$иг.1
Изобретение относится к машиностроению, в частности к автоматизации сборки резьбовых соединений.
Целью изобретения является улучшение технической характеристики путем сужения интервала требуемых величин рабочего давления воздуха.
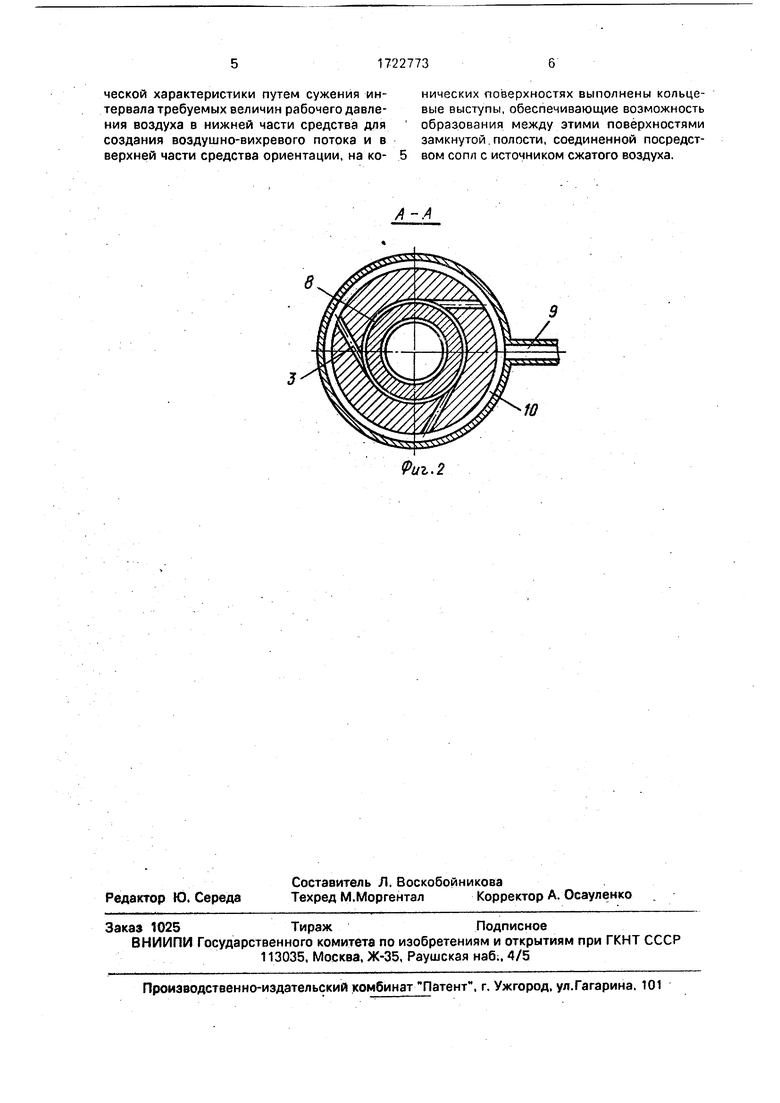
На фиг. 1 схематично представлено предлагаемое устройство; на фиг. 2 - разрез А-А на фиг. 1,
Устройство содержит корпус 1, внутри которого установлено средство для создания воздушно-вихревого потока, выполненное в виде втулки 2 с соплами 3, расположенными тангенциально к ее внутренней поверхности, и средство 4 ориентации собираемой детали, выполненное в виде тела вращения с центральным каналом 5 для размещения этой собираемой детали и расположенное внутри втулки 2. Внутренняя поверхность втулки 2 и наружная поверхность средства 4 ориентации выполнены коническими. В нижней части втулки 2 и в верхней части средства 4 ориентации, на конических поверхностях выполнены кольцевые выступы 6 и 7, обеспечивающие возможность образования между этими поверхностями замкнутой полости 8, Полость 8 соединена посредством сопл 3 с источником сжатого воздуха (не показано). Для подвода воздуха к соплам 3 в корпусе 1 выполнен канал 9, а во втулке 2 - кольцевая проточка 10. Для обеспечения возможности сборки в труднодоступных местах средство 4 ориентации выполнено с участком, выступающим за нижний торец втулки 2.
Устройство предназначено для сборки комплекта, состоящего из резьбовых дета- .лей 11, 12 и детали 13. На позицию сборки детали 12 и 13 подаются каким-либо механизмом перемещения {не показано), а деталь 11, например болт с шестигранной головкой, подается в канал 5 средства 4 ориентации этой детали посредством питателя 14. Питатель 14 выполнен с ограничителем 15 осевого перемещения средства 4 ориентации.
Устройство работает следующим образом.
Механизм перемещения подводит детали 12 и 13 собираемого комплекта к устройству. Резьбовую деталь 11 из питателя 14 подают в канал 5 средства 4 ориентации. В замкнутую полость 8 через канал 9 в корпусе 1 подают воздух.
Ориентирование и наживление резьбовой детали 11 происходит за счет воздействия на нее средства 4 ориентации.
По окончании времени сборки подачу сжатого воздуха в устройство прекращают.
Средство 4 ориентации опускается, и между его конической поверхностью и конической поверхностью втулки 2 вновь образуется замкнутая полость 8. Одновременно с
прекращением подачи сжатого воздуха механизм перемещения (не показано) опускает комплект собранных деталей 11, 12 и 13 и удаляет его из зоны работы устройства. После следующей подачи деталей 12 и
13 процесс сборки повторяется в том же порядке.
Устройство обеспечивает возможность сборки различных комплектов деталей путем замены средства 4 ориентации, а при
условии равенства диаметров описывающих окружностей деталей, подаваемых в канал 5 последнего,и без такой замены. При переходе на сборку типа комплектов деталей с другой максимально возможной
ошибкой взаимного расположения осей устройства и базовой резьбовой детали вновь требуется регулировка зазора между коническими поверхностями втулки 2 и средства 4 ориентации. Это связано с
ограниченностью возможности саморегулирования указанного зазора, основанного на изменении действующей на средство 4 ориентации осевой силы со стороны воздушно-вихревого потока при увеличении
эксцентриситета его расположения во втулке 2 вследствие изменения ошибки взаимного расположения осей этой втулки и базовой резьбовой детали 12.
Переключение устройства с одного типа
комплектов на другой при равенстве диаметров описывающих окружностей деталей, подаваемых в канал 5 средства 4 ориентации и при известности, требуемых значений рабочего давления воздуха, может
осуществляться автоматически переключением источника сжатого воздуха (не показано) С одного рабочего давления на другое, например по сигналам от опознавательных датчиков (не показано), расположенных, например, в механизме перемещения собираемых деталей. Если требуемое для осуществления процесса сборки ра.бочее давление воздуха недостаточно для первоначального подъема средства 4 ориентации, то пуск устройства в работу и процесс сборки также может происходить при различных значениях давления воздуха. В этом случае, переключение источника сжатого воздуха может осуществляться по времени.
Формула изобретения Устройство для автоматической сборки деталей по авт. св. № 1539043, отличающееся тем, что. с целью улучшения технической характеристики путем сужения интервала требуемых величин рабочего давления воздуха в нижней части средства для создания воздушно-вихревого потока и в
нических поверхностях выполнены кольцевые выступы, обеспечивающие возможность образования между этими поверхностями замкнутой.полости, соединенной посредст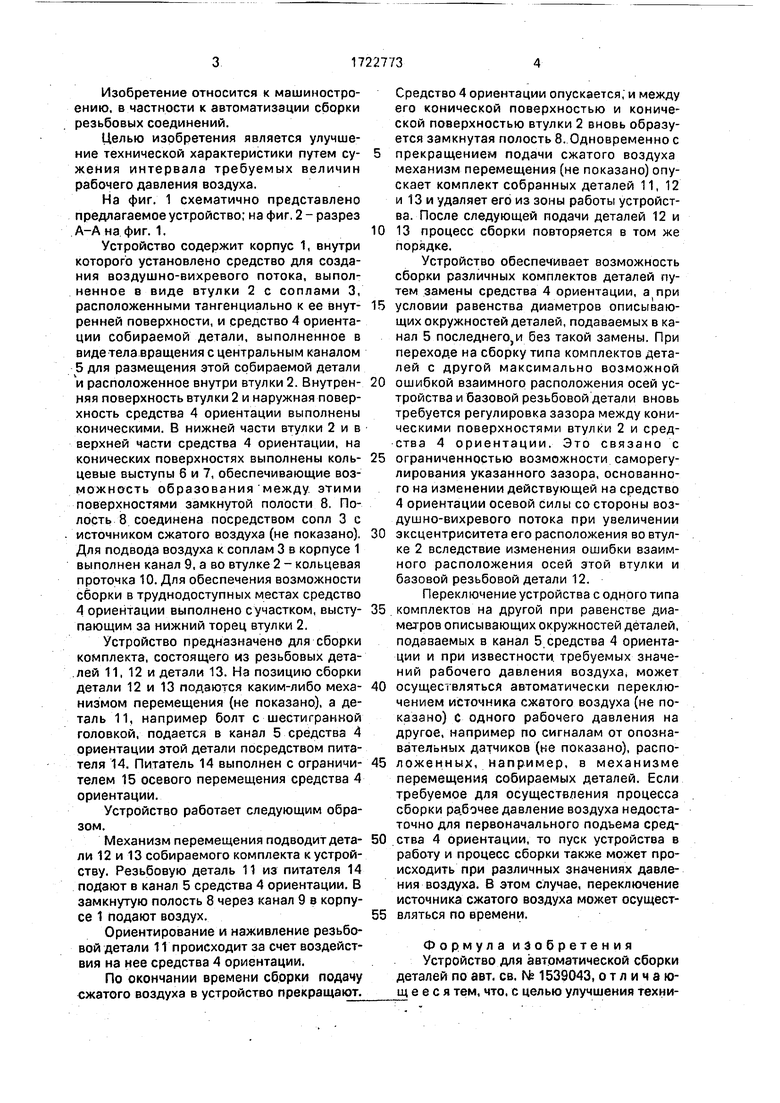
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сборки деталей | 1986 |
|
SU1539043A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ КОМПЛЕКТА ДЕТАЛЕЙ | 2003 |
|
RU2245772C1 |
| Устройство для ориентированияи СбОРКи дЕТАлЕй | 1979 |
|
SU844199A1 |
| Устройство для сборки комплекта деталей | 1977 |
|
SU636065A1 |
| Сборочный автомат | 1987 |
|
SU1496983A1 |
| Сборочный автомат | 1982 |
|
SU1144827A1 |
| Устройство для сборки комплекта деталей | 1978 |
|
SU854671A2 |
| Устройство для сборки деталей типа вал-втулка | 1985 |
|
SU1255357A1 |
| Устройство для сборки комплекта деталей | 1987 |
|
SU1727975A1 |
| Устройство для сборки комплекта деталей | 1988 |
|
SU1537438A1 |
Изобретение относится к машиностроению. Цель изобретения - улучшение технической характеристики путем сужения интервала требуемых величин рабочего давления воздуха. Устройство содержит корпус 1, внутри которого установлена втулка 2 с соплами, соединенными через кольцевую проточку 10 и канал 9 с источником сжатого воздуха. Внутренняя поверхность втулки 2 и наружная поверхность средства 4 ориентации, представляющего собой тело вращения с центральным каналом 5, выполнены коническими. В нижней части втулки 2 и в верхней части средства 4 ориентации выполнены кольцевые выступы 6 и 7, создающие между этими поверхностями замкнутую полость. 2 ил.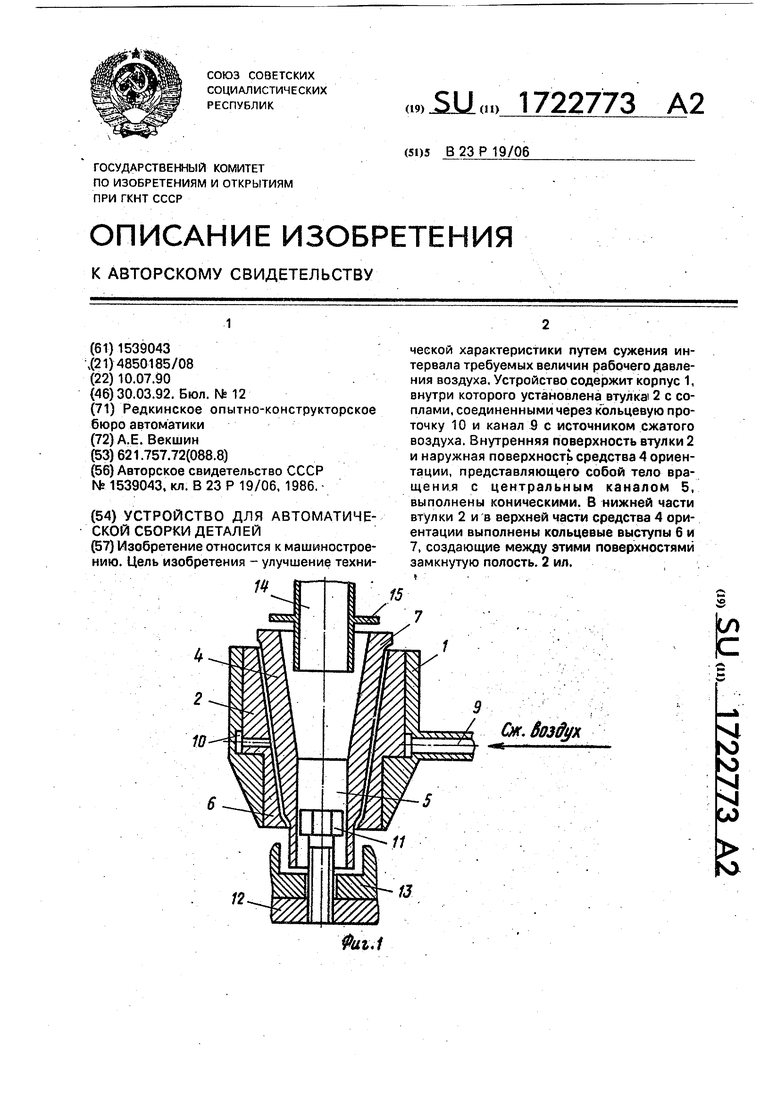
верхней части средства ориентации, на ко- 5 вом сопл с источником сжатого воздуха.
Риъ.2
| Устройство для автоматической сборки деталей | 1986 |
|
SU1539043A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
