ел
с
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления магнитопровода электрической машины | 1989 |
|
SU1697201A1 |
| Способ изготовления обмотанного магнитопровода электрической машины | 1983 |
|
SU1091276A1 |
| Способ изготовления магнитопроводов статоров электрических машин | 1984 |
|
SU1297172A1 |
| Статор электродвигателя переменного тока | 1989 |
|
SU1746471A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИХ МАШИН | 1990 |
|
RU2030005C1 |
| Способ изготовления цилиндрического магнитопровода электрической машины с обмоткой | 1981 |
|
SU993397A1 |
| Электрическая машина | 1989 |
|
SU1686619A1 |
| Магнитопровод электрической машины | 1983 |
|
SU1247986A1 |
| Способ изготовления сердечников магнитопроводов электрических машин | 1989 |
|
SU1778875A1 |
| Статор электрической машины | 1986 |
|
SU1471249A1 |
Использование: при изготовлении элек- фических машин, в частности вращага- фихся трансформаторов высокой точности, Окончательной операцией при изготовлении роторов и статоров электрических машин осуществляют прорезку щелей пазов в пакете на ширину, определяемую из Соотношения Эщ1 + lAOTmax Ораст. - Я PPacT .. s аЩ2 - , az, где аЩ1 - ширина щели паза, полученная после штамповки пластин, мм; |A«maxl - абсолютное значение максимально допустимого отклонения середины щели от расчетного значения, рад.: Ораст - внутренний (наружный) диаметр магнито- провода статора (ротора), мм; т. - число зубцов магиитопровода; аг - толщина ножки зубца, мм; и на глубину Ьщ, равную (0,433- 0,5) ащ2. Изобретение позволяет уменьшить неравномерности расположения пазов маг- нитопровода, что. повышает точность изготовления электрических машин. 2 ил.
. Изобретение относится к области технологии изготовления электрических мафии и, в частности, вращающихся трансформаторов (ВТ) высокой точности.
Целью изобретения является повышение точности электрических машин за счет уменьшения погрешности от неравномерности расположения пазов магнитопрово- да..
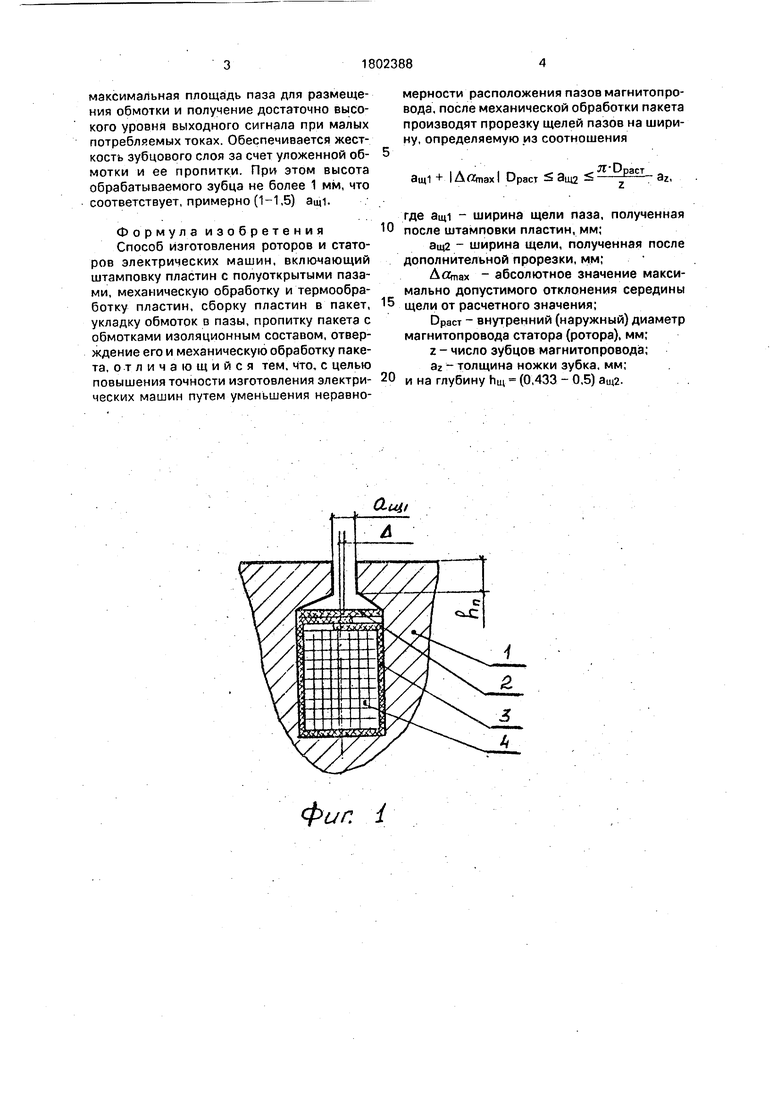
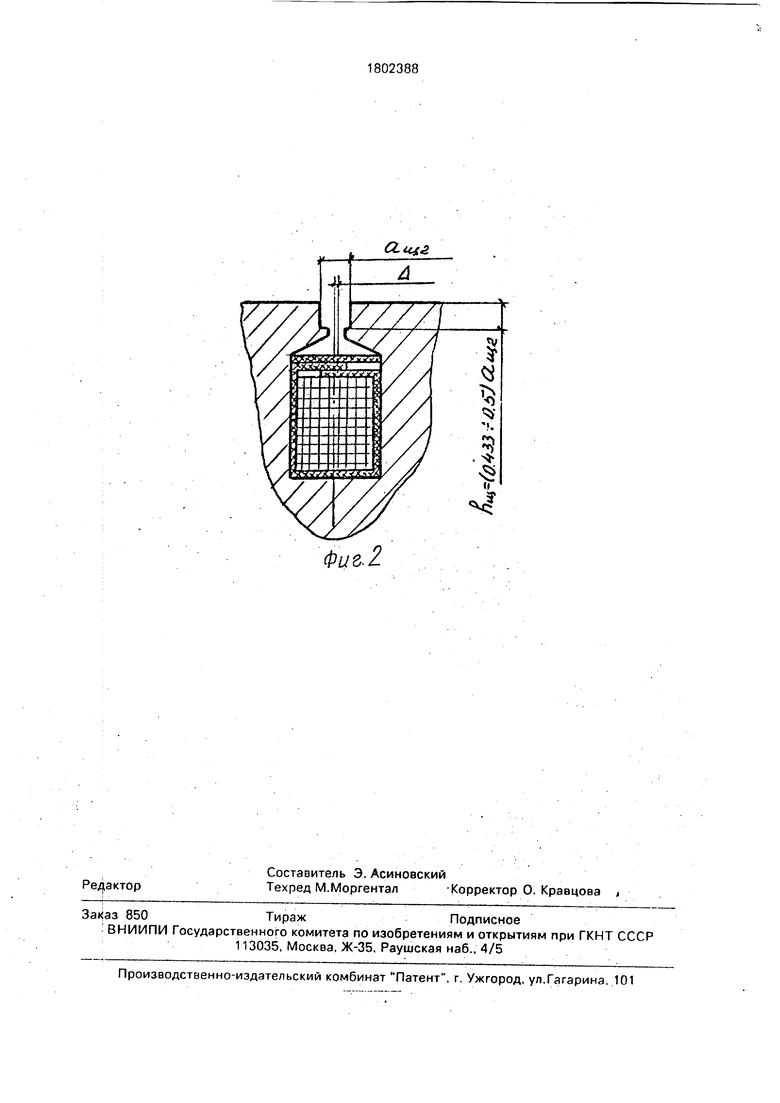
На фиг. 1 изображено сечение паза, получаемое при изготовлении ротора или статора известным способом-прототипом; на фиг. 2 - то же, предлагаемым способом.
На фиг. 1 и 2 приняты следующие обозначения: 1 - пакет магнитопровода, 2 - пазовый клин, 3 - пазовая изоляция, 4 - обмотка, hn - высота щели паза. Л- смеще- н ие средней линии паза от расчетного зна- чения, ащ - ширина щели паза, полученная после штамповки пластин. ащ2 и Нщ - соответственно ширина и глубина щели после дополнительной прорезки.
Прорезка щелей может осуществляться, например, фрезой, толщина режущей кромки которой превышает размер щели паза, полученный после штамповки пластин, на величину не менее |Д«тах1 Ораст.
Дополнительная прорезка щелей пазов на финишной операции описанным образом позволяет свести к минимуму погрешность от неравномерности расположения пазов магнитбпроводов, обусловленную механической и термической обработкой пакета, и тем самым повысить точность электрических машин.
Предлагаемый способ изготовления роторов и статоров электрических машин, сочетая в себе преимущества вышеописанных способов, лишен их недостатков. Так, в частности, при таком способе обеспечивается
00
о
ю со
00
00
максимальная площадь паза для размещения обмотки и получение достаточно высокого уровня выходного сигнала при малых потребляемых токах. Обеспечивается жесткость зубцового слоя за счет уложенной обмотки и ее пропитки. При этом высота обрабатываемого зубца не более 1 мм, что соответствует, примерно (1-1,5) аЩ1.
Формула изобретения Способ изготовления роторов и статоров электрических машин, включающий штамповку пластин с полуоткрытыми пазами, механическую обработку и термообработку пластин, сборку пластин в пакет, укладку обмоток в пазы, пропитку пакета с обмотками изоляционным составом, отвер- ждение его и механическую обработку пакета, о сличающийся тем, что, с целью повышения точности изготовления электрических машин путем уменьшения неравнофиг. 1
мерности расположения пазов магнитопровода, после механической обработки пакета производят прорезку щелей пазов на ширину, определяемую из соотношения
Эщ1 + 1Д«тах Ораст Зад
л-D
раст
az,
где аЩ1 - ширина щели паза, полученная после штамповки пластин, мм;
аЩ2 - ширина щели, полученная после дополнительной прорезки, мм;
Лотах абсолютное значение максимально допустимого отклонения середины щели от расчетного значения;
Ораст - внутренний (наружный) диаметр магнитопровода статора (ротора), мм;
г - число зубцов магнитопровода;
az-толщина ножки зубка, мм; и на глубину Ьщ (0,433 - 0,5) аЩ2.
Фив. 2.
