Изобретение относится к области цветной металлургии, в частности к технологическому оборудованию для производства первичного алюминия электролизом.
Известен способ футеровки катодного устройства алюминиевого электролизера, включающий кладку из формованного огнеупорного и теплоизоляционного кирпича, монтаж подовой и бортовой футеровки. Для предотвращения проникновения расплава алюминия и электролита, ведущего к разрушению катодного устройства и сокращению срока службы электролизера, кирпичи укладывают с перевязкой швов по горизонтали и вертикали на величину 0,25-0,5 длины кирпича. Швы между кирпичами заполняют материалом на основе оксидов материалов, например глиноземом и/или оксидом кремния, крупностью 20-30 мкм (Патент RU №2149923, МПК C25C 3/08, 2000).
Недостатком такого способа футеровки является высокая стоимость материалов футеровки, высокие трудозатраты при монтаже электролизеров, отсутствие возможности повторного их использования, большая масса отработанных материалов, подлежащих утилизации или захоронению после службы в электролизерах.
Неудовлетворительные защитные свойства межкирпичных швов обусловлены тем, что тонкодисперсный неуплотненный материал между кирпичами имеет высокую открытую пористость, благодаря которой жидкофазные фторсодержащие компоненты за счет капиллярных сил быстро проникают через швы и взаимодействуют с материалом шва по всей его высоте. При этом оксид кремния не является барьером ни для алюминия, которым он легко восстанавливается, ни для фторидных расплавов, поскольку образующийся силикат натрия имеет низкую температуру солидуса и малую вязкость. Оксиды алюминия, в частности глинозем, устойчивы к расплавленному алюминию, но они взаимодействуют с фтористым натрием с увеличением объема (до 6,5 об.%), но в силу недостаточного уплотнения слоя из Al2O3 этого увеличения для герметизации межкирпичного шва недостаточно, тем более что в отсутствие кремния вязкость проникающих жидкофазных компонентов будет низка. Поэтому недостатком такого способа также является продвижение фронта пропитки вглубь цоколя с повреждением теплоизоляционных слоев.
Наиболее близким к заявляемому способу по технической сущности является способ футеровки катодного устройства электролизера для получения алюминия, включающий засыпку теплоизоляционного слоя, состоящего из неграфитированного углерода или порошка алюмосиликатного или глиноземистого состава, предварительно перемешанного с неграфитированным углеродом, в кожух катодного устройства, формирование огнеупорного слоя засыпкой порошка алюмосиликатного состава и его уплотнением вибропрессованием до получения кажущейся пористости не более 17%, установку подовых и бортовых блоков с последующей заделкой швов между ними холоднонабивной подовой массой (патент RU 2385972, МПК C25C 3/08, опубл. 10.04.2010 г.).
Недостатками такого способа футеровки являются пыление при монтаже электролизера неформованными материалами и высокая степень усадки теплоизоляционного материала, что обуславливает высокий коэффициент теплопроводности и тепловые потери через днище.
В основу изобретения положена задача разработки способа футеровки, снижающего пылевыделение при монтаже электролизеров для производства первичного алюминия и сокращающего энергозатраты при работе электролизера.
Техническим результатом изобретения является оптимизация теплофизических характеристик футеровочных материалов цоколя электролизера, сокращение массы образующихся отходов футеровочных материалов, подлежащих утилизации после демонтажа, минимизация пыления и повышение производительности монтажа цоколя электролизера.
Технический результат достигается тем, что в способе футеровки катодного устройства электролизера для получения алюминия, включающем загрузку теплоизоляционного слоя, состоящего из неграфитированного углерода, в кожух катодного устройства, формирование огнеупорного слоя засыпкой порошка алюмосиликатного состава и его уплотнение вибропрессованием, установку подовых и бортовых блоков с последующей заделкой швов между ними холоднонабивной подовой массой, теплоизоляционный материал, состоящий из неграфитированного углерода, помещают в кассетные модули и укладывают в цоколь электролизера по меньшей мере в один слой, а швы между ними пересыпают неграфитированным углеродом.
Предлагаемый способ дополняют частные отличительные признаки, способствующие достижению указанного технического результата.
Длина кассетных модулей может составлять половину ширины катодного устройства, а ширина - половину длины кассетных модулей. В качестве материала для кассетных модулей могут использовать полипропилен. Для укладки кассетных модулей могут использовать траверсу с шестью точками подвеса кассетного модуля.
Сопоставительный анализ признаков заявляемого решения и признаков аналога и прототипа свидетельствует о соответствии решения критерию «новизна».
Уплотнение огнеупорного слоя неизбежно приводит к уплотнению всего массива, что отрицательно сказывается на теплофизических свойствах нижнего теплоизоляционного слоя - его коэффициент теплопроводности повышается. При этом верхние слои огнеупорного (барьерного) материала уплотняются недостаточно, что снижает их химическую стойкость. Укладка теплоизоляционного материала в кассетные модули способствует повышению жесткости теплоизоляционных слоев, снижению относительной усадки этих слоев при сохранении высокой пористости и, как следствие, низкого коэффициента теплопроводности.
Предлагаемые параметры являются оптимальными. Если длина кассетных модулей будет больше половины ширины катодного устройства без ширины бровки, то возникают проблемы транспортировки слишком длинных кассет с рисками их повреждений. Если длина кассетных модулей будет меньше заявленной, то растут трудозатраты на их монтаж и стоимость затрат на оболочки кассет. Если ширина кассетных модулей будет больше заявленной, то возникают проблемы неравномерного распределения теплоизоляционного материала (неграфитированного углерода). Если ширина кассетных модулей будет меньше заявленной, то растут трудозатраты и снижается эффективность применения кассетных модулей.
Основные преимущества полипропилена заключаются в том, что он имеет высокую прочность, высокую экологичность (не имеет запаха, не токсичен при нагревании), а специализированная стабилизирующая УФ-добавка помогает сохранять все физико-химические показатели упаковки при хранении продукции под открытым небом.
Экспериментальные исследования процесса уплотнения и поведение уплотняемого материала проводились с использованием лабораторного стенда, который состоял из емкости прямоугольного сечения для размещения материала и вибрационного устройства для его уплотнения. В ходе проведения экспериментов теплоизоляционный материал - полукокс бурого угля (ПБУ) засыпался в кассетные модули и укладывался в шахту стенда при помощи траверсы с шестью точками подвеса кассетного модуля. Швы между ними пересыпали неграфитированным углеродом. Поверх теплоизоляционного слоя производилась засыпка и выравнивание огнеупорного слоя, представленного сухой барьерной смесью (СБС). Поверх выровненного слоя СБС укладывалась полиэтиленовая пленка, на которой размещался замыкающий упругий элемент, состоящий из стальной пластины толщиной 2.5 мм в сочетании с резиновой конвейерной лентой толщиной 14 мм. Далее на упругий замыкающий элемент устанавливался локальный блок вибрационной установки ВПУ и осуществлялось уплотнение подготовленного массива. После уплотнения производился демонтаж стенда и измерение коэффициентов теплопроводности прибором МИТ-1 футеровочных слоев. В таблице представлены полученные результаты.
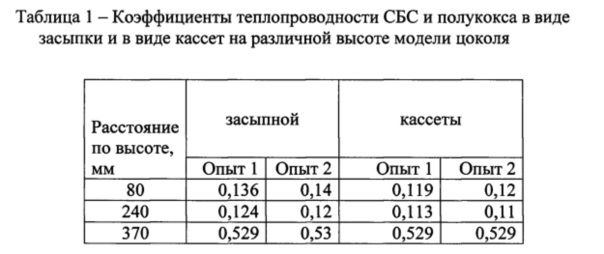
Как видно из представленных результатов, коэффициент теплопроводности теплоизоляционного материала, упакованного в кассеты, ниже, чем соответствующая величина для засыпного материала, на 16%. Применение кассетных модулей обеспечивает не только отсутствие пыления, но повышает жесткость теплоизоляционного слоя при более низких значениях коэффициента теплопроводности.
Таким образом, наличие кассетных модулей из полипропилена способствовало достижению заявленного технического результата.
Сущность изобретения поясняется следующим графическим материалом. На фиг. 1 представлены результаты измерений коэффициентов теплопроводности материалов в различных по высоте местах элемента цоколя электролизера. Видно, что использование кассетных модулей для теплоизоляционного материала обеспечивает более низкий коэффициент теплопроводности нижних теплоизоляционных слоев.
Опытно-промышленные испытания технологии монтажа кассетными модулями проводились на ОАО «РУСАЛ Саяногорск» в цехе капитального ремонта на участке спецмонтажных и футеровочных работ. Монтаж проводился с использованием полукокса, упакованного в кассетные модули, укладка которых в цоколь электролизера осуществлялась при помощи траверсы в один слой. При этом укладка производилась в два ряда с обеспечением плотного прилегания кассетных модулей друг к другу и к стенкам кирпичной кладки. Образовавшиеся швы между кассетными модулями и пространство между кассетными модулями и кирпичной кладкой венца пересыпались полукоксом бурых углей.
Предлагаемый способ футеровки катодного устройства электролизера для получения алюминия по сравнению с прототипом позволяет снизить пылевыделение при монтаже электролизеров неформованными материалами, сократить энергозатраты при работе электролизера за счет оптимизации теплофизических характеристик футеровочных материалов цоколя электролизера и сократить массу образующихся отходов футеровочных материалов, подлежащих утилизации после демонтажа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФУТЕРОВКИ КАТОДНОГО УСТРОЙСТВА ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 2008 |
|
RU2385972C1 |
| СПОСОБ ФУТЕРОВКИ КАТОДНОГО УСТРОЙСТВА ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 2015 |
|
RU2593247C1 |
| СПОСОБ ФУТЕРОВКИ КАТОДНОГО УСТРОЙСТВА ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ ПЕРВИЧНОГО АЛЮМИНИЯ (ВАРИАНТЫ) | 2015 |
|
RU2614357C2 |
| СПОСОБ ФУТЕРОВКИ КАТОДА ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ ПЕРВИЧНОГО АЛЮМИНИЯ | 2016 |
|
RU2621197C1 |
| СПОСОБ РЕЦИКЛИНГА ФУТЕРОВОЧНОГО МАТЕРИАЛА КАТОДНОГО УСТРОЙСТВА ЭЛЕКТРОЛИЗЕРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2727377C1 |
| СПОСОБ ФУТЕРОВКИ КАТОДНОГО УСТРОЙСТВА ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 2020 |
|
RU2754560C1 |
| Способ формирования футеровочных слоев в катодном кожухе алюминиевых электролизеров и устройство для его осуществления | 2017 |
|
RU2667270C1 |
| СПОСОБ ПОДГОТОВКИ РЕЦИКЛИНГА НЕФОРМОВАННОГО ФУТЕРОВОЧНОГО МАТЕРИАЛА ИЗ КАТОДНОГО УСТРОЙСТВА ЭЛЕКТРОЛИЗЕРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2804973C1 |
| КАТОДНАЯ ФУТЕРОВКА ЭЛЕКТРОЛИЗЕРА ПРОИЗВОДСТВА ПЕРВИЧНОГО АЛЮМИНИЯ | 2015 |
|
RU2608942C1 |
| ФУТЕРОВКА КАТОДНОГО УСТРОЙСТВА ЭЛЕКТРОЛИЗЕРА ДЛЯ ПРОИЗВОДСТВА ПЕРВИЧНОГО АЛЮМИНИЯ | 2006 |
|
RU2318921C1 |

Изобретение относится к способу футеровки катодного устройства электролизера для производства первичного алюминия электролизом. Способ включает загрузку теплоизоляционного слоя, состоящего из неграфитированного углерода, в кожух катодного устройства, формирование огнеупорного слоя засыпкой порошка алюмосиликатного состава и его уплотнение вибропрессованием, установку подовых и бортовых блоков с последующей заделкой швов между ними холоднонабивной подовой массой. Теплоизоляционный материал, состоящий из неграфитированного углерода, помещают в кассетные модули и укладывают в цоколь электролизера по меньшей мере в один слой, а швы между ними пересыпают неграфитированным углеродом. Обеспечивается сокращение пылевыделения при монтаже катодного устройства, снижение энергозатрат при работе электролизера за счет оптимизации теплофизических характеристик футеровочных материалов цоколя электролизера. 3 з.п. ф-лы, 1 ил., 1 табл.
1. Способ футеровки катодного устройства электролизера для получения алюминия, включающий загрузку в кожух катодного устройства теплоизоляционного слоя цоколя электролизера, состоящего из неграфитированного углерода, формирование огнеупорного слоя засыпкой порошка алюмосиликатного состава и его уплотнение вибропрессованием, установку подовых и бортовых блоков с последующей заделкой швов между ними холоднонабивной подовой массой, отличающийся тем, что упомянутый теплоизоляционный материал помещают в кассетные модули и укладывают цоколь электролизера по меньшей мере из одного слоя упомянутых кассетных модулей, а швы между ними пересыпают неграфитированным углеродом.
2. Способ по п. 1, отличающийся тем, что длина кассетных модулей составляет половину ширины катодного устройства, а их ширина составляет половину длины кассетных модулей.
3. Способ по п. 1, отличающийся тем, что в качестве материала кассетных модулей используют полипропилен.
4. Способ по п. 1, отличающийся тем, что для укладки кассетных модулей используют траверсу с шестью точками подвеса кассетного модуля.
| СПОСОБ ФУТЕРОВКИ КАТОДНОГО УСТРОЙСТВА ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 2008 |
|
RU2385972C1 |
| Футеровка катодного устройства алюминиевого электролизера | 1983 |
|
SU1183564A1 |
| СПОСОБ ФОРМИРОВАНИЯ БЕСШОВНЫХ ФУТЕРОВОЧНЫХ СЛОЕВ В АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2296819C1 |
| КАТОДНАЯ ФУТЕРОВКА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2004 |
|
RU2266983C1 |
| СПОСОБ МОНТАЖА БОКОВОЙ ФУТЕРОВКИ КАТОДНОГО УСТРОЙСТВА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2003 |
|
RU2270887C2 |
| US 6258224 B1, 10.07.2001 | |||
| CN 1928161 A, 14.03.2007. | |||

