г.
2в
;0
Од
со
00
со
3 . 149
Изобретение относится к механосборочному производству, а именно к устройствам для ориентации и сборки Группы коьшлектующих деталей типа заклепок с базовой деталью типа полусепаратора шарикоподшипника.
Целью изобретения является повьшге ние производит ел.ъности и надежности.
Поставленная цель достигается пу- тем одновременной установки группы комплектующих деталей, сокращения времени их ориентации относительно базовой детали и исключения их заклинивания при сборке.
. На фиг.1 показан автомат Б процессе перемещения ориентирующе-сбороч- пого приспособления на фиг.2.- то же, при остано вке и фиксации ориенти рующе-сборочного приспособления, на фиг.З - вид А на фиг, 1; на фиг,4 захват с базовой деталью.
Сборочный автомат содержит основание 1 , в которое запрессована н й,- правляющая втулка 2, В отверстии это втулки установлено ориентирующе-сбо- рочное приспособление, выполненное в виде жестко связанных между собой фланца 3 и оси 4, а также стакана 5, пружины 6 и обойм 7. Стакан 5 уста- новлен во- втулке 2 с возможностью как осевого перемещения, так и поворота . Внутри стакана размещена с возможностью осевого перемещения относительно него ось 4, которая связана со стаканом шпонкой 8.
Устройство содержит также пневмо- вихревой генератор колебаний, вьшол- ненный в виде сопел 9 и двух рядов тангенциальньгх сопел 10 во втулке 2, Пружина 6 расположена между торцами стакана. 5 и фланца 3, причем последний имеет посадочную поверхность 11, которая , опираться на соответствующую поверхность 12 основания. На фланце 3 по окружности вьшолнены отверстия 13 и гнезда 14. В последних установлены с возможностью осевого перемещеш1я подпружиненные упругими элементами 15 относительно фланца обоймы I, в которых выполнены центральные отверстия 16 и на- правляюш;ие каналы 17, а также смонтированы захвята 18. Последние представляют собой упругие пластины 19 и размещенные в радиальных отверстиях обойм 7 толкатели 20,
На основании смонтированы меха- загрузки базовой детали 21 и
с
ю 15
20
25 30 е
дд ,г
0
5
механизм загрузки комплектующих 22, выполненный в виде многоручкевого питателя 23 с подаюшиьш трубками 24 и струйными эжекторами. Отверстия питателя могут сообщаться сс направляющими каналами 17 обойм 7.
Устройство содержит, также механизм фиксации со стержнем 25 и прижимом 26,убирающийся упор 27, исполнительный механизм с пуансонами 28, а так же механизм выталкивания с приводным стержнем 29.
Сборочный автомат работает следующим образом.
Сжатый воздух подается в кольцевую полость, образованную основанием 1 и втулкой 2, а затем через сопла 9 и 10 - к стакану 5, вызывая вращение и осевые колебания ©риентирующе- сборочного приспособления, которое перемещается при этом от одной позиции к другой до упора 27. Далее подается команда на перемещение фиксирующего ст.ержня 25, который входит в отверстие 13, центрируя приспособле- ние относительно всех механизмов, а затем жестко связанный со стержнем прижим 26 осаживает приспособление до соприкосновения поверхностей 11 и 12,гася колебания.
На позиции I происходит загрузка на обойму 7 базовой детали 21. На позиции II осуществляется загрузка обоймы комплектующими деталями 22, которые из отверстий многоручьевоГо питателя 23 поступают в направляющие каналы 17, на позиции III - контроль наличия деталей 22 в базовой детали 21, Позиция IV - запрессовка деталей 22 пуансонами 28, позиция V - разгрузка собранного узла. При этом в центральное отверстие 16 вводится приводной стержень 29 механизма выталкивания, который перемещает толкатели 20, отжимающие упругие пластины 19. Позиция VI предназначена для приема воз1)ожного брака.
После выполнения операций на каждой позиции отводится упор 27 и под- нимйется механизм фиксации со стержнем 25 и прижимом 26, при этом ориен- тирующе-сборочное приспособление нриходит в движение. Процесс ориентации деталей происходит при перемещении с позиции на позиДию. Фор.мула изобретения
1, Сборочный автомат, содержаш й основание с направляющем отверстием
смонтированные на основании пневмо- вихревой генератор колебаний, механизмы фиксации, загрузки, механизм выталкивания собранного узла в виде стержня с приводом, исполнительный механизм, а также ориентирующе-сбо- рочное приспособление, включающее жестко соединенные между собой ось и фланец с гнездами, отличаю- щ и и с я тем, что, с целью повышения производительности и надежности, ориентирующе-сборочное приспособле- ние выполнено в виде обойм с центральным отверстием и рядом направляющих каналов, размещенных по окружности обоймы параллельно центральному отверстию, при этом обоймы установлены в гнездах фланца с возможностью осевого перемещения и подпружинены относительно фланца, захватов для базовых деталей, смонтированных на обоймах, стакана, установленного в направляющем отверстии основания концентрично оси фланца с возможностью осевого и углового перемещения относительно основания и осевого перемещения относительно оси, а также упругого элемента, размепденного между фланцем и стаканом, а механизм загрузки комплектующих деталей выполне в виде многоручьевого питателя со струйными эжекторами и установлен с возможностью совмещения отверстий питателя с направляющим каналами обойм.
2. Автомат по п.1, отличающийся тем, что захваты для базовых деталей выполнены в виде радиаль- но направленных отверстий в обойме, толкателей, установленных в этих отверстиях с возможностью перемещения и взаимодействия со стержнем механизма выталкивания, и упругих пластин, закрепленных на наружной поверхности обоймы с возможностью взаимодействия с толкателями.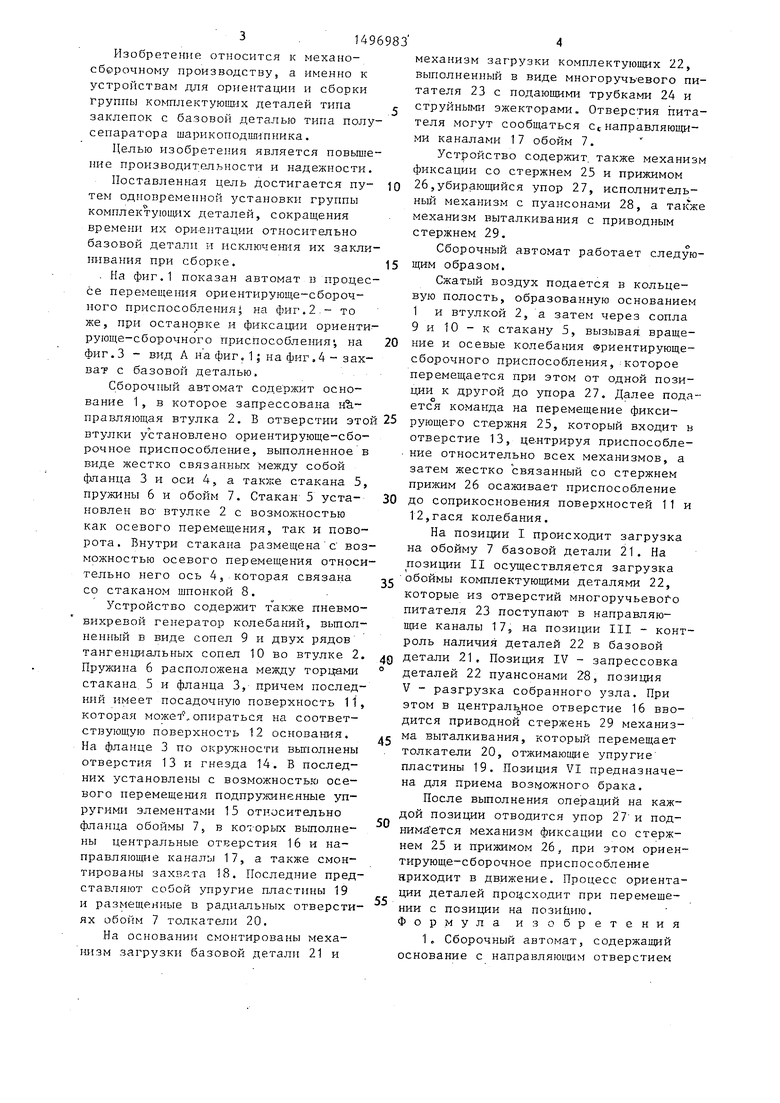
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборочный автомат | 1982 |
|
SU1144827A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Автомат для завинчивания шпилек | 1985 |
|
SU1355438A1 |
| Автомат для заполнения желатиновых капсул | 1978 |
|
SU906562A1 |
| Многопозиционный сборочный автомат | 1981 |
|
SU921760A1 |
| Роторно-конвейерная линия для сборки комплекта деталей | 1985 |
|
SU1393575A1 |
| АВТОМАТ ДЯ УСТАНОВКИ УПРУГИХ КОЛЕЦ ВО ВНУТРЕННИЕ КАНАВКИ БАЗОВЫХ ДЕТАЛЕЙ | 1992 |
|
RU2043899C1 |
| АВТОМАТ ДЛЯ СБОРКИ РЕГУЛИРУЮЩЕГО УЗЛА ПРУЖИНЫ | 1973 |
|
SU375150A1 |
| Автомат для сборки деталей типа вал с дисками | 1988 |
|
SU1551511A2 |
| Устройство для сборки комплекта деталей | 1987 |
|
SU1727975A1 |


Изобретение относится к механосборочному производству, в частности к устройствам для ориентации и сборки группы комплектующих деталей (Д) типа заклепок с базовой. Цель изобретения - повышение производительности и надежности путем одновременной установки комплектующих Д, сокращения времени их ориентации и исключения заклинивания.Сжатый воздух через вертикальные 9 и тангенциальные 10 сопла сообщает колебательное и вращательное движения ориентирующе -сборочному приспособлению (ПР), которое перемещается от одной позиции (П) к другой до упора. После остановки ПР на одной из П на захваты обоймы 7 поступает базовая Д 21, на другой П - комплектующие Д 22. При этом ПР центрируется стержнем 25 и прижимается к основанию 1. На следующих П происходит запрессовка и удаление готового узла. Ориентация Д происходит при перемещении ПР между П. 1 з.п. ф-лы, 4 ил.
Фиг. 2
Редактор И. Рыбченко
фцё. ff
Составитель Н. Пожидаева
Техред М.Дидык Корректор И.Муска
| Сборочный автомат | 1982 |
|
SU1144827A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
