Изобретение относится к порошковой металлургии и может быть использовано для изготовления методом горячей штамповки коррозионных деталей из аустенит- ных нержавеющих сталей, применяемых в оборудовании для химического и пищевого машиностроения, приборостроения и других отраслях техники.
Целью изобретения является упрощение технологии изготовления горячештампованных нержавеющих сталей
аустенитного класса, снижение их стоимости и повышение механических свойств.
Поставленная цель достигается тем, что согласно предлагаемому способу изготовления горячештампованных нержавеющих сталей аустенитного класса, включающему прессование пористых заготовок, нагрев их перед горячей штамповкой, штамповку в закрытом штампе, диффузионный отжиг и аустенизацию с отдельного нагрева, нагрев перед горячей штамповкой обуществляют
ю
|ь
Z
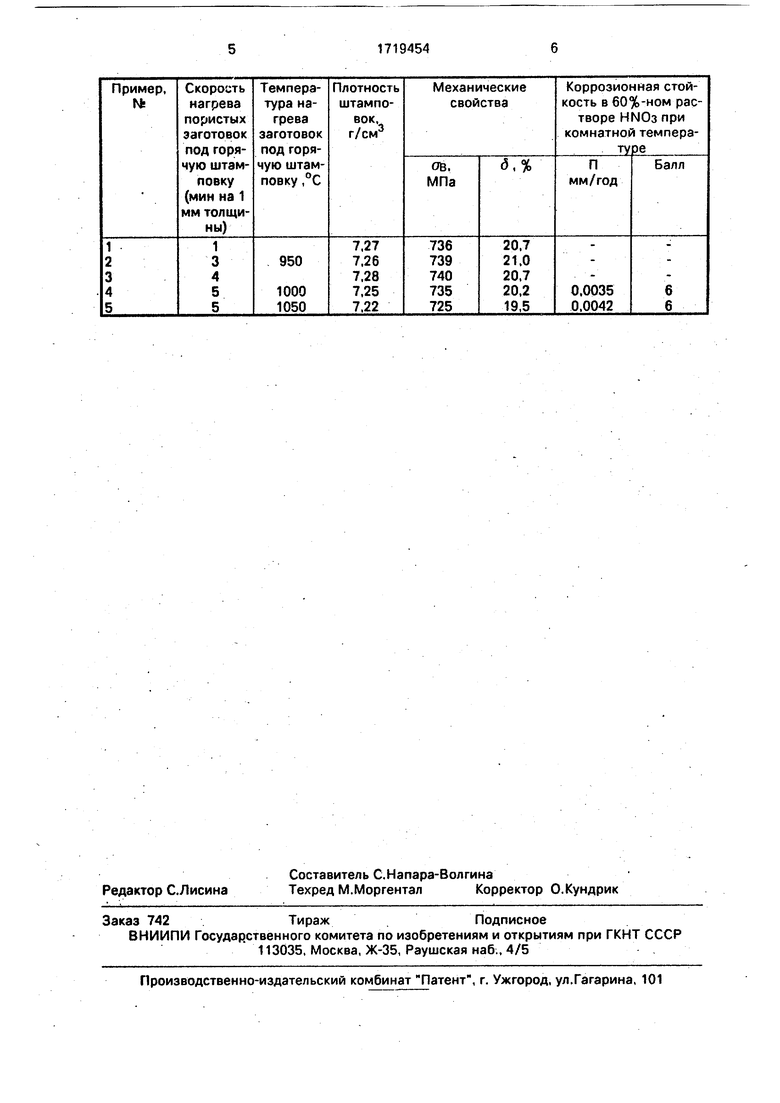
на воздухе со скоростью 1-5 мин на 1 мм толщины до температуры 950-1050°С.
Основное преимущество использования предлагаемого способа состоит в упрощении способа нагрева пористых неспеченных заготовок перед горячей штамповкой, что достигается нагревом их на воздухе в нагревательных печах любой конструкции, что упрощает технологию изготовления горячештампованных сталей, снижает энерго- и трудозатраты и уменьшает стоимость готовой продукции.
Кроме того, повышаются механические свойства сталей, в результате взаимодействия пористых заготовок при нагреве под штамповку с окислительной средой, каковой является воздух, с последующим частичным восстановлением образовавшихся оксидов при диффузионном отжиге штамповок.
Пример 1. Из порошка нержавеющей стали аустенитного класса марки Х23Н18 прессуют пористые заготовки размером 10X15X55, которые нагревают под горячую штамповку на воздухе в проходной печи при 950°С со скоростью 1 мин/мм толщины. После штамповки производят отжиг в среде водорода при 1200°С и аустенизацию при 1150°С с охлаждением в масле.
П р и м е р 2. Из порошка нержавеющей стали аустенитного класса марки Х23Н18 прессуют пористые заготовки размером 10x15x55, которые нагревают под горячую штамповку на воздухе в проходной печи при 950°С со скоростью 3 мин/мм толщины. После штамповки производят отжиг в среде водорода при 1200°С и аустенизацию при 1150 С с охлаждением в масле.
П р и м е р 3. Из порошка нержавеющей стали аустенитного класса мэрии Х23Н18 прессуют пористые заготовки размером 10x15x55, которые нагревают под горячую штамповку на воздухе в проходной печи при 950°С со скоростью 5 мин/мм толщины. После штамповки производят отжиг в среде
водорода при 1200°С и аустенизацию при 1150°С с охлаждением в масле,
Пример 4. Из порошка нержавеющей стали аустенитного класса марки Х23Н18
прессуют пористые заготовки размером 10x15x55, которые нагревают под горячую штамповку на воздухе в проходной печи при 1000°С со скоростью 5 мин/мм толщины. После штамповки производят отжиг в среде водорода при 1200°С и аустенизацию при 1150°С с охлаждением в масле.
П р и м е р 5. Из порошка нержавеющей стали аустенитного класса марки Х23Н18 прессуют пористые заготовки размером
10x15x55, которые нагревают под горячую штамповку на воздухе в проходной печи при 1050°С со скоростью 5 мин/мм толщины. После штамповки производят отжиг в среде
водорода при 1200°С и аустенизацию при 1150°С с охлаждением в масле.
В таблице приведены механические и коррозионные свойства порошковой нержавеющей стали аустенитного класса марки
Х23Н18 (пример1 ы 1-5), полученной согласно предлагаемому способу.
Изобретение упрощает технологию изготовления горячештампованных нержавеющих порошковых сталей аустенитного
класса, снижает их стоимость и повышает механические свойства при сохранении высокого уровня коррозионной стойкости. Ф о р м у л а и з о б р е т е н и я Способ изготовления горячештампованных нержавеющих порошковых сталей аустенитного класса, включающий прессование пористых заготовок, нагрев их перед горячей штамповкой, штамповку в закрытом штампе, диффузионный отжиг и аустенизацию с отдельного нагрева, отличающийся тем, что, с целью упрощения технологии, снижения стоимости и повышения механических свойств, нагрев перед горячей штамповкой осуществляют на в оздухе
со скоростью 1-5 мин на 1 мм толщины до температуры 950-1050°С.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления горячештампованных нержавеющих порошковых сталей аустенитного класса | 1990 |
|
SU1740107A1 |
| Способ изготовления горячештампованных порошковых конструкционных сталей | 1989 |
|
SU1719453A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ХОЛОДНОКАТАНОГО СТАЛЬНОГО ЛИСТА ГОРЯЧЕЙ ШТАМПОВКОЙ | 2016 |
|
RU2630084C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННЫМИ ЗЕРНАМИ | 2001 |
|
RU2288959C2 |
| ГОРЯЧЕШТАМПОВАННАЯ ВЫСОКОПРОЧНАЯ ДЕТАЛЬ, ИМЕЮЩАЯ ПРЕВОСХОДНОЕ АНТИКОРРОЗИЙНОЕ СВОЙСТВО ПОСЛЕ ОКРАШИВАНИЯ, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2563421C2 |
| Способ обработки сталей аустенитно-мартенситного класса | 1990 |
|
SU1735390A1 |
| Способ изготовления поковок из сталей аустенитного класса | 2022 |
|
RU2797893C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ ИЗ АУСТЕНИТНЫХ НЕРЖАВЕЮЩИХ СТАЛЕЙ | 2003 |
|
RU2302304C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ИЗДЕЛИЙ И ШТАМПОВАННЫЕ ИЗДЕЛИЯ, ИЗГОТОВЛЕННЫЕ ЭТИМ СПОСОБОМ | 2009 |
|
RU2499847C2 |
| Способ изготовления лент из нержавеющих коррозионностойких сталей аустенитного класса | 1986 |
|
SU1361188A1 |
Изобретение относится к порошковой металлургии, в частности к способам изготовления горячештампованных нержавеющих порошковых сталей аустенитного класса, которые могут быть использованы для изготовления деталей, применяемых в общем машиностроении, приборостроении, станкостроении, химическом и нефтяном машиностроении и других отраслях промышленности. Целью изобретения является упрощение технологии, снижение стоимости и повышение механических свойств. В способе изготовления горячештампованных нержавеющих порошковых сталей аустенитного класса, включающем прессование пористых заготовок, нагрев их перед горячей штамповкой, штамповку в закрытом штампе, диффузионный отжиг и аустенизациЮ с отдельного нагрева, нагрев перед горячей штамповкой осуществляют на воздухе со скоростью 1-5 мин/мм толщины до 950- 1050°С. Применение в качестве среды нагрева воздуха существенно снижает стоимость получаемых изделий,, снижает температуру штамповки и повышает механические и коррозионные свойства, 1 табл.
| Дэнеладзе Ж.И | |||
| и др | |||
| Порошковая металлургия стали и сплавов | |||
| М.: Металлургия, 1978, с | |||
| Способ прикрепления барашков к рогулькам мокрых ватеров | 1922 |
|
SU174A1 |
| Радомысельский И.Д | |||
| и др | |||
| Структура, механические и коррозионные свойства порошковой нержавеющей стали марки Х23 Н 18 | |||
| - Порошковая металлургия, 1983, № 1, Киев, с | |||
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
