Ф tb Ф
Фнг
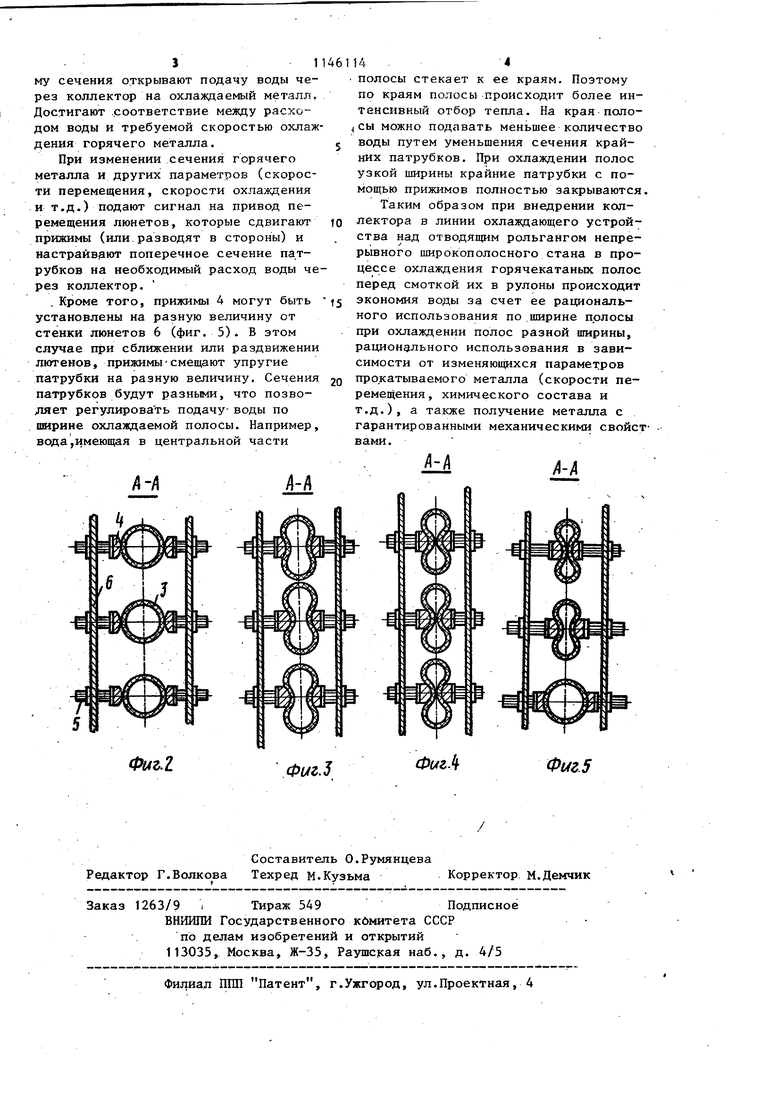
ko Изобретение относится к прокатному производству и может быть использовано при выполнении различных процессов термической обработки проката в лчастности при выполнении Операций ускоренного охлаждения водой горячего проката, преимущественно, при ускоренном охлаждении горячекатаных полос на отводящем рольганге непрерывного широкополосного стана. Известен коллектор для охлаждения листового проката, в слючающий наполнительный бак с рядами патрубков для подачи охладителя l. Недостатком этого устройства явля ется то, что регулирование расхода охладителя производится .путем измене ния напора (давления) воды в наполнительном баке, в связи с чем возникает несоответствие между расходом воды и площадью сечения отверстий патрубков. Соответствие необходимо для-обеспечения сплошности (неразрыв ности) падающей на полосу струи воды При малом расходе воды и большом отверстии патрубка происходит истече ние воды на горячий металл в виде отдельных капель, а при большом расходе воды и малом сечении отверстия патрубка происходит разбрызгивание воды по периферии во все стороны за пределы охлаждаемой полосы. При соот ветствии между подачей воды и площадью сечения отверстий патрубков сплошная струя истекающей оды пробивает имеющийся на горячей полосе слой использованной, отработанной воды и с максимальной эффективность отбирает тепло с поверхности движущегося горячего металла, поэтому эт устройство не обеспечивает рагцюиал ного использования охладителя (воды при существующем регулировании ее подачи из коллектора в процессе охлаждения горячего металла при измен НИИ его параметров. Известен также коллектор для охла дения полос, содержащий наполнитель ный бак с направляющими патрубками для подачи охладителя. Устройство упрощает регулирование расхода подачи охладителя из коллектора путем изменения уровня охлаждаю щей жидкости в баке без применения специальных средств регулирования, кроме того, повышает эффективность процесса охлаждения горячего металла 2. Однако известный коллектор трудоемок I п готовлймии из-за необходимости установки нескольких горизонтальных рядов патрубков. При этом диапазон регули рования осуществляется несколькими ступенями в зависимости от ступеней уровня наполнения бака.. Целью изобретения является эффективное использование охладителя путем регулирования площади поперечного сечения направляющих патрубков Указанная цель достигается тем, что в коллекторе для охлаждения полос, содержащем наполнительный бак с направляющими патрубками для подачи охладителя, направляющие патрубки сна-бжены участком, выполненньм из гибкого материала, и установленными против этих участков сменными прижимами с механизмом дх перемещения в направлении, перпендикулярном оси патрубков. . На фиг. 1 схематично изображен коллектор, разрез; на фиг. 2 - 5 сечения направляющих патрубков с прижимами в раз:личных вариантах регулирования площади сечения направляющих патрубков. Коллектор содержит наполнительный бак 1, яаправлякицие патрубки 2 с упругой частью 3, прижимы 4 с передвижными резьбовыми стержнями 5, люнеты 6 с подвижными рычагами 7, направляющие 8, привод .9 перемещения рычагов, вращающиеся винты 10. Охлаждаемый металл обозначен позицией 11, ролики рольганга 12, струя воды 13. Коллектор может быть размещен в установке для охлаждения горячека-ганых полос над отводящим рольгангом непрерывного широкополосного стана и работает в процессе охлаждения горячего металла следующим образом. Производится настройка поперечного сечения патрубков коллектора на заданньй определенный расход подачи воды. Для этого с помощью привода 9 вращают винты 10(выполненных с разным направлением резьбы - левая и правая). Винту перемещают рычаги 7 и люнеты 6, которые сдвигают или раздвигают прижимы 4. С помощью перемещения прдшимов упругая часть патрубков 2 изменяет свое поперечное сечение на требуемый размер (фиг. 2-5). После настройки патрубков на требуемый размер и фор3 . му сечения открывают подачу воды через коллектор на охлаждаемый металл Достигают .соответствие между расходом воды и требуемой скоростью охлаж дения горячего металла. При изменении сечения горячего металла и других параметров (скорости перемещения, скорости охлаждения и т.д.) подают сигнал на привод перемещения люнетов, которые сдвигают прижимы (или.разводят в стороны) и настраивают поперечное сечение па.трубков на необходимый расход воды че рез коллектор. Кроме того, призкимы 4 могут быть установлены на разную величину от стенки люнетов 6 (фиг. 5). В этом случае при сближении или раздвижении лютенов, прижимы - смещают упругие патрубки на разную величину. Сечения патрубков будут разными, что позволяет регулировать подачу- воды по ошрине охлаждаемой полосы. Например вода,имеющая в центральной части 4 ,4 полосы стекает к ее краям. Поэтому по краям полосы происходит более интенсивный отбор тепла. На края полосы можно подавать меньшее количество воды путем уменьшения сечения крайних патрубков. При охлаждении полос узкой ширины крайние патрубки с помощью прижимов полностью закрываются. Таким образом при внедрении коллектора в линии охлаждающего устройства над отводящим рольгангом непрерывного широкополосного стана в процессе охлаждения горячекатаных полос перед смоткой их в рулоны происходит экономия воды за счет ее рационального использования по.ширине полосы при охлаждении полос разной ширины, рационального использования в зависимости от изменяюш 1хся параметров прокатываемого металла (скорости перемещения , химического состава и т.д.), а также получение металла с гарантированными механическими свойствами.
Ф14г.г
Фиг.З
ФигЛ
Фиг.5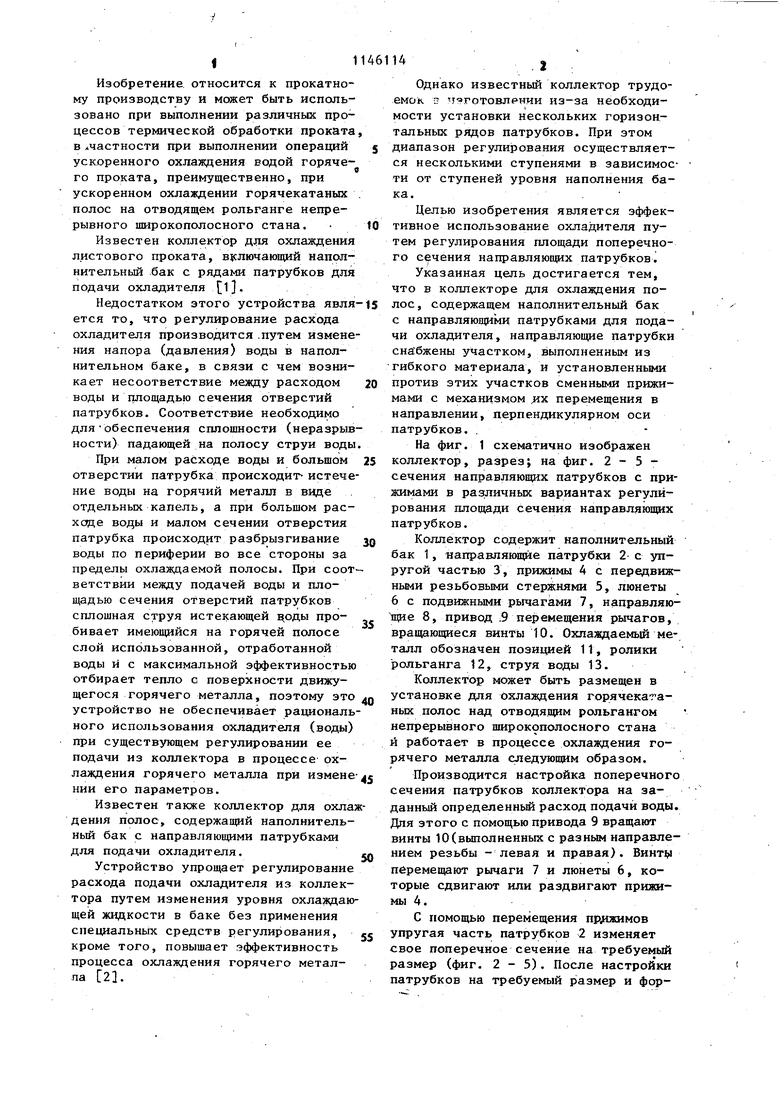
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ускоренного охлаждения полосового проката | 1990 |
|
SU1722642A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРОКАТА | 2003 |
|
RU2244022C1 |
| Устройство для охлаждения полосового проката | 1980 |
|
SU889172A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ДВИЖУЩЕГОСЯ ГОРЯЧЕГО ПРОКАТА | 1992 |
|
RU2031143C1 |
| Устройство для охлаждения проката | 1982 |
|
SU1107922A1 |
| Устройство для охлаждения полосы на отводящем рольганге широкополосного стана | 1980 |
|
SU944701A1 |
| Наполнительный бак | 1979 |
|
SU791440A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ГОРЯЧЕКАТАНОГО ЛИСТА И ПОЛОСЫ | 2007 |
|
RU2344893C1 |
| Установка для термомеханической обработки проката | 1979 |
|
SU876742A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ВАННОГО ТИПА | 1992 |
|
RU2038387C1 |
КОЛЖКТОР ДЛЯ ОХЛАВДЕНИЯ ПОЛОС, содержащий наполнительный бак с направляюпр да патрубками для подачи охладителя, отличающийся тем, что, с целью эффективного использования охладителя путем регулирования площади поперечного сечения направляющих патрубков, последние снабжены участком, выполненным из гибкого материала,и установленными против этих участков сменными прижимами с механизмом их перемещения в направлении, перпендикулярном оси патрубков.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО для ОХЛАЖДЕНИЯ ГОРЯЧЕГО ПРОКАТА | 0 |
|
SU369952A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Коллектор для охлаждения листового проката | 1976 |
|
SU618152A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
