щей пластины. Даже незначительный перенос устройства относительно охлаждаемой поверхности .неизбежно вызывает переохлаждение одной из кромок полосы. Необходимость обеспечения горизонтальности вызывает значительные затруднения при монтаже и эксплуатации в промышленных условиях установки ускоренного охлаждения полос, состоящей из известных устройств.
Целью изобретения является обеспечение возможности управления распределением охладителя по ширине полосы и повышение тем самым эффективности его использования.
Поставленная цель достигается тем, что устройство выполнено секционным, состоящим по меньшей мере из двух наполнительных баков,установленных последовательно друг за другом, при этом каждый бак снаб- жен планкой, закрепленной на направляющей пластине с возможностью регулировочного ее перемещения, а направляющие пластины выполнены с прямоугольными вырезами различной длины, при этом отношение длин прямоугольных вырезов в направляющих пластинах к длине наполненных баков изменяется вдоль стенки в пределах 0,5...0,8..
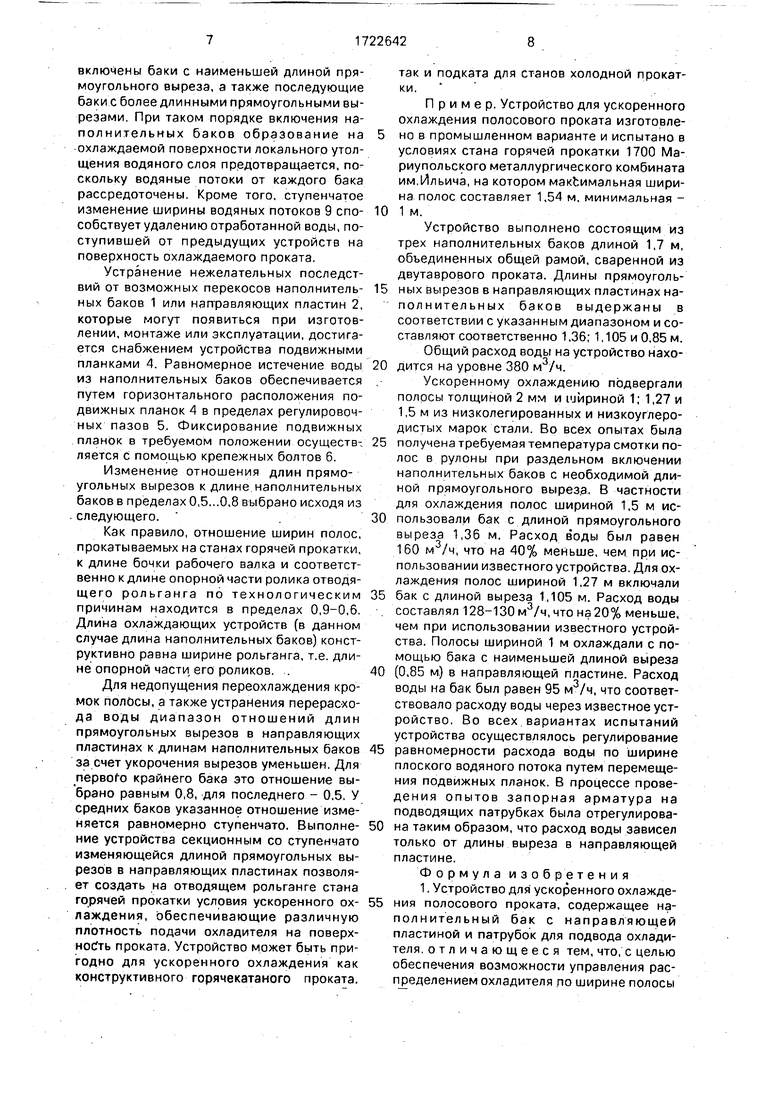
На фиг. 1 показано устройство для уско- ренного охлаждения полосового проката продольный разрез; на фиг.2 - то же, вид сверху.
Предлагаемое устройство выполнено секционным и состоит из наполнительных баков 1, направляющих пластин 2 с прямоугольными вырезами 3, подвижных планок 4 с регулировочными пазами 5 и крепежными болтами 6, уравнительных перегородок 7 и патрубков 8 для подвода охладителя. Отношение длин прямоугольных вырезов в направляющих пластинах к длине наполнительных баков изменяется вдоль секции в пределах 0,5...0,8.
К каждому из наполнительных баков 1 жестко прикреплены направляющие пластины 2 с прямоугольными вырезами 3 и уравнительные перегородки 7. Так же жестко к устройству прикреплены патрубки 8 для подвода охладителя.
На направляющих пластинах 2 размещены подвижные планки 4 с возможностью перемещения их в пределах регулировочных пазов 5, вырезанных в пластинах. Фик- сирование подвижных планок 4 осуществляется с помощью крепежных бол1 тов 5.
Уравнительные перегородки 7 установлены в наполнительных баках для начального усреднения скоростей водяных струй по
длине наполнительных баков и последующего равномерного истечения плоских водяных потоков через прямоугольные вырезы и подвижные планки.
При монтаже на отводящем рольганге стана установки ускоренного охлаждения, состоящей из представленных устройств, они должны быть размещены так, чтобы плоские водяньГе потоки от наполнительных баков с наименьшей длиной прямоугольного выреза в направляющей пластине встречались с охлажденным прокатом первыми.
Предлагаемое устройство выполнено секционным, состоящим по меньшей мере из двух наполнительных баков, установленных последовательно друг за другом, при этом каждый бак снабжен планкой, закрепленной на направляющей пластине с возможностью регулировочного ее перемещения, а направляющие пластины выполнены с прямоугольными вырезами различной длины; отношение длин прямоугольных вырезов в направляющих пластинах к длине наполнительных баков изменяется вдоль секции в пределах 0,5...0.8.
Устройство для ускоренного охлаждения полосового проката работает следующим образом.
Накопительные баки 1с помощью патрубков 8 для подвода охладителя заполняются водой, которая проходит под уравнительными перегородками 7, затем через прямоугольные вырезы 3 в направляющих пластинах 2 и через подвижные планки 4, закрепленные на направляющих пластинах, свободно истекает в виде плоских водяных потоков 9. Контактирование плоских водяных потоков с поверхностью охлаждаемого полосового проката 10, движущегося по роликам рольганга 11, обеспечивает высокоинтенсивный теплообмен, близкий к теплообмену в условиях первого ряда.
При охлаждении самых узких полос с помощью запорной арматуры в виде отсечных клапанов (не показаны), установленных на подводящих воду патрубках 8, в работу включают наполнительные баки, имеющие наименьшую длину прямоугольного выреза в направляющих пластинах. С увеличением ширины охлаждаемых полос в работу включают наполнительные баки с соответствующей длиной выреза. Баки с меньшей или большей длиной вырезов в это время отключены, что позволяет увеличить эффективность использования охладителя путем исключения перерасхода воды.
Для охлаждения широких и толстых полос, которые привносят наибольшее количество отбираемого тепла, в работу могут быть
включены баки с наименьшей длиной прямоугольного выреза, а также последующие баки с более длинными прямоугольными вырезами. При таком порядке включения наполнительных баков образование на охлаждаемой поверхности локального утолщения водяного слоя предотвращается, поскольку водяные потоки от каждого бака рассредоточены. Кроме того, ступенчатое изменение ширины водяных потоков 9 способствует удалению отработанной воды, поступившей от предыдущих устройств на поверхность охлаждаемого проката.
Устранение нежелательных последствий от возможных перекосов наполнительных баков 1 или направляющих пластин 2, которые могут появиться при изготовлении, монтаже или эксплуатации, достигается снабжением устройства подвижными планками 4. Равномерное истечение воды из наполнительных баков обеспечивается путем горизонтального расположения подвижных планок 4 в пределах регулировочных пазов 5, Фиксирование подвижных планок в требуемом положении осуществляется с помощью крепежных болтов 6.
Изменение отношения длин прямоугольных вырезов к длине наполнительных баков в пределах 0,5...0,8 выбрано исходя из . следующего. .
Как правило, отношение ширин полос, прокатываемых на станах горячей прокатки, к длине бочки рабочего валка и соответственно к длине опорной части ролика отводя- щего рольганга по технологическим причинам находится в пределах 0,9-0,6. Длина охлаждающих устройств (в данном случае длина наполнительных баков) конструктивно равна ширине рольганга, т.е. длине опорной части его роликов. .
Для недопущения переохлаждения кромок полосы, а также устранения перерасхода воды диапазон отношений длин прямоугольных вырезов в направляющих пластинах к длинам наполнительных баков за счет укорочения вырезов уменьшен. Для первого крайнего бака это отношение выбрано равным 0,8, для последнего - 0.5. У средних баков указанное отношение изменяется равномерно ступенчато. Выполнение устройства секционным со ступенчато изменяющейся длиной прямоугольных вырезов в направляющих пластинах позволяет создать на отводящем рольганге стана горячей прокатки условия ускоренного охлаждения, обеспечивающие различную плотность подачи охладителя на поверхность проката. Устройство может быть пригодно для ускоренного охлаждения как конструктивного горячекатаного проката.
так и подката для станов холодной прокатки..
Пример. Устройство для ускоренного охлаждения полосового проката изготовлено в промышленном варианте и испытано в условиях стана горячей прокатки 1700 Мариупольского металлургического комбината им.Ильича, на котором максимальная ширина полос составляет 1,54 м, минимальная 0 1 м.
Устройство выполнено состоящим из трех наполнительных баков длиной 1,7 м, объединенных общей рамой, сваренной из двутаврового проката. Длины прямоуголь5 ных вырезов в направляющих пластинах на- полнительных баков выдержаны в соответствии с указанным диапазоном и составляют соответственно 1,36; 1,105 и 0,85 м. Общий расход воды на устройство нахо0 дится на уровне 380 м3/ч.
Ускоренному охлаждению подвергали полосы толщиной 2 мм и шириной 1; 1,27 и 1,5 м из низколегированных и низкоуглеродистых марок стали. Во всех опытах была
5 получена требуемая температура смотки полос в рулоны при раздельном включении наполнительных баков с необходимой длиной прямоугольного выреза. В частности для охлаждения полос шириной 1,5 м ис0 пользовали бак с длиной прямоугольного выреза 1,36 м. Расход воды был равен 160 м /ч, что на 40% меньше, чем при использовании известного устройства. Для охлаждения полос шириной 1,27 м включали
5 бак с длиной выреза 1,105 м. Расход воды составлял 128-130 м3/ч, что на 20% меньше, чем при использовании известного устройства. Полосы шириной 1 м охлаждали с помощью бака с наименьшей длиной выреза
0 (0,85 м.) в направляющей пластине. Расход воды на бак был равен 95 м3/ч, что соответствовало расходу воды через известное устройство. Во всех.вариантах испытаний устройства осуществлялось регулирование
5 равномерности расхода воды по ширине плоского водяного потока путем перемещения подвижных планок. В процессе проведения опытов запорная арматура на подводящих патрубках была отрегулирова0 на таким образом, что расход воды зависел только от длины выреза в направляющей пластине.
Формула изобретения
1. Устройство для ускоренного охлажде5 ния полосового проката, содержащее наполнительный бак с направляющей пластиной и патрубок для подвода охладителя, отличающееся тем, что, с целью обеспечения возможности управления распределением охладителя .по ширине полосы
и повышения тем самым эффективности его использования, оно выполнено секционным, состоящим по меньшей мере из двух наполнительных баков, установленных последовательно друг за другом, при этом каждый бак снабжен планкой, закрепленной на направляющей пластине с возможностью регулировочного ее перемещения, а
направляющие пластины выполнены с прямоугольными вырезами различной длины,
2. Устройство по п.1, о т л и ч а ю щ е е- с я тем, что отношение длин прямоугольных вырезов в направляющих пластинах к длине наполнительных баков изменяется вдоль секции в пределах 0,5...0,8.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для охлаждения полосового проката | 1980 |
|
SU889172A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ВАННОГО ТИПА | 1992 |
|
RU2038387C1 |
| Устройство для охлаждения полосового проката | 1982 |
|
SU1106561A1 |
| Способ ускоренного охлаждения полосового проката | 1981 |
|
SU988880A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРОКАТА | 2003 |
|
RU2244022C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ДВИЖУЩЕГОСЯ ГОРЯЧЕГО ПРОКАТА | 1992 |
|
RU2031143C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ВАННОГО ТИПА | 1992 |
|
RU2031142C1 |
| Устройство для ускоренного охлаждения полосового проката | 1990 |
|
SU1812222A1 |
| Коллектор для охлаждения полос | 1984 |
|
SU1146114A1 |
| Устройство для охлаждения листового проката | 1980 |
|
SU931259A1 |
фиг.2 .
