Изобретение относится к обработке металлов давлением, в частности к способам изготовления лезвий клинообразных режущих инструментов методом пластического деформирования в ультразвуковом поле, и может быть использовано для изготовления лезвий хирургических скальпелей.
Цель изобретения - увеличение технологичности процесса формообразования лезвий режущих инструментов, преимущественно с криволинейной в плане кромкой, и повышение качества изделий.
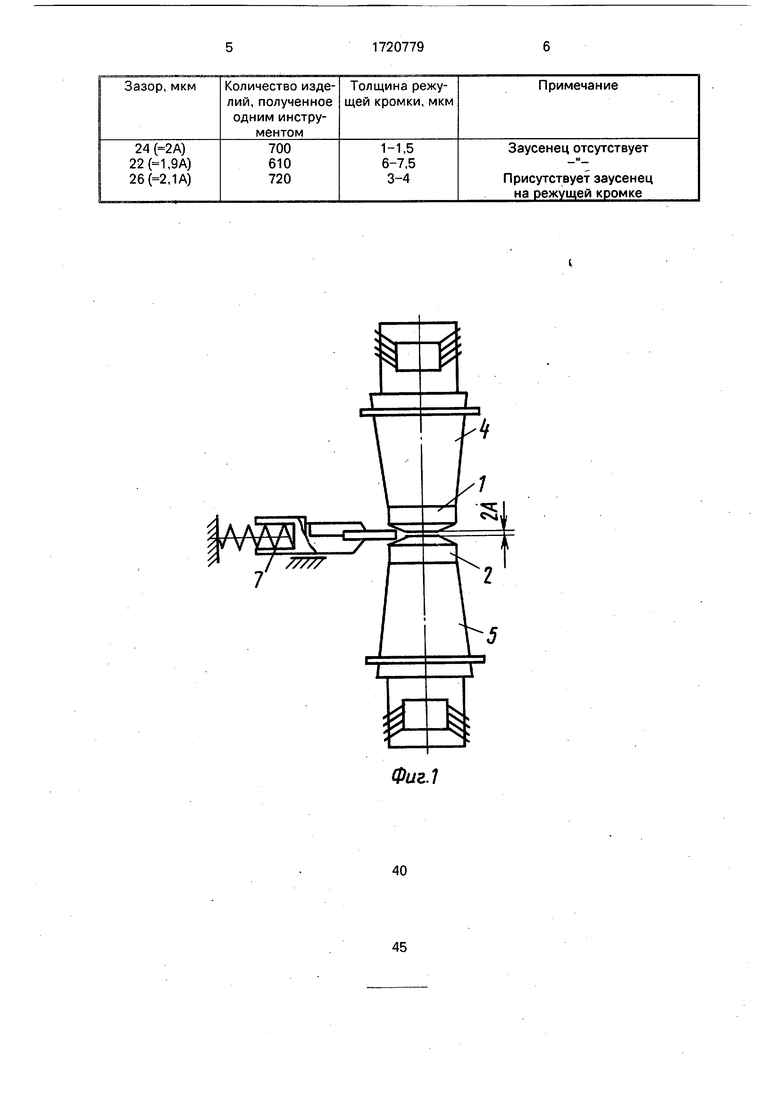
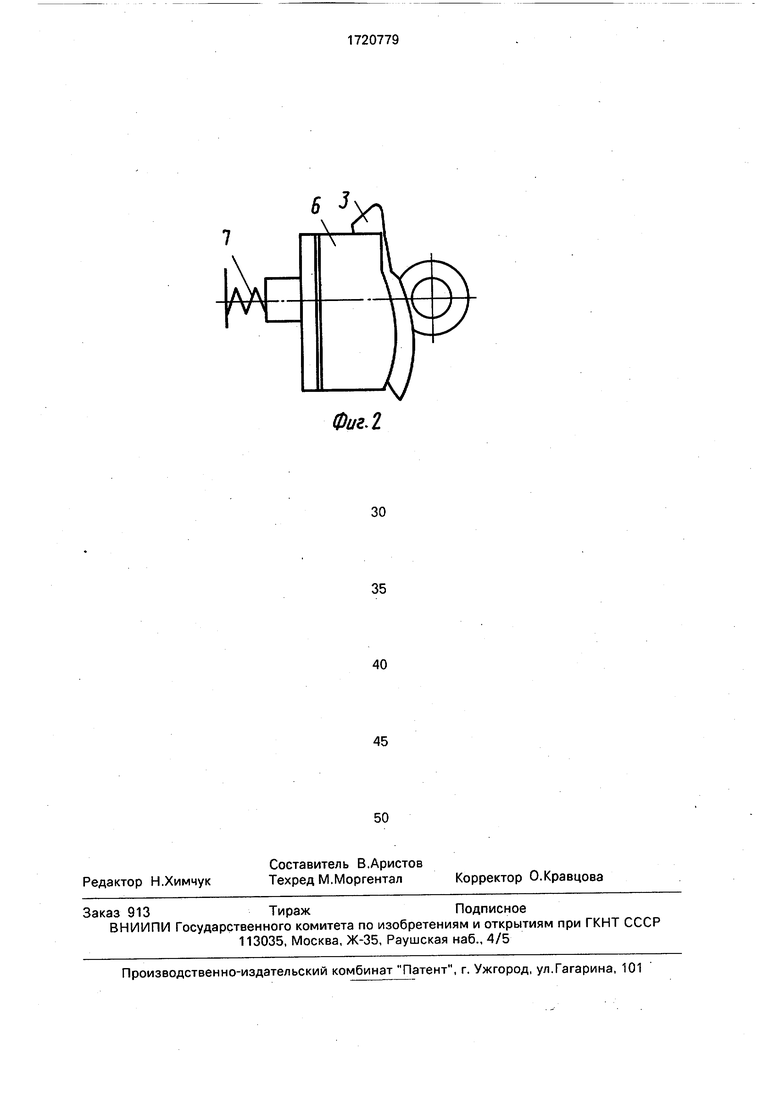
На фиг. 1 изображена схема устройства для осуществления способа, вид сбоку; на фиг. 2 - то же, вид в плане.
Рабочие поверхности бойков 1 и 2 выполнены коническими и образуют между собой угол, соответствующий углу клина, формируемого на заготовке 3. Бойки 1 и 2 связаны соответственно с источниками 4 и 5 возбуждения ультразвуковых колебаний. Держатель 6 под воздействием пружины 7 сообщает заготовке 3 усилие подпора, направленное перпендикулярно оси бойков 1 и 2. Кроме того, держатель 6 связан с механизмом перемещения заготовки 3 вдоль
VI
Ю О vl VI О
очага деформации (не показан). Бойки 1 и 2 установлены с зазором 2А, равным двойной амплитуде ультразвуковых колебаний, возбуждаемых источниками 4 и 5.
Способ осуществляется следующим об- разом.
Заготовку 3 устанавливают в держателе 6 и подают в исходное положение между коническими рабочими поверхностями бойков 1 и 2. Держатель 6 подпирают пружиной 7, передающей заготовке статическое торцовое усилие, направленное в сторону схода конических поверхностей бойков. Затем включают источники 4 и 5, сообщающие заготовке 3 ультразвуковые колебания через бойки 1 и 2, и одновременно приводят в действие механизм перемещения заготовки вдоль очага деформации. Под совместным воздействием статического усилия пружины 7 ультразвуковых колебаний от источни- ков 4 и 5 и перемещения заготовки 3 вдоль очага деформации происходит формирование на всем протяжении кромки последней лезвия клинообразного сечения, угол при вершине которого соответствует углу между образующими конических поверхностей бойков 1 и 2. При этом обеспечивается преобладающее течение металла заготовки к острию формируемого лезвия.
Наличие между бойками 1 и 2 рабочего зазора, равного удвоенной величине амплитуды ультразвуковых колебаний, сообщаемых через бойки заготовке 3, препятствует затеканию металла в нерабочую зону.
Величина статического торцового уси- лия подбирается экспериментально и позволяет регулировать положение заготовки по отношению к формообразущему клину бойков при колебаниях размеров заготовки и отклонениях истинной криволинейной траектории от требуемой в механизме перемещения заготовки.
Пример 1. Формируют клин на кромке лезвия скальпеля из стали 65X13. Толщина заготовки 0,4 мм, ультразвуковые колебания амплитудой 12 мкм и частотой 18,3 кГц сообщаются бойкам магнитострик- ционными преобразователями ПМС 16А- 18. Рабочие бойки выставляют с зазором 24 мкм. На заготовку воздействуют торцовым усилием порядка 50 Н. Статическая нагрузка, сообщаемая бойкам, 30 кг. Получают четко сформированный клин с режущей ром- кой 1-1,5 мкм.
Пример 2 (сравнительный). Формируют клин на кромке заготовки лезвия хирургического скальпеля. Деформируемые бойки устанавливают без зазора. Остальные параметры аналогичны параметрам, приведенным в примере 1. Получается клин с недоформированной режущей кромкой, так как металл не заполняет полностью формообразующий калибр, который образуют рабочие поверхности бойков.
Пример 3 (сравнительный). Формируют клин на кромке заготовки лезвия хирургического скальпеля. Деформирующие бойки выставляют с зазором большим, чем удвоенная амплитуда ультразвука, сообщаемого на инструмент 35 мкм. Остальные параметры, аналогичны приведенным в примере 1. Полученное изделие имеет заусенец на режущей кромке.
Результаты испытаний приведены в таблице.
Предлагаемый способ позволит применить пластическое деформирование с наложением ультразвука для изготовления лезвий хирургических скальпелей и повысить тем самым технологичность процесса изготовления этих изделий.
Формула изобретения
Способ изготовления плоских изделий путем пластического деформирования заготовки между скошенными рабочими поверхностями оппозитно расположенных с зазором бойков при воздействии на нее статического усилия подпора,направленного в сторону вершины угла, образованного скошенными рабочими поверхностями бойков, включающий воздействие на очаг деформации через бойки ультразвуковыми колебаниями, отличающийся тем, что, с целью увеличения технологичности процесса формообразования лезвий режущих инструментов преимущественно с криволинейной в плане кромкой и повышения качества изделий, в процессе деформирования заготовке сообщают перемещение в поперечном приложению статического усилия подпора направлении, а величину зазора между бойками выдерживают на протяжении всего цикла деформирования на уровне двойной амплитуды ультразвуковых колебаний.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕЗВИЙ СКАЛЬПЕЛЕЙ | 1990 |
|
RU2025189C1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЖУЩЕЙ КРОМКИ НА ПЛОСКИХ ИЗДЕЛИЯХ | 1989 |
|
RU2050222C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕЗВИЯ РЕЖУЩЕГО ИНСТРУМЕНТА И ЗАГОТОВКА ЛЕЗВИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2001 |
|
RU2211742C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕЗВИЯ РЕЖУЩЕГО ИНСТРУМЕНТА, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И БОЕК, ИСПОЛЬЗУЕМЫЙ В ЭТОМ УСТРОЙСТВЕ | 2005 |
|
RU2286227C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАКРУГЛЕННОЙ КРОМКИ ДЕТАЛИ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И БОЕК, ИСПОЛЬЗУЕМЫЙ В ЭТОМ УСТРОЙСТВЕ | 2008 |
|
RU2373018C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ И УПРОЧНЕНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ СТАТИКО-ИМПУЛЬСНЫМ РАСКАТЫВАНИЕМ | 2005 |
|
RU2286237C1 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СТАТИКО-ИМПУЛЬСНЫМ РАСКАТЫВАНИЕМ | 2005 |
|
RU2279961C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩИХ ИНСТРУМЕНТОВ | 1995 |
|
RU2087238C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ | 2006 |
|
RU2319597C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ ЛИСТОВЫХ ЗАГОТОВОК И АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2004 |
|
RU2269392C1 |
Изобретение относится к обработке металлов давлением и, в частности, к способам изготовления лезвий клинообразных режущих инструментов путем пластического деформирования в ультразвуковом поле, например лезвий хирургических скальпелей. Цель изобретения - увеличение технологичности процесса формообразования лезвий и повышение качества изделий. Заготовку, установленную в подпружиненном держателе, размещают между коническими рабочими поверхнрстями бойков. От источников через бойки на заготовку передают ультразвуковые колебания. При этом заготовку перемещают вдоль очага деформации с помощью специального механизма. Под воздействием статического усилия пружины ультразвуковых, колебаний бойков и продольного перемещения заготовки на ее кромке формируется лезвие клинообразного сечения. В течение всего цикла между бойками поддерживают зазор, соответствующий двойной амплитуде ультразвуковых колебаний. Способ позволяет достичь преобладающего течения металла к вершине клина и тем самым обеспечить четкое формирование острия лезвия с криволинейной в плане кромкой по всей его длине. 2 ил., 1 табл. w Ё
Фиг.1
7
Фиг. 2
| Устройство для получения плющеной ленты | 1978 |
|
SU1088854A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
