Изобретение относится к электротехнике, в частности к производству электрических машин, например тяговых синхронных генераторов.
Цель изобретения - повышение технологичности и надежности при эксплуатации.
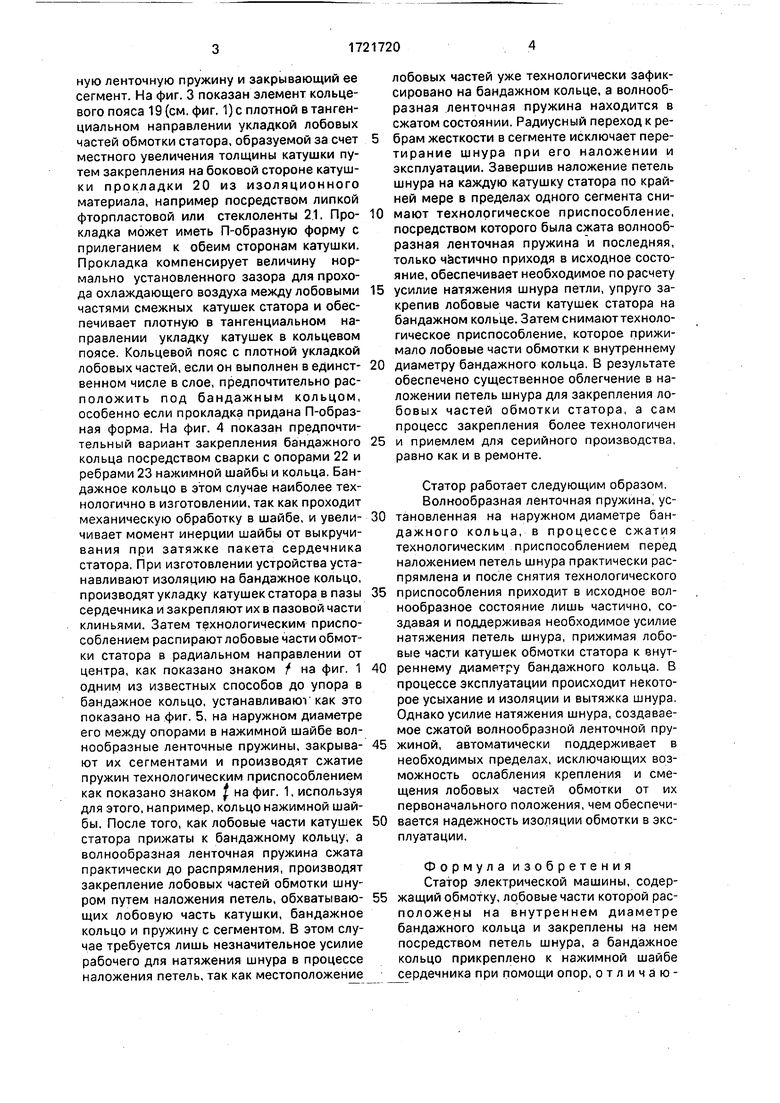
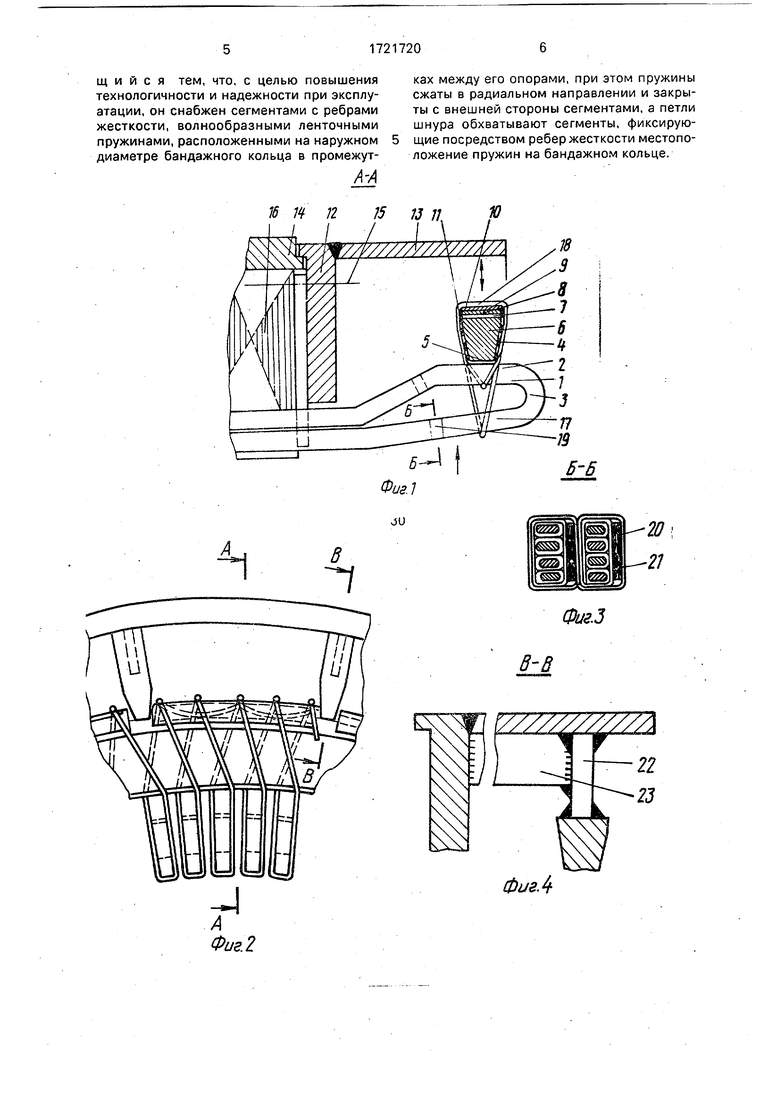
На фиг. 1 показан статор электрической машины, продольный разрез; на фиг. 2 - поперечный разрез, вид статора со стороны головок катушек статора; на фиг. 3 - элемент кольцевого пояса с плотной в тангенциальном направлении укладкой лобовых частей катушек статора; на фиг. 4 - вариант установки бандажного кольца в нажимной шайбе сердечника статора; на фиг. 5 - расположение пружин.
Внешний слой 1 лобовых частей катушек 2 обмотки статора (в данном случае на
стороне головок 3 катушек) опирается через изоляцию 4 на внутренний диаметр 5 бандажного кольца 6, на наружном диаметре 7 которого расположена в сжатом состоянии волнообразная ленточная пружина 8, закрытая сегментом 9. Сегмент с брковых сторон снабжен радиусным переходом 10 и ребрами жесткости 11. Бандажное кольцо закреплено в нажимной шайбе 12, которая снабжена, например, кольцом 13, ребрами и опорой для бандажного кольца. Нажимная шайба установлена в сердечнике 14 статора и зажимает посредством крепежа 15 пакет 16 сердечника. Лобовая часть каждой катушки внешнего слоя, а также внутреннего слоя 17 обмотки статора, обхвачена петлей 18 шнура. Петля шнура обхватывает при этом также бандажное кольцо, волнообраз |
ГО
ы
ю
ю
ную ленточную пружину и закрывающий ее сегмент. На фиг. 3 показан элемент кольцевого пояса 19 (см. фиг. 1) с плотной в тангенциальном направлении укладкой лобовых частей обмотки статора, образуемой за счет местного увеличения толщины катушки путем закрепления на боковой стороне катушки прокладки 20 из изоляционного материала, например посредством липкой фторпластовой или стеклоленты 2.1. Прокладка может иметь П-образную форму с прилеганием к обеим сторонам катушки. Прокладка компенсирует величину нормально установленного зазора для прохода охлаждающего воздуха между лобовыми частями смежных катушек статора и обеспечивает плотную в тангенциальном направлении укладку катушек в кольцевом поясе. Кольцевой пояс с плотной укладкой лобовых частей, если он выполнен в единственном числе в слое, предпочтительно расположить под бандажным кольцом, особенно если прокладка придана П-образ- ная форма. На фиг. 4 показан предпочтительный вариант закрепления бандажного кольца посредством сварки с опорами 22 и ребрами 23 нажимной шайбы и кольца. Бандажное кольцо в этом случае наиболее технологично в изготовлении, так как проходит механическую обработку в шайбе, и увеличивает момент инерции шайбы от выкручивания при затяжке пакета сердечника статора. При изготовлении устройства устанавливают изоляцию на бандажное кольцо, производят укладку катушек статора в пазы сердечника и закрепляют их в пазовой части клиньями. Затем технологическим приспособлением распирают лобовые части обмотки статора в радиальном направлении от центра, как показано знаком / на фиг. 1 одним из известных способов до упора в бандажное кольцо, устанавливают как это показано на фиг. 5, на наружном диаметре его между опорами в нажимной шайбе волнообразные ленточные пружины, закрывают их сегментами и производят сжатие пружин технологическим приспособлением как показано знаком Ј на фиг. 1, используя для этого, например, кольцо нажимной шайбы. После того, как лобовые части катушек статора прижаты к бандажному кольцу, а волнообразная ленточная пружина сжата практически до распрямления, производят закрепление лобовых частей обмотки шнуром путем наложения петель, обхватывающих лобовую часть катушки, бандажное кольцо и пружину с сегментом. В этом случае требуется лишь незначительное усилие рабочего для натяжения шнура в процессе наложения петель, так как местоположение
лобовых частей уже технологически зафиксировано на бандажном кольце, а волнообразная ленточная пружина находится в сжатом состоянии. Радиусный переход к ребрам жесткости в сегменте исключает пере- тирание шнура при его наложении и эксплуатации. Завершив наложение петель шнура на каждую катушку статора по крайней мере в пределах одного сегмента снимают технологическое приспособление, посредством которого была сжата волнообразная ленточная пружина и последняя, только частично приходя в исходное состояние, обеспечивает необходимое по расчету
усилие натяжения шнура петли, упруго закрепив лобовые части катушек статора на бандажном кольце. Затем снимают технологическое приспособление, которое прижимало лобовые части обмотки к внутреннему
диаметру бандажного кольца. В результате обеспечено существенное облегчение в наложении петель шнура для закрепления лобовых частей обмотки статора, а сам процесс закрепления более технологичен
и приемлем для серийного производства, равно как и в ремонте.
Статор работает следующим образом. Волнообразная ленточная пружина, установленная на наружном диаметре бандажного кольца, в процессе сжатия технологическим приспособлением перед наложением петель шнура практически распрямлена и после снятия технологического
приспособления приходит в исходное волнообразное состояние лишь частично, создавая и поддерживая необходимое усилие натяжения петель шнура, прижимая лобовые части катушек обмотки статора к внутреннему диаметру бандажного кольца. В процессе эксплуатации происходит некоторое усыхание и изоляции и вытяжка шнура. Однако усилие натяжения шнура, создаваемое сжатой волнообразной ленточной пружиной, автоматически поддерживает в необходимых пределах, исключающих возможность ослабления крепления и смещения лобовых частей обмотки от их первоначального положения, чем обеспечивается надежность изоляции обмотки в эксплуатации.
Формула изобретения
Статор электрической машины, содержащий обмотку, лобовые части которой расположены на внутреннем диаметре
бандажного кольца и закреплены на нем
посредством петель шнура, а бандажное
кольцо прикреплено к нажимной шайбе
сердечника при помощи опор, отличающ и и с я тем, что, с целью повышения технологичности и надежности при эксплуатации, он снабжен сегментами с ребрами жесткости, волнообразными ленточными пружинами, расположенными на наружном диаметре бандажного кольца в промежутА-А
ках между его опорами, при этом пружины сжаты в радиальном направлении и закрыты с внешней стороны сегментами, а петли шнура обхватывают сегменты, фиксирующие посредством ребер жесткости местоположение пружин на бандажном кольце.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления статора электрической машины и технологическая оправка для его изготовления | 1990 |
|
SU1806437A3 |
| СТАТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1994 |
|
RU2088025C1 |
| СТАТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2004 |
|
RU2275728C1 |
| Статор электрической машины | 1987 |
|
SU1617537A1 |
| Способ укладки катушек всыпной обмотки в пазы статора электрической машины | 1988 |
|
SU1541717A1 |
| ЛОБОВАЯ ЧАСТЬ ОДНОВИТКОВОЙ КАТУШКИ ДВУХСЛОЙНЫХ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 1994 |
|
RU2123226C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОВОЛЬТНЫХ КАТУШЕК ЭЛЕКТРИЧЕСКИХ МАШИН | 2000 |
|
RU2169980C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА СЕРДЕЧНИКОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2013 |
|
RU2627228C9 |
| Электрическая машина со смешанным охлаждением | 1985 |
|
SU1356124A1 |
| Устройство для крепления лобовых частей обмотки статора электрической машины | 1978 |
|
SU716112A1 |

Изобретение относится к электромашиностроению. Цель изобретения - повышение технологичности и надежности при эксплуатации. В статоре электрической машины внешний слой 1 лобовых частей катушек 2 обмотки опирается на внутренний диаметр 5 бандажного кольца 6. На наружном диаметре 7 этого кольца расположена в сжатом состоянии волнообразная яенточ- ная пружина 8, закрытая сегментом 9 с ребрами жесткости 11. Лобовая часть каждой катушки, пружина 8 и сегмент 9 обхвачены петлей 18 шнура. Усилие натяжения в шнуре петли создается в процессе изготовления и автоматически, независимо от степени усы- хания изоляционных материалов и потери эластичности шнура поддерживается в эксплуатации сжатой пружиной. 5 ил. w Ё
16 П П 15 13 7/Ю
j- / J V,/
IS / / S // / / / уЧ / //Л/ J
ФигЛ
ои
Фиг.3
ФигЛ
Щиг.5
| Устройство для крепления лобовых частей многослойной стержневой обмотки статора электрической машины | 1977 |
|
SU694941A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Триггерный логический элемент И | 2022 |
|
RU2802370C1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США № 4488079,кл | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
