Изобретение относится к вращающимся печам барабанного типа и может быть использовано в отраслях промышленности, применяющих высокотемпературный обжиг сыпучих материалов, в частности в химической промышленности..
Цель изобретения состоит в повышении стойкости футеровки вращающейся печи.
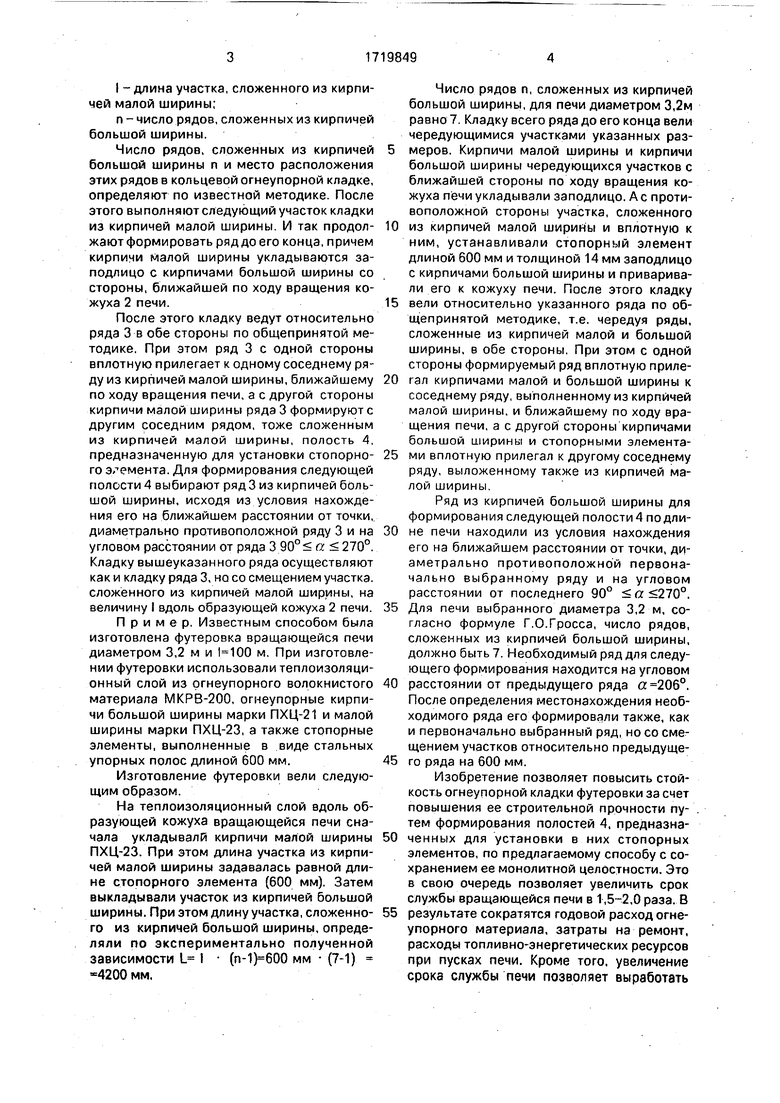
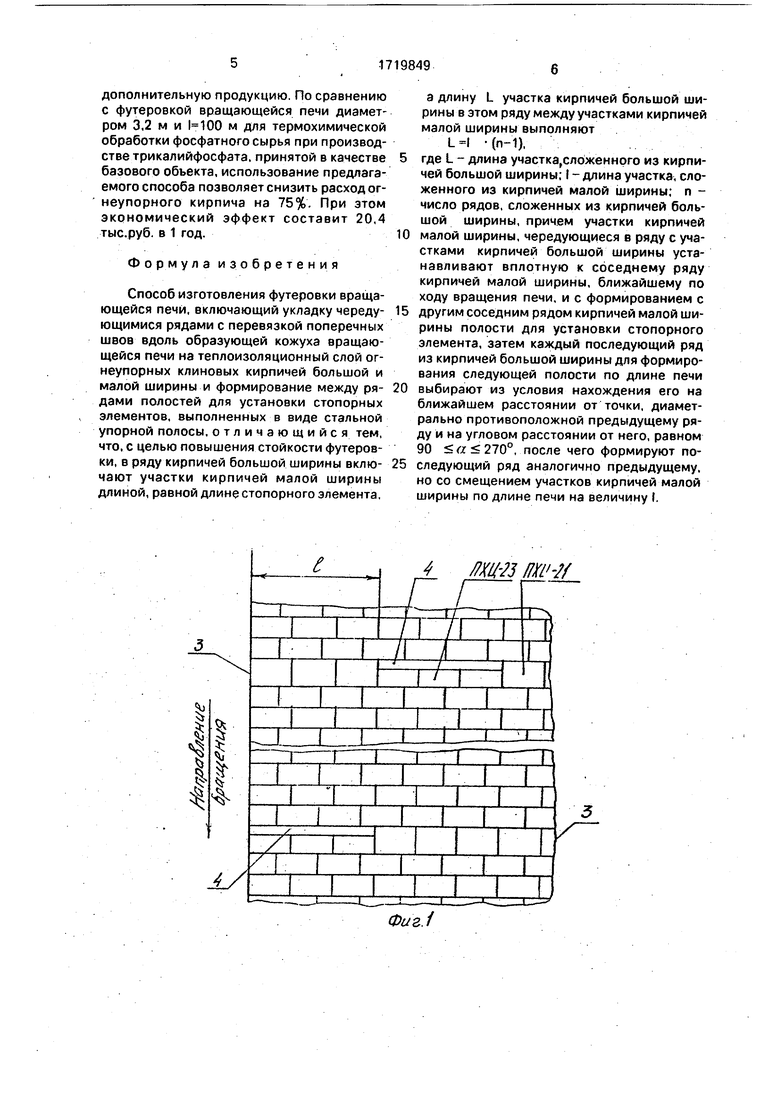
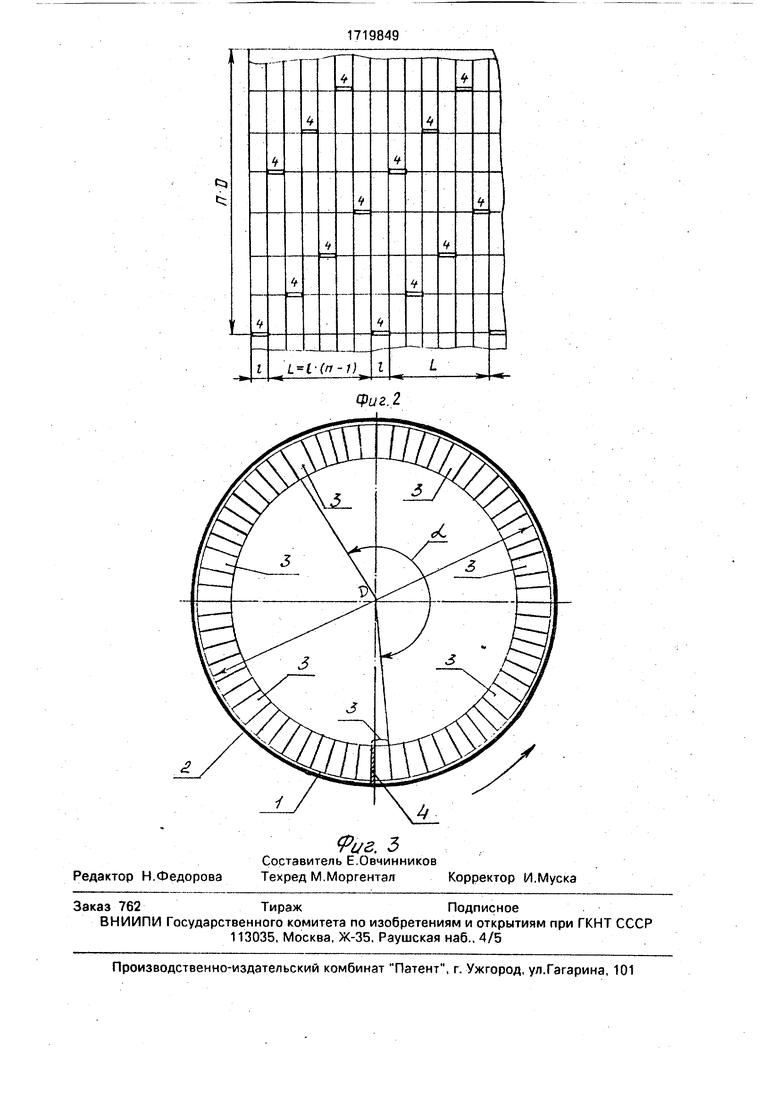
На фиг.1 показана схема укладки огнеупорных кирпичей в рядах; на фиг.2 - схема формирования полостей по длине футеровки; на фиг.З - футеровка в сборе, поперечный рарез.
Способ изготовления футеровки вращающейся печи реализуется следующим образом.
На теплоизоляционный слой 1 строго по образующей кожуха 2 вращающейся печи сначала укладывают ряд 3 кирпичей большой ширины, предназначенный для формирования полости 4, и формируют его чередующимися участками, сложенными из кирпичей малой и большой ширины. Ряд 3 укладывают, начиная с формирования участка из кирпичей малой ширины. Длину этого участка задают равной длине I, равной длине стопорного элемента. Затем выкладывают участок из кирпичей большой ширины. Длину участка, сложенного из кирпичей большой ширины, определяют по формуле
L t (п-1),
где L - длина участка, сложенного из кирпичей большой ширины;
О 00
4 Ю
I - длина участка, сложенного из кирпичей малой ширины;
п - число рядов, сложенных из кирпичей большой ширины.
Число рядов, сложенных из кирпичей большой ширины п и место расположения этих рядов в кольцевой огнеупорной кладке, определяют по известной методике. После этого выполняют следующий участок кладки из кирпичей малой ширины. И так продолжают формировать ряд до его конца, причем кирпичи малой ширины укладываются заподлицо с кирпичами большой ширины со стороны, ближайшей по ходу вращения кожуха 2 печи.
После этого кладку ведут относительно ряда 3 в обе стороны по общепринятой методике. При этом ряд 3 с одной стороны вплотную прилегает к одному соседнему ряду из кирпичей малой ширины, ближайшему по ходу вращения печи, а с другой стороны кирпичи малой ширины ряда 3 формируют с другим соседним рядом, тоже сложенным из кирпичей малой ширины, полость 4, предназначенную для установки стопорного элемента. Для формирования следующей полости 4 выбирают ряд 3 из кирпичей большой ширины, исходя из условия нахождения его на ближайшем расстоянии от точки,, диаметрально противоположной ряду 3 и на угловом расстоянии от ряда 3 90° а : 270°. Кладку вышеуказанного ряда осуществляют как и кладку ряда 3, но со смещением участка, сложённого из кирпичей малой ширины, на величину I вдоль образующей кожуха 2 печи.
Пример. Известным способом была изготовлена футеровка вращающейся печи диаметром 3,2 м и м. При изготовлении футеровки использовали теплоизоляционный слой из огнеупорного волокнистого материала МКРВ-200, огнеупорные кирпичи большой ширины марки ПХЦ-21 и малой ширины марки ПХЦ-23, а также стопорные элементы, выполненные в виде стальных упорных полос длиной 600 мм.
Изготовление футеровки вели следующим образом.
На теплоизоляционный слой вдоль образующей кожуха вращающейся печи сначала укладывали кирпичи малой ширины ПХЦ-23. При этом длина участка из кирпичей малой ширины задавалась равной длине стопорного элемента (600 мм). Затем выкладывали участок из кирпичей большой ширины. При этом длину участка, сложенного из кирпичей большой ширины, определяли по экспериментально полученной зависимости L I (п-1)600 мм (7-1) -4200мм,
Число рядов п, сложенных из кирпичей большой ширины, для печи диаметром 3,2м равно 7. Кладку всего ряда до его конца вели чередующимися участками указанных размеров. Кирпичи малой ширины и кирпичи большой ширины чередующихся участков с ближайшей стороны по ходу вращения кожуха печи укладывали заподлицо. Ас противоположной стороны участка, сложенного
из кирпичей малой ширины и вплотную к ним, устанавливали стопорный элемент длиной 600 мм и толщиной 14 мм заподлицо с кирпичами большой ширины и приваривали его к кожуху печи. После этого кладку
вели относительно указанного ряда по общепринятой методике, т.е. чередуя ряды, сложенные из кирпичей малой и большой ширины, в обе стороны. При этом с одной стороны формируемый ряд вплотную прилегал кирпичами малой и большой ширины к соседнему ряду, выполненному из кирпичей малой ширины, и ближайшему по ходу вращения печи, а с другой стороны кирпичами большой ширины и стопорными элементами вплотную прилегал к другому соседнему ряду, выложенному также из кирпичей малой ширины.
Ряд из кирпичей большой ширины для формирования следующей полости4 подлине печи находили из условия нахождения его на ближайшем расстоянии от точки, диаметрально противоположной первоначально выбранному ряду и на угловом расстоянии от последнего 90° .
Для печи выбранного диаметра 3,2 м, согласно формуле Г.О.Гросса, число рядов, сложенных из кирпичей большой ширины, должно быть 7. Необходимый ряд для следующего формирования находится на угловом
расстоянии от предыдущего ряда а 206°. После определения местонахождения необходимого ряда его формировали также, как и первоначально выбранный ряд, но со смещением участков относительно предыдущего ряда на 600 мм.
Изобретение позволяет повысить стойкость огнеупорной кладки футеровки за счет повышения ее строительной прочности путем формирования полостей 4, предказначенных для установки в них стопорных элементов, по предлагаемому способу с сохранением ее монолитной целостности. Это в свою очередь позволяет увеличить срок службы вращающейся печи в 1,5-2,0 раза. В
результате сократятся годовой расход огнеупорного материала, затраты на ремонт, расходы топливно-энергетических ресурсов при пусках печи. Кроме того, увеличение срока службы печи позволяет выработать
дополнительную продукцию. По сравнению с футеровкой вращающейся печи диаметром 3,2 м и м для термохимической обработки фосфатного сырья при производстве трикалийфосфата, принятой в качестве базового объекта, использование предлагаемого способа позволяет снизить расход огнеупорного кирпича на 75%. При этом экономический эффект составит 20,4 тыс.руб. в 1 год.
Формула изобретения
Способ изготовления футеровки вращающейся печи, включающий укладку череду- ющимися рядами с перевязкой поперечных швов вдоль образующей кожуха вращающейся печи на теплоизоляционный слой огнеупорных клиновых кирпичей большой и малой ширины и формирование между ря- дами полостей для установки стопорных элементов, выполненных в виде стальной упорной полосы, отличающийся тем, что, с целью повышения стойкости футеровки, в ряду кирпичей большой ширины вклю- чают участки кирпичей малой ширины длиной, равной длине стопорного элемента,
а длину L участка кирпичей большой ширины в этом ряду между участками кирпичей малой ширины выполняют
-(п-1),
где L - длина участка,сл6женнрго из кирпичей большой ширины; I -длина участка, сложенного из кирпичей малой ширины; п - число рядов, сложенных из кирпичей большой ширины, причем участки кирпичей малой ширины, чередующиеся в ряду с участками кирпичей большой ширины устанавливают вплотную к соседнему ряду кирпичей малой ширины, ближайшему по ходу вращения печи, и с формированием с другим соседним рядом кирпичей малой ширины полости для установки стопорного элемента, затем каждый последующий ряд из кирпичей большой ширины для формирования следующей полости по длине печи выбирают из условия нахождения его на ближайшем расстоянии от точки, диаметрально противоположной предыдущему ряду и на угловом расстоянии от него, равном 90 а 270°, после чего формируют последующий ряд аналогично предыдущему, но со смещением участков кирпичей малой ширины по длине печи на величину .
| название | год | авторы | номер документа |
|---|---|---|---|
| Вращающаяся печь | 1989 |
|
SU1733883A1 |
| Опорный элемент для выполнения кладки формованных материалов и способ футеровки с использованием опорного элемента | 2022 |
|
RU2794071C1 |
| СПОСОБ РЕМОНТА ОГНЕУПОРНОЙ КЛАДКИ ПЕЧЕЙ КОКСОВОЙ БАТАРЕИ | 2010 |
|
RU2480507C1 |
| ФУТЕРОВКА ШАХТНОЙ ПЕЧИ | 1997 |
|
RU2112185C1 |
| ФУТЕРОВКА ВРАЩАЮЩЕЙСЯ ПЕЧИ | 2014 |
|
RU2577662C1 |
| Способ автоматизированной огнеупорной футеровки печей и роботизированный комплекс для его осуществления | 2018 |
|
RU2700435C2 |
| СПОСОБ ФУТЕРОВКИ КАТОДНОГО УСТРОЙСТВА ЭЛЕКТРОЛИЗЕРА | 2015 |
|
RU2606374C1 |
| УСТРОЙСТВО ФУТЕРОВКИ ВАННЫ РУДНО-ТЕРМИЧЕСКОЙ ПЕЧИ | 2000 |
|
RU2194933C2 |
| Миксер для накопления жидкого чугуна | 2023 |
|
RU2810436C1 |
| ОГНЕУПОРНЫЙ КАМЕНЬ И МНОГОФУНКЦИОНАЛЬНАЯ ФУТЕРОВКА ДЛЯ МЕТАЛЛОАГРЕГАТОВ | 2000 |
|
RU2160655C1 |
Изобретение относится к вращающимся печам барабанного типа и может быть использовано в отраслях промышленности, применяющих высокотемпературный обжиг сыпучих материалов, в частности в химической промышленности. Цель изобретения - повышение стойкости футеровки вращающейся печи. Способ включает укладку чередующимися рядами вдоль образующей корпуса печи на теплоизоляционный слой огнеупорных клиновых кирпичей малой и большой ширины, формирование между рядами полостей для установки стопорных элементов. В ряд кирпичей большой ширины включают участки кирпичей малой ширины, длиной, равной длине стопорного элемента. Участки кирпичей малой ширины в ряду из кирпичей большой ширины устанавливаются вплотную к соседнему ряду, ближайшему по ходу вращения печи, а с другой стороны они формируют с другим соседним рядом полость для установки стопорного элемента. 3 ил. ел С
I t
Ј
4
I |4
Фиг.1
Фиг. 2
| Ходоров Е.И | |||
| Печи цементной промышленности Л.; Стройиздат, 1968, с.168-169 | |||
| Шубин В.И | |||
| Современная футеровка цементных вращающихся печей;обзор ВНИИ- ЭСМ, М., 1971.С.51-52. |
