую обработку.о т л и- чающийся тем, что, с целью упрощения
технологии, снижения стоимости и повышения механических свойств, нагрев под горячую штамповку осуществляют на воздухе в неспеченном состоянии в интервале температур 800-.1100°С, а спекание проводят поеле горячей штамповки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПЛОТНОГО ПОРОШКОВОГО ХРОМСОДЕРЖАЩЕГО МАТЕРИАЛА НА ОСНОВЕ ЖЕЛЕЗА | 2015 |
|
RU2588979C1 |
| Способ изготовления горячештампованных нержавеющих порошковых сталей аустенитного класса | 1989 |
|
SU1719454A1 |
| ПРЕДВАРИТЕЛЬНО ЛЕГИРОВАННЫЙ ПОРОШОК НА ОСНОВЕ ЖЕЛЕЗА, ПОРОШКОВАЯ СМЕСЬ НА ОСНОВЕ ЖЕЛЕЗА, СОДЕРЖАЩАЯ ПРЕДВАРИТЕЛЬНО ЛЕГИРОВАННЫЙ ПОРОШОК НА ОСНОВЕ ЖЕЛЕЗА, И СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕССОВАННЫХ И СПЕЧЕННЫХ ДЕТАЛЕЙ ИЗ ПОРОШКОВОЙ СМЕСИ НА ОСНОВЕ ЖЕЛЕЗА | 2015 |
|
RU2699882C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЖЕЛЕЗНОГО ПОРОШКА | 2008 |
|
RU2364469C1 |
| СПОСОБ ГОРЯЧЕГО ПРЕССОВАНИЯ ИЗДЕЛИЙ И ПОРОШКОВАЯ КОМПОЗИЦИЯ ДЛЯ ГОРЯЧЕГО ПРЕССОВАНИЯ | 1999 |
|
RU2228820C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ СПЕЧЕННЫХ ИЗНОСОСТОЙКИХ ИЗДЕЛИЙ | 2009 |
|
RU2405658C1 |
| Способ изготовления горячештампованных нержавеющих порошковых сталей аустенитного класса | 1990 |
|
SU1740107A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ НА ЖЕЛЕЗНОЙ ОСНОВЕ | 1993 |
|
RU2051197C1 |
| ЖЕЛЕЗО-ВАНАДИЕВЫЙ ПОРОШКОВЫЙ СПЛАВ | 2010 |
|
RU2532221C2 |
| ВЫСОКОПРОЧНАЯ НИЗКОЛЕГИРОВАННАЯ СПЕЧЕННАЯ СТАЛЬ | 2010 |
|
RU2533988C2 |
-Изобретение относится к порошковой металлургии, в частности к способам изготовления горячештампованных порошковых конструкционных сталей, которые могут быть использованы для изготовления деталей, применяемых в общем машиностроении, приборостроении, станкостроении и других отраслях промышленности. Целью изобретения является упрощение технологии снижение стоимости и повышение механических свойств. В способе изготовления горячештампованных конструкционных сталей, включающем прессование, спекание, нагрев под горячую штамповку, штамповку и термообработку, нагрев под горячую штамповку осуществляют на воздухе в неспеченном состоянии в интервале температур 800-1100°С, а спекание проводят после горячей штамповки. 1 табл. (Л С
| Грабчак А.К | |||
| и др | |||
| Исследование свойств порошковых сталей | |||
| В сб.: Порошковые конструкционные материалы, Киев, 1980, с | |||
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| Дорофеев Ю.Н | |||
| и др | |||
| Опыт применения ДГП на заводе Ростсельмаш | |||
| - Порошковая металлургия, Киев, 1981, № 6, с | |||
| Автоматический огнетушитель | 0 |
|
SU92A1 |
