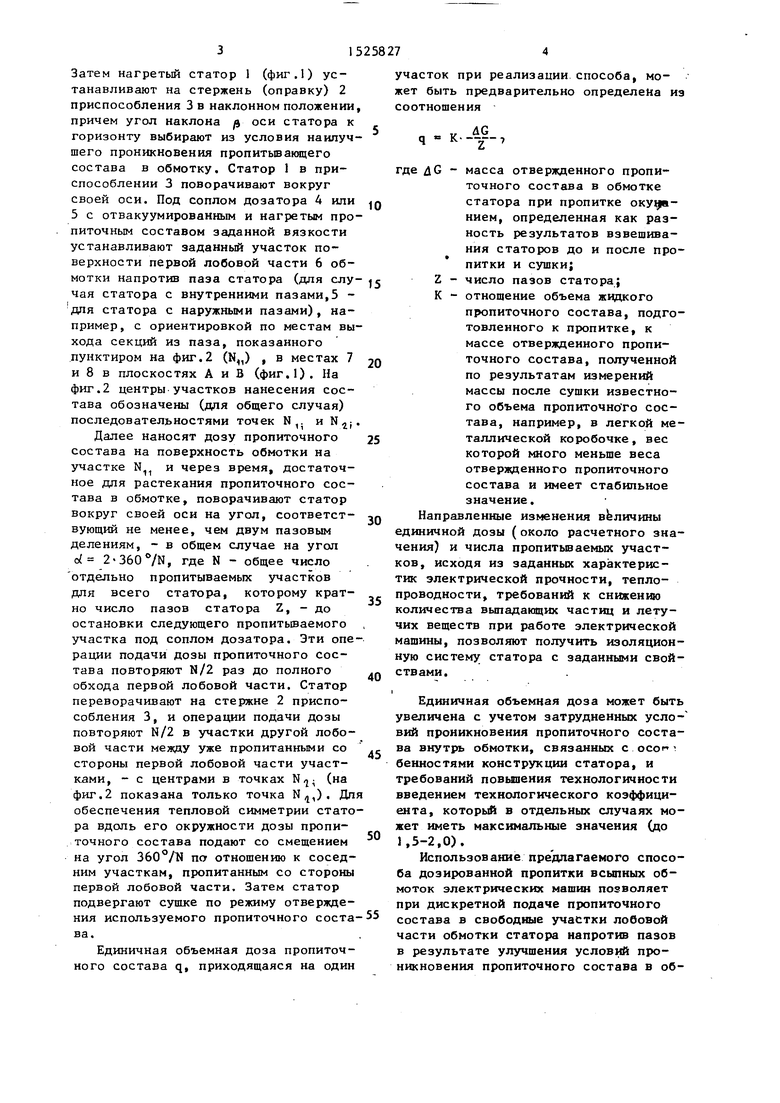
Затем нагретый статор 1 (фиг.1) устанавливают на стержень (оправку) 2 приспособления 3 в наклонном положении причем угол наклона ft оси статора к горизонту выбирают из условия наилучшего проникновения пропитьшающего состава в обмотку. Статор 1 в приспособлении 3 поворачивают вокруг своей оси. Под соплом дозатора 4 или 5 с отвакуумированным и нагретым про питочньп составом заданной вязкости устанавливают заданный участок поверхности первой лобовой части 6 обмотки напротив паза статора (для случая статора с внутренними пазами,5 - для статора с наружными пазами), например, с ориентировкой по местам выхода секций из паза, показанного пунктиром на фиг.2 (N,,) , в местах 7 и 8 в плоскостях А и В (фиг.1). На фиг.2 центры участков нанесения состава обозначены (для общего случая) последовательностями точек N ,. и
Далее наносят дозу пропиточного Состава на поверхность обмотки на участке N и через время, достаточное для растекания пропиточного состава в обмотке, поворачивают статор вокруг своей оси на угол, соответствующий не менее, чем двум пазовым делениям, - в общем случае на угол d 2 360 /N, где N - общее число отдельно пропитываемых участков для всего статора, которому кратно число пазов статора Z, - до остановки следующего пропитьшаемого участка под соплом дозатора. Эти операции подачи дозы пропиточного состава повторяют N/2 раз до полного обхода первой лобовой части. Статор переворачивают на стержне 2 приспособления 3, и операции подачи дозы повторяют N/2 в участки другой лобовой части между уже пропитанными со стороны первой лобовой части участками, - с центрами в точках N,j. (на фиг.2 показана только точка N,). Дл обеспечения тепловой симметрии статора вдоль его окружности дозы пропиточного состава подают со смещением на угол па отношению к соседним участкам, пропитанным со стороны первой лобовой части. Затем статор подвергают супже по режиму отверждения используемого пропиточного состава.
Единичная объемная доза пропиточного состава q, приходящаяся на один
0
5
0
5
0
5
0
5
0
5
участок при реализации способа, может быть предварительно определена иэ соотношения
V ДС q - К--2-7
где 4G - масса отвержденного пропиточного состава в обмотке статора при пропитке окуцв- нием, определенная как разность результатов взвещива- ния статоров до и после пропитки и сушки; Z - число пазов статора; К - отношение объема жвдкого
пропиточного состава, подготовленного к пропитке, к массе отвержденного пропиточного состава, полученной по результатам измерений массы после сушки известного объема пропиточно го состава, например, в легкой металлической коробочке, вес которой много меньше веса отвержденного пропиточного состава и имеет стабипьное значение.
Направленные изменения величины единичной дозы (около расчетного значения) и числа пропитьваемых участков, исходя из заданных характеристик электрической прочности, теплопроводности, требований к снижению количества выпадающих частиц и летучих веществ при работе электрической машины, позволяют получить изоляционную систему статора с заданными свойствами.
Единичная объемная доза может быть увеличена с учетом затрудненных условий проникновения пропиточного состава внутрь обмотки, связанных с осо i бениостями конструкции статора, и требований повышения технологичности введением технологического коэффициента, который в отдельных случаях может иметь максимальные зиачеиия (до J,5-2,0).
Использование предлагаемого способа дозированной пропитки всыпных обмоток электрических машин позволяет при дискретной подаче пропиточного состава в свободшде участки лобовой части обмотки статора напротив пазов в результате улучшения условий проникновения пропиточного состава в обмотку повысить электрическую проч- ность и теплопроводность изоляции обмотки снизить в несколько раз количество выпадающих частиц и летучих веществ при работе электрической машины, тем самьм повысить ее эксплуатационную надежность.
I
Формула изобретения
Способ дозированной пропитки всып- ных обмоток статоров электрических машин, при котором из сопла дозатора на лобовые части нагретой обмотки по- дают пропиточный состав и осуществляют сушку, отличающийся тем, что, с целью повышения эксплуатационной надежности электрических машин путем повышения электрической прочности и теплопроводности изоля5
д
(з 20
ции обмоток статоров в результате увеличения проникающей способности пропиточного состава, упрощения технологии изготовления статора в результате исключения операции удаления излишков пропиточного состава. с поверхностей магнитопровода и изоляции, пропиточный состав подают на участок лобовой части напротив паза и через , достаточное для растекания пропиточного состава, поворачивают статор вокруг своей оси на угол, соответствующий не менее чем двум пазовым делениям, повторяют эти операции до полного обхода лобовой части, переворачивают статор и производят эти операции, подавая пропиточный состав на участки лобовой части, расположенные между указанными выпе участками.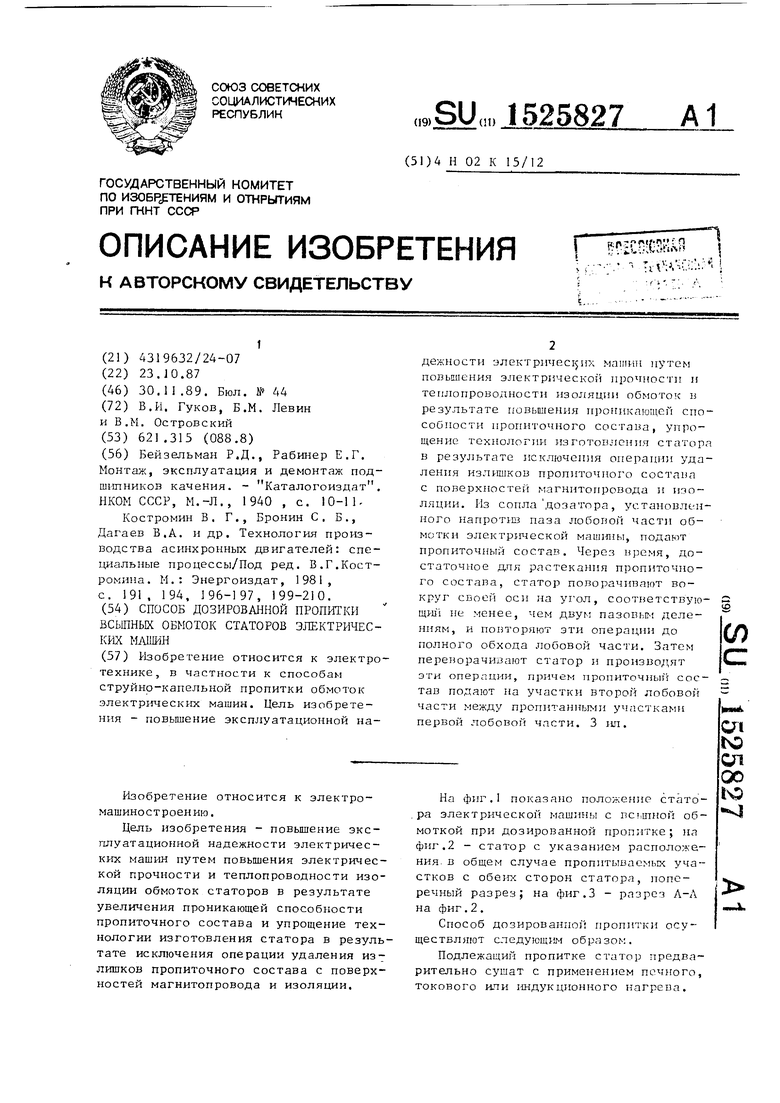

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления статора электрической машины с всыпными обмотками | 1990 |
|
SU1778877A1 |
| Способ контроля качества пропитки обмоток электротехнических изделий | 1985 |
|
SU1260800A1 |
| Способ изготовления катушек обмоток электрических машин | 1977 |
|
SU692010A1 |
| СПОСОБ ТРЁХТАКТНОЙ СТРУЙНО-КАПЕЛЬНОЙ ПРОПИТКИ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 2015 |
|
RU2593826C1 |
| СПОСОБ ПРОПИТКИ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 2012 |
|
RU2510564C1 |
| Способ трехтактной струйно-капельной пропитки обмоток электрических машин | 1989 |
|
SU1705970A1 |
| Способ изготовления обмоток | 1966 |
|
SU262239A1 |
| Способ изготовления статора электрической машины | 1989 |
|
SU1775803A1 |
| СПОСОБ СТРУЙНОЙ ПРОПИТКИ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 2012 |
|
RU2516243C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСНОЙ ИЗОЛЯЦИИ ОБМОТОК ВЫСОКОВОЛЬТНЫХ ЭЛЕКТРИЧЕСКИХ МАШИН | 2007 |
|
RU2333586C1 |
Изобретение относится к электротехнике, в частности к способам струйнокапельной пропитки обмоток электрических машин. Цель изобретения - повышение эксплуатационной надежности электрических машин путем повышения электрической прочности, теплопроводности изоляции обмоток в результате повышения проникающей способности пропиточного состава, упрощение технологии изготовления статора в результате исключения операции удаления излишков пропиточного состава с поверхностей магнитопровода и изоляции. Из сопла дозатора, установленного напротив паза лобовой части обмотки электрической машины, подают пропиточный состав. Через время, достаточное для растекания пропиточного состава, статор поворачивают вокруг своей оси на угол, соответствующий не менее, чем двум пазовым делениям, и повторяют эти операции до полного обхода лобовой части. Затем переворачивают стартор и производят эти операции, причем пропиточный состав подают на участки второй лобовой части между пропинанными участками первой лобовой части. 3 ил.
.
| Бейзельман Р.Д., Рабинер Е.Г | |||
| Монтаж, эксплуатация и демонтаж под- mimHHKOB качения | |||
| - Каталогоиздат | |||
| НКОМ СССР, М.-Л., 1940 , с | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Г., Бронин С | |||
| Б., Дагаев В.А | |||
| и др | |||
| Технология производства асинхронных двигателей: специальные процессы/Под ред | |||
| В.Г.Кост- ромина | |||
| М.: Энергоиздат, 1981, с | |||
| Устройство непрерывного автоматического тормоза с сжатым воздухом | 1921 |
|
SU191A1 |
| Кран машиниста для автоматических тормозов с сжатым воздухом | 1921 |
|
SU194A1 |
