Изобретение относится к способу химико-термической обработки и может быть использовано для повышения эксплуатационной стойкости изделий из углеродистых сталей.
Известен способ борирования стальных деталей, включающий в себя приготовление насыщающей шихты, содержащей борсодержащий компонент и активатор фтористый натрий, упаковку деталей в тигле и термообработку [патент РФ №2477337 от 10.03.2013. Способ получения боридных покрытий из борной кислоты / Корнопольцев В.Н.]. В качестве борсодержащего компонента используют 20-40 мас. % обезвоженной композиционной смеси на основе борной кислоты в виде гранул, которые получают путем приготовления смеси, содержащей 70-74 мас. % Н3ВО3, 24-28 мас. % Аl и 2 мас. % NaF, обезвоживания со спеканием полученной смеси и дробления спекшейся композиционной смеси до гранул размером до 2 мм. Обезвоженная борная кислота, являющаяся источником бора при борировании, восстанавливается в процессе термообработки в гранулах. Насыщающая шихта дополнительно содержит разделительную добавку, в качестве которой используют инертные порошки в виде окиси алюминия или окиси магния, или отработанные составы для борирования. Насыщающая шихта дополнительно содержит фтористый натрий NaF 2 мас. %. Термообработку проводят при температуре 800-950°С в течение 3-5 часов. Уменьшается стоимость и время борирования, а также обеспечивается дополнительная регулировка свойств и толщины получаемых покрытий, что позволяет получать качественные покрытия с заданными характеристиками. Недостатком способа является сложная методика приготовления борсодержащей смеси и высокая продолжительность термообработки.
Известен способ борирования углеродистой стали, который включает предварительную обработку и борирование [патент РФ №2293789 от 20.02.2007. Способ борирования углеродистой стали / Сизов И.Г., Прусаков Б.А., Новакова А.А., Корнилова А.А.]. Предварительную обработку проводят электронным пучком в вакууме (Р=2×10-3 Па) в течение 30 с при удельной мощности (4÷5)×104 Вт/см2. Борирование осуществляют при температуре 940°С в течение 3 часов в контейнере с плавким затвором с насыщающей смесью, состоящей из 97% В4С и 3% KBF4. Техническим результатом изобретения является разработка технологии борирования, направленной на поверхностное упрочнение инструментов, снижение хрупкости боридного слоя, увеличение толщины слоя и снижение напряжений в боридной зоне. Недостатком данного способа является высокая хрупкость боридного слоя, который выкрашивается даже при приготовлении шлифа. Кроме того, способ содержит операции в виде предварительной обработки электронным пучком в вакууме, что усложняет способ борирования.
Известен способ приготовления порошкообразного состава для борирования стальных изделий, который содержит следующие компоненты, мас. %: карбид бора 45-65, фтористый натрий 5-8, высокоглиноземистый коррозионно-стойкий цемент на основе алюминатов кальция ВГКЦ-75-0,5 30-35, древесный угольный карбюризатор 8-12. Борирование стальных конструкций осуществляется при многократном использовании насыщающей смеси в герметичном контейнере [патент РФ №2413034 от 27.02.2011. Порошкообразный состав для борирования стальных изделий / Игонин В.А., Игонин А.И., Соколов Владимир О., Резник Е.А.]. Основными недостатками известных составов, является необходимость герметизации контейнеров с борируемыми деталями, недостаточная скорость насыщения и снижение насыщающей способности смеси.
Известен способ борирования поверхностных слоев углеродистой стали, основанный на нанесении борсодержащей обмазки и индукционном воздействии, при этом борсодержащая обмазка содержит 75 мас. % борной кислоты и 25 мас. % порошка железа; на 1,5 г смеси борной кислоты и порошка железа добавляют 1 мл гидроксида аммония, 0,32 г угля и 1 мл разбавленного водой жидкого стекла и осуществляют активацию диффузионных процессов воздействием индукционных токов в индукционной печи при 1000°С и времени выдержки 5 минут [патент РФ №2693416 от 20.08.2018. Способ борирования поверхностных слоев углеродистой стали при помощи индукционного воздействия / Шевчук Е.П.] - прототип. Недостатком способа является сложная методика приготовления борсодержащей смеси и высокая продолжительность термообработки.
Изобретение направлено на решение проблемы повышения качества покрытий путем формирования диффузионной зоны на границе раздела покрытие - подложка и повышение производительности процесса формирования покрытия.
Технический результат заключается в использовании борсодержащей обмазки (шихты) и нагрева упомянутой подложки с обмазкой, где для повышения качества борированного приповерхностного слоя путем формирования обширной диффузионной зоны и повышения производительности процесса, наносят борсодержащую обмазку, содержащую 50 мас. % аммонийной соли 2-моноэтаноламина и борной кислоты и 50 мас. % порошка сажи, а нагрев проводят при температуре 950-1325°C с выдержкой 4,5-9,5 мин.
Для достижения технической проблемы и заявляемого результата на поверхность подложки наносится обмазка, вступающая под действием высокотемпературного воздействия с материалом подложки в экзотермическую химическую реакцию с образованием химических соединений, обладающих нужным набором физико-механических свойств. Реализацию химических реакций и формирование диффузионной зоны осуществляют интенсивным тепловыделением в поверхностном слое упрочняемой марки 9ХС с борсодержащей обмазкой.
Конструкционная прочность часто зависит от состояния материала в поверхностных слоях детали. В результате применения этого метода увеличивается твердость поверхностных слоев изделия с одновременным повышением сопротивления истиранию и предела выносливости.
В основу метода положено явление активации диффузионных процессов элементов борсодержащей обмазки в ходе интенсивного тепловыделения в поверхностном слое металла марки 9ХС - инструментальной легированной для изготовления ответственных деталей с повышенными усталостной прочностью при кручении/ изгибе/ контактном нагружении, износостойкостью, упругими свойствами, предназначенную для изготовления сверл и других изделий для холодных работ: фрезы, гребенок, плашек, метчиков. Разработанный способ борирования поверхностных слоев углеродистой стали поясняется фиг. 1-3, где:
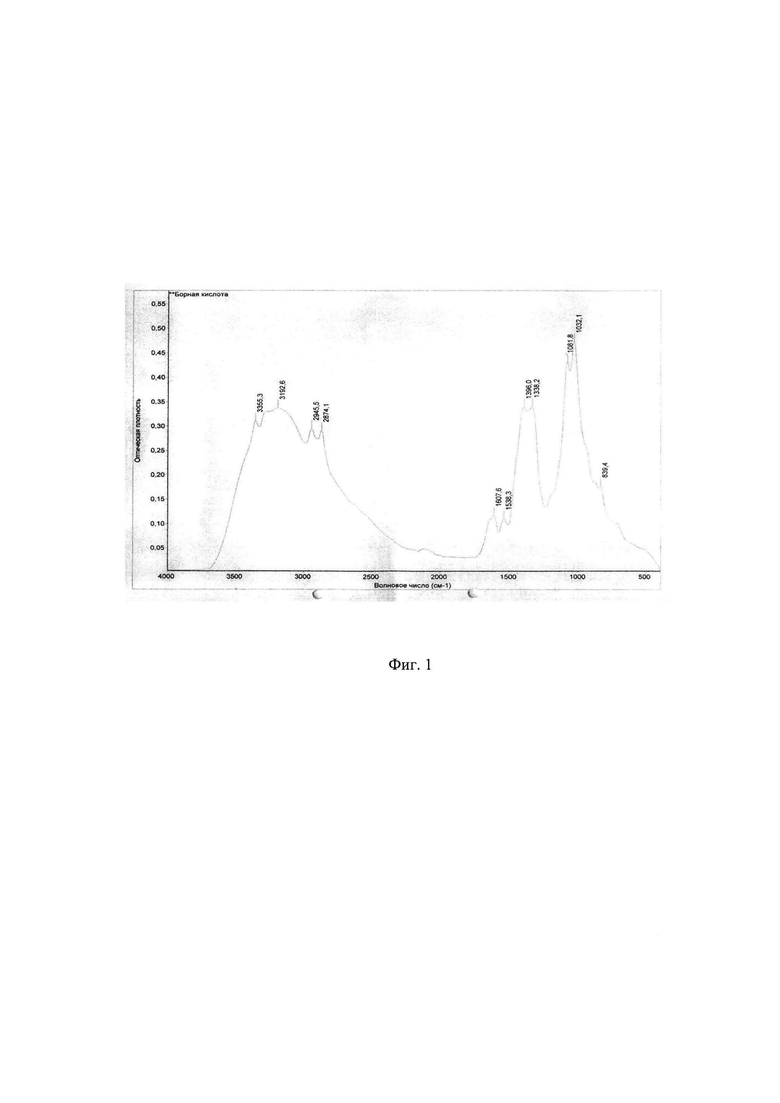
фиг. 1 - инфракрасный спектр синтезированной соли Н2ВО3-H3N+CH2CH2OH,
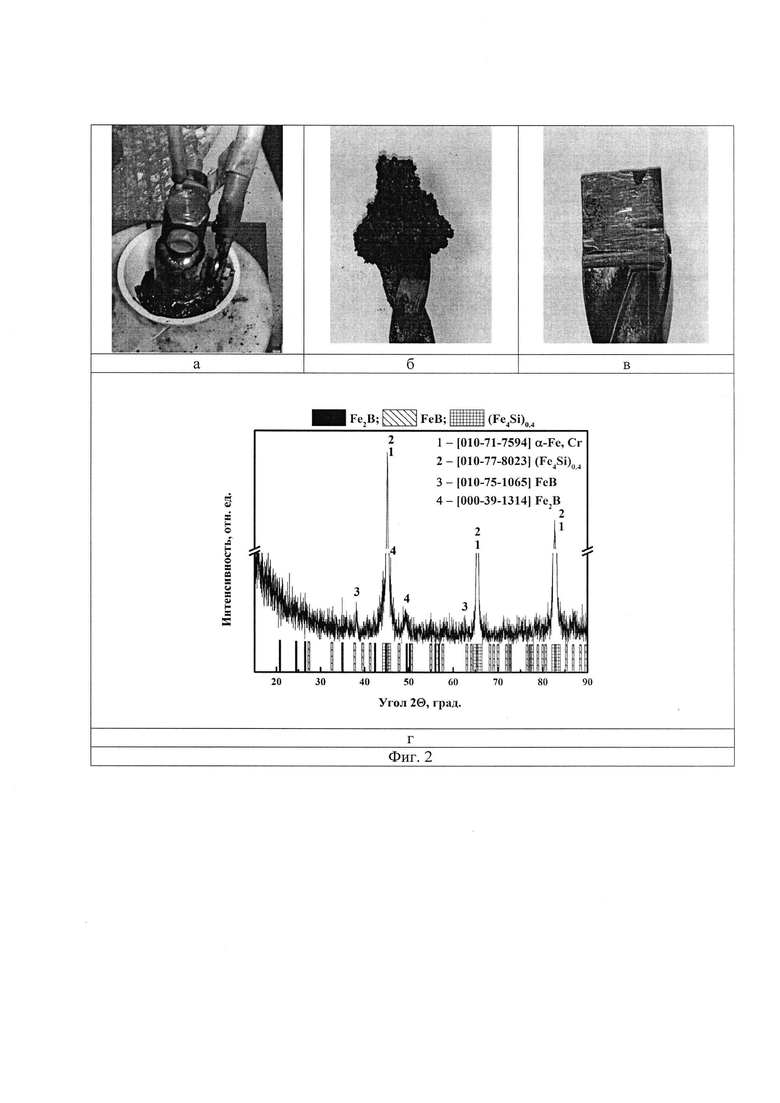
фиг. 2 - ячейка борирования (2а), сверло + обмазка (2б), стандарт для определения твердости (2в), рентгенофазовый анализ (РФА) стандарта (2г),
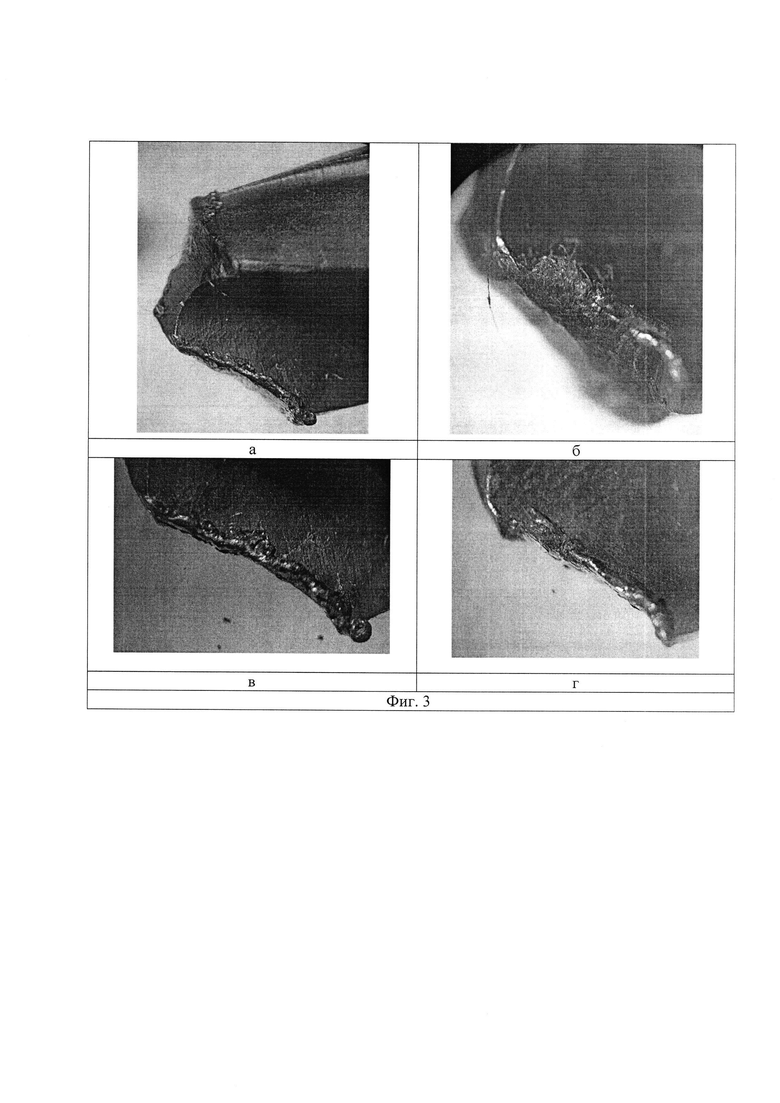
фиг. 3 - пример износа сверла исходного (3а, 3в), сверла борированного (3б, 3в).
Примеры конкретного выполнения
Пример 1. Синтез аммонийной соли 2-моноэтаноламина и борной кислоты.
Смешение 2-моноэтаноламина - МЭА по СТП ТУ КОМП 2-198-10, борной кислоты Н3ВО3 по ГОСТ 18704-78 и дистиллированной воды в качестве растворителя проводили в мольном соотношении 1:1:1 в литровой колбе при нагревании до температуры 85-95°С. Стабилизацию смеси осуществляли путем ее выдержки в течение не менее 2 часов с последующим удалением воды на ротационном испарителе при подъеме температуры до 95-100°С. Затем полученную вязкую массу аммонийной соли 2-аминоэтанола и борной кислоты переносили в отдельную емкость. Элементный анализ синтезированной аммонийной соли и ИК - спектр подтверждают образование соединения Н2ВО3-H3N+CH2CH2OH, табл. 1, фиг. 1.

Основные полосы поглощения: 2945,5 см-1 - асимметричные, 2874,1 см-1 - симметричные валентные колебания СН2-групп; 1538,3 и 1396,0 см-1 - анион сложноэфирной группы - В(O)O-, 3400-3200 см-1 - катион -NH3+ - группы.
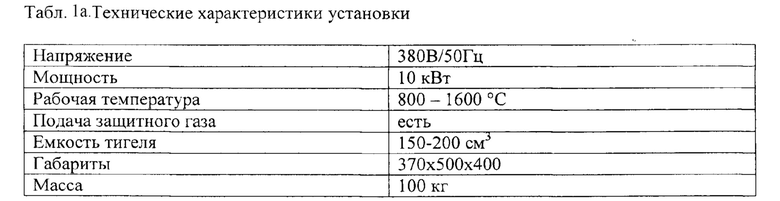
Пример 2. На стальное сверло №1 (наконечник) из стали 9ХС наносили слой обмазки, состоящей из смеси основных компонент в соотношении 50% аммонийной соли МЭА+Н3ВО3 и 50% сажи Т-900 по ГОСТ 7885-86 (Углерод технический для производства резины). Обмазку готовили следующим образом: на 1,5 г соли добавляли 1,5 г сажи. Обмазку наносили на сверло из стали 9ХС, подсушивали и помещали в реактор, характеристики которого приведены в табл. 1а. Осуществляли медленный нагрев до 900°С в течение 5-7 минут и выдержку при этой температуре 5±0,5 минут. Проводили борирование при 950±30°С в течение 4,5±0,5 минут. В ходе нагрева образца с обмазкой аммонийная соль разлагается на аммиак и далее на азот и водород, выполняющих роль переносчика бора, а также на борную кислоту и далее на оксид бора, который при взаимодействии с сажей образует бор. Последний диффундирует в глубину структуры стального образца, формируя обширную диффузионную зону, содержащую бориды железа FeB и Fe2B.
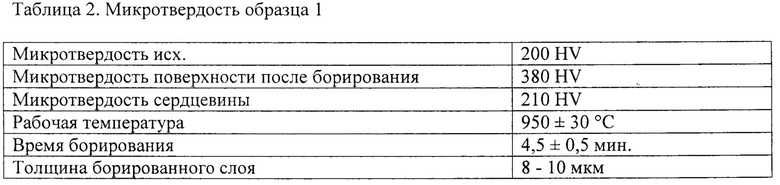
После борирования образцы разрезали, измеряли микротвердость на микротвердомере ПМТ-3 как на борированной поверхности, так и по сечению образца, анализировали структуру и рентгенограмму. Результаты измерения приведены в табл. 2 и на фиг. 2.
Рентгенофазовый анализ (РФА) проводился на дифрактометре ARL X'TRA "Thermo Fisher Scientific" (Швейцария) методом рентгеновской дифракции в излучении Cu-Kα (длина волны λ=0,154178 нм) с интервалом углов рассеяния от 5 до 90° в автоматическом режиме при скорости съемки 2°/мин. При работе использовались напряжение 40 кВ и электрический ток в 40 мА. Фазовый анализ покрытий образцов выполнен в программном комплексе PDXL с использованием базы данных ICDD.
Из анализа рентгенограммы (фиг. 2г) следует, что в структуре поверхностного слоя присутствуют незначительные количества фаз FeB и Fe2B, распределенных в диффузионной зоне.
Примеры 3-12. На стальные образцы из стали 9ХС наносили слой обмазки согласно примеру 2. Режимы проведения борирования и микротвердость поверхностного слоя приведены в табл. 3. После борирования образцы отрезали и измеряли микротвердость как на борированной поверхности, так и по сечению образца.
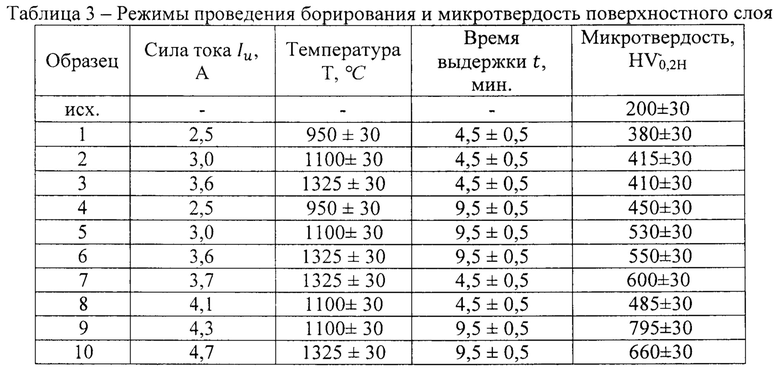
Как видно из табл. 3, максимальной микротвердостью обладают слои, полученные при более высокой температуре и времени выдержки, по сравнению с первоначальной микротвердостью исходного материала. Такое различие в микротвердости обусловлено диффузионным перераспределением боридов железа в приповерхностном слое и синтезом различных соединений бора с железом. В среднем микротвердость после термической обработки увеличилась примерно в 3 раза от первоначального значения.
При борировании углеродистых сталей упрочненный слой состоит из орторомбического борида FeB и тетрагонального борида Fe2B, образующих столбчатые кристаллы. Известно, что углерод в углеродистых сталях при борировании ведет себя одинаково. В сталях исследуемого класса (углеродистых) углерод полностью вытесняется из зоны боридов вглубь и, в зависимости от легирующих элементов в стали, образует переходную зону [Баландин Ю.А. Диффузионное борирование, никелирование и бороникелирование инструментальных сталей в псевдоожиженном слое // Известия Челябинского научного центра, вып. 4 (17), 2002 - С. 108-111]. Достоинством предлагаемого способа является возможность бесконтактно нагревать поверхностные слои обрабатываемого материала, а высокая температура обеспечивает повышенную диффузионную подвижность компонент, участвующих в синтезе боридов железа, что позволяет сформировать обширную (до 1000 мкм) диффузионную зону, в которой содержание боридов монотонно снижается от поверхности вглубь матрицы, представляющей собой альфа-фазу железа. Такое структурное состояние диффузионной зоны борированных слоев стали, обладающих высокой твердостью, и α-фазы железа, обладающей высокой пластичностью, обеспечивает наиболее оптимальные эксплуатационные свойства борированной поверхностной структуры углеродистой стали.
Пример 13. Испытание на износостойкость.
Для испытания на износостойкость были выбраны спиральные сверла диаметром 8,5 мм из стали 9ХС до и после борирования согласно примеуа 1. Испытывали на токарном станке «Витязь 1Н628 В» сверлением заготовки диаметром 28 мм из сплава титана марки ВТ-22. Данный высокопрочный сплав является вязким материалом, что позволило выполнить ускоренные испытания сверлением. Заготовка зажималась в 3-кулачковом патроне, скорость которого составляла 350-400 об/мин, сверление проводилось в один проход ручной подачей до момента деформирования (оплавления) режущей кромки.
По результатам испытаний сверло 9ХС без химико-термической обработки за один проход прорезало 2±0,3 мм заготовки. Результаты испытаний сверла 9ХС после борирования показали, что сверло прорезало 3±0,3 мм. Превосходство сверла из стали 9ХС после борирования над обычным сверлом выражено в замедленной скорости образования оплавления части режущей кромки (косвенно влияет на стойкость инструмента) и увеличении глубины сверления титановой заготовки примерно на один мм, фиг. 3.
На фиг. 3а, 3в изображен износ режущей кромки сверла, изготовленного из стали 9ХС исходной (не борированной), на рис. 3б, 3г - сверла из борированной стали 9ХС. Видно, что в обоих случаях произошло разрушение (оплавление) режущей кромки, однако налипание металла от заготовки (сплав ВТ-22) на борированном сверле значительно меньше (при визуальной оценке после испытаний). Таким образом, результаты испытаний показали превосходство сверла из стали 9ХС после борирования над обычным сверлом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки поверхности подложки из ниобия | 2023 |
|
RU2821978C1 |
| Способ ванадирования поверхностных слоев углеродистой стали | 2022 |
|
RU2791345C1 |
| Способ борирования поверхностных слоев углеродистой стали при помощи индукционного воздействия | 2018 |
|
RU2693416C1 |
| Способ хромирования поверхности подложки из конструкционной легированной стали | 2023 |
|
RU2819547C1 |
| Способ ниобирования поверхностных слоев хромоникелевой стали | 2022 |
|
RU2791348C1 |
| Борирование поверхностных слоев углеродистой стали при помощи микродуговой наплавки | 2022 |
|
RU2801101C1 |
| СПОСОБ БОРИРОВАНИЯ ПОВЕРХНОСТИ УГЛЕРОДИСТОЙ СТАЛИ | 2022 |
|
RU2784536C1 |
| СПОСОБ БОРОАЛИТИРОВАНИЯ ИНСТРУМЕНТАЛЬНОЙ СТАЛИ КОМБИНИРОВАННЫМ МЕТОДОМ | 2022 |
|
RU2793652C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОГО БОРИРОВАНИЯ ПОВЕРХНОСТИ ДЕТАЛИ ИЗ СТАЛИ И ЧУГУНА | 2007 |
|
RU2421307C2 |
| Способ и состав для боромеднения железоуглеродистых сплавов | 2018 |
|
RU2708020C1 |
Изобретение относится к способу химико-термической обработки и может быть использовано для повышения эксплуатационной стойкости изделий из углеродистых сталей. Способ борирования поверхности подложки из углеродистой стали включает нанесение борсодержащей обмазки на поверхность подложки из углеродистой стали и нагрев упомянутой подложки с обмазкой. Наносят борсодержащую обмазку, содержащую 50 мас. % аммонийной соли 2-моноэтаноламина и борной кислоты и 50 мас. % порошка сажи. Нагрев проводят при температуре 950-1325 °С с выдержкой 4,5-9,5 мин. Обеспечивается повышение качества покрытий путем формирования диффузионной зоны на границе раздела покрытие - подложка и повышение производительности процесса формирования покрытия. 3 ил., 4 табл., 13 пр.
Способ борирования поверхности подложки из углеродистой стали, включающий нанесение борсодержащей обмазки на поверхность подложки из углеродистой стали и нагрев упомянутой подложки с обмазкой, отличающийся тем, что наносят борсодержащую обмазку, содержащую 50 мас. % аммонийной соли 2-моноэтаноламина и борной кислоты и 50 мас. % порошка сажи, а нагрев проводят при температуре 950-1325 °С с выдержкой 4,5-9,5 мин.
| Способ борирования поверхностных слоев углеродистой стали при помощи индукционного воздействия | 2018 |
|
RU2693416C1 |
| Состав для борирования стальных деталей | 1978 |
|
SU775171A1 |
| Способ борирования стальных деталей | 2017 |
|
RU2677548C1 |
| Устройство для выгрузки сыпучих материалов из транспортных средств | 1981 |
|
SU1008121A1 |

