Изобретение относится к изготовлению крупногабаритных стеклопластиковых профильных изделий с использованием ненасыщенных полиэфирных смол.
Известно использование предварительно пропитанного наполнителя для производства полиэфирных стеклопластиков при изготовлении профильных изделий: трубок, цилиндров, уголков и т.д., заключающееся в том, что наполнитель, пропитанный смолой в ванне, непрерывно протягивается через оформляющую головку и затем изделие непрерывно поступает на отверждение. При производстве изделий более сложной формы и более крупногабаритных процесс пропитки наполнителя и процесс укладки его в форму следует один за другим непрерывно, т.е. производство препрега не отделяется от производства изделий.
Недостатком этого процесса является использование мокрого препрега, нанос связующего в котором невозможно строго
контролировать, при формовании из такого препрега изделий с большими вертикальными поверхностями (участками) происходит стекание связующего, что вызывает отклонения по толщине и свойствам материала изделий. При укладке мокрого препрега каждый последующий слой скользит по предыдущему из-за недостаточйой липкости пропитанного наполнителя, Все это снижает качество изделий, производительность и ухудшает условия труда.
Наиболее близким к предлагаемому является препрег на основе ненасыщенных полиэфирных связующих, получаемый пропиткой стекловолокнистого рулонного мате- риала, который затем с двух сторон закрывают полиэтиленовой пленкой, сматывают в рулоны и оставляют на вызревание в течение 2-3-х сут для получения нужной консистенции с последующим прессованием.
сл
с
ч|
ю ю
00
а
OJ
Процессы изготовления препрега и изделия разделены во времени.
Однако подготовка такого препрега - процесс длительный (вызревание продолжается 2-3 сут), а переработка в изделия требует давлений 2,5-25 МПа (использование вакуумного формования, позволяющего изготавливать больший ассортимент изделий, невозможно из-за низкой текучести связующего). Получение препрега со ста- бильными, нужными, регулируемыми свойствами невозможно, так как процесс вызревания неуправляем, а свойства получаемых изделий нестабильны.
Цель изобретения - ускорение техноло- гического процесса, повышение стабильности свойств препрега и стеклопластика на его основе с одновременным повышением прочностных характеристик стеклопластика.
Цель достигается тем, что в известном способе изготовления крупногабаритных стеклопластиковых изделий на основе ненасыщенных полиэфирных связующих (НПЭ), включающем изготовление препрега путем пропитки стеклоткани связующим, содержащим перекисный катализатор предварительного отверждения и окончательного отверждения изделия, предварительное отверждение препрега осуществляют под действием радиации дозой 0,1-1,0 Мрад до степени конверсии 10-60% при комнатной температуре, а окончательное отверждение изделия при нагревании до 110-120°С.
П р и м е р 1. Готовят 100 г связующего МКТ (ТУ6-01-2810-87) путем смешения ди- метакрил-(2,3)2-бисксилитан-(5) фталата - 100 мае.ч. диметакрилаттриэтиленгликоля - 100 мас.ч. (ТГМ-3, ТУ6-16-2010-82) и эпокси- фурфурилрезорцинового олигомера - 2 мас.ч., 3 г гидроперекиси изопропилбензо- ла (ТУ38-10293-82), перемешивают смесь 5 мин. Далее готовят препрег пропитыванием связующим (1000 г) стеклоткани Т-10-80. Пропитанную стеклоткань закрывают с двух сторон полиэтиленовой пленкой и обрабатывают под действием ускоренных электронов в воздушной среде до поглощенной дозы 0,1 Мрад в течение 25 с при мощности дозы 6x10 рад/с. Степень конверсии 10% Пакет из 8 слоев препрега формуют в лист размером 500 х 500 мм в вакуумном мешке при разряжении 0,8 ат и температуре 120°С в течение 2 ч.
Примеры 2-4. Процесс осуществляют аналогично примеру 1, меняя дозы облучения пропитанной стеклоткани и время формования стеклопластиков. Для получения сопоставляемых сравнительных данных с прототипом параллельно проводили формование однотипного изделия (листа), изготовленного на основе этого же материала путем пропитки стеклоткани Т-10-80.
Пропитанную стеклоткань закрывают с двух сторон полиэтиленовой пленкой и выдерживают препрега при комнатных условиях в течение 48 ч, затем прессуют, пакет из 8 слоев в лист при температуре 120°С в течение 2 ч и давлении 25 МПа.
П р и м е р 5. Готовят связующее путем добавления к 100 г оликоэтиленгликольма- леинатфталата и эфира ТГМ-3 (связующее ПН 609-21 М ОСТ6-05-431-78) 2 г гидроперекиси изопропилбензола (гипериз, ТУ 38- 10293-82), смесь перемешивают 5 мин. Полученным связующим пропитывают стеклоткань, закрывают с двух сторон полиэтиленовой пленкой и обрабатывают под действием ускоренных электронов в воздушной среде до поглощенной дозы 0,1 Мрад EI течение 20 с при мощности дозы 1000 рад/с. Пакет из 8 слоев препрега формуют в лист в вакуумном мешке при разряжении 0,8 атм и температуре 120°С в течение 2 ч.
Примеры 6-7. Процесс осуществляют аналогично примеру 4, меняя дозы облучения пропитанной стеклоткани.
ПримерЗ. Процесс осуществляют аналогично примеру 1, но используют в качестве связующего смолу ПН-1 (ОСТ6-05- 431-78) 67%-ный стирольный раствор полиэтиленгликольмалеинаттерефталата).
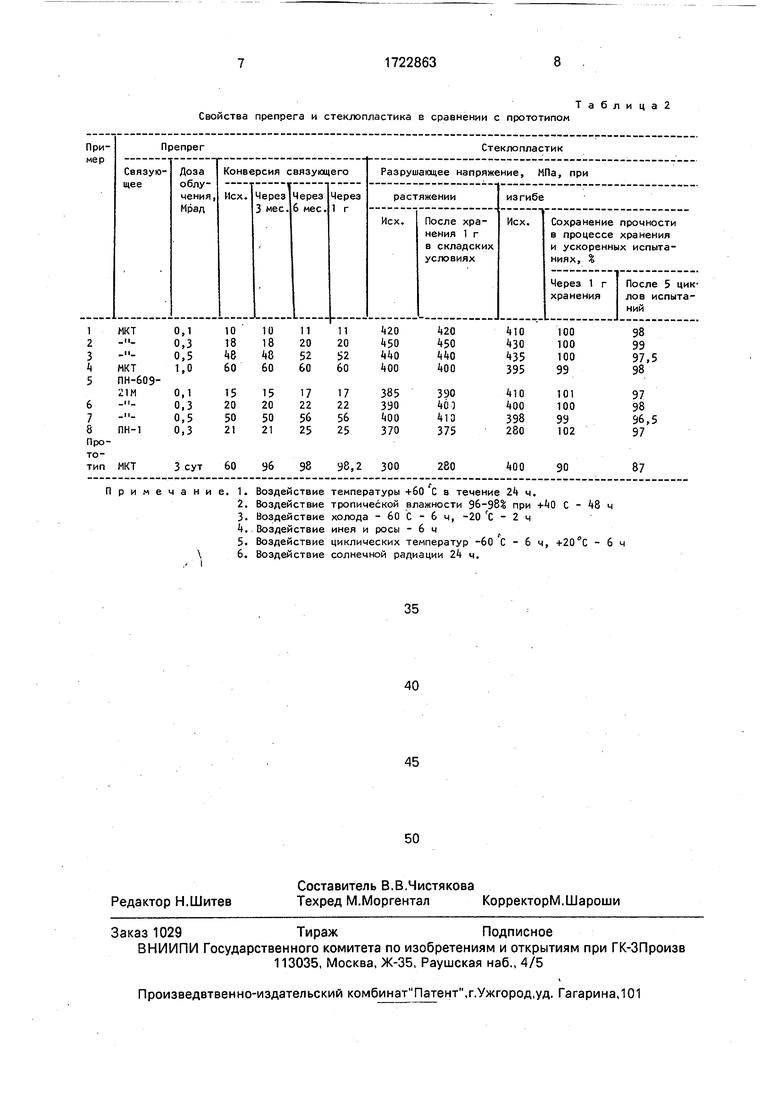
Свойства приведены в табл. Содержание растворимой части связующего в примерах 1-7 определяли экстрагированием связующего в аппарате Сокслета ацетоном в течение 6 ч (степень конверсии равна 100%).
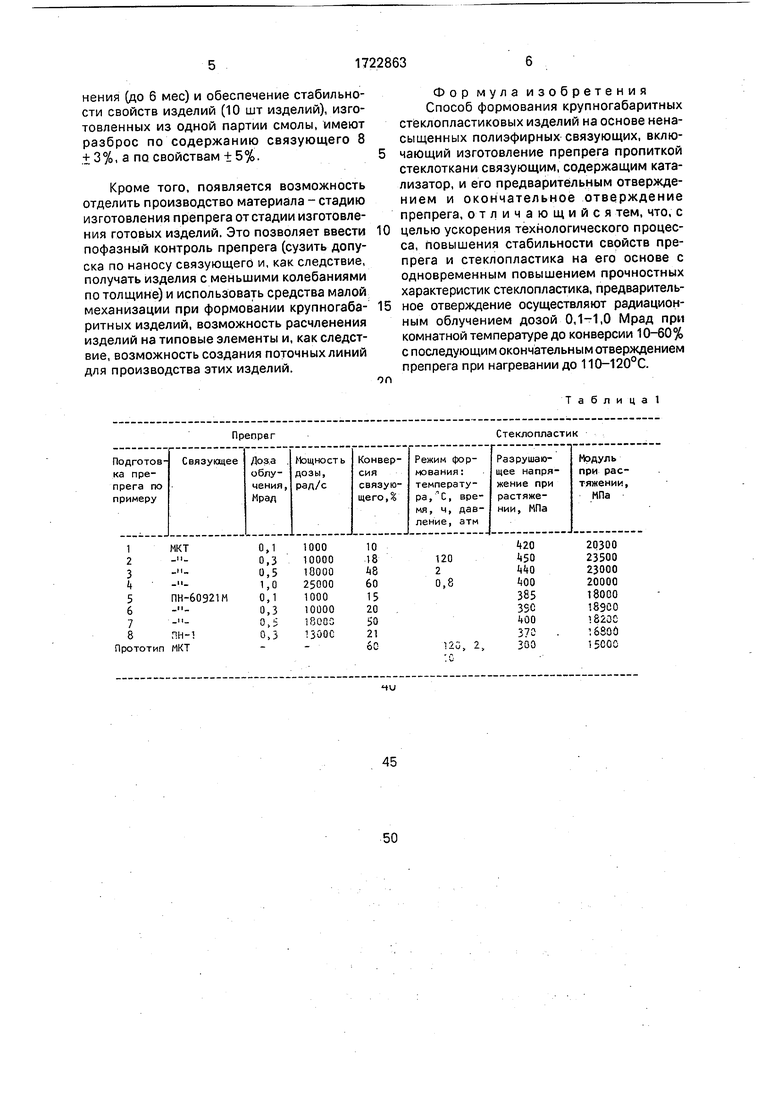
Данные по примерам 1-8 и по прототипу приведены в табл. 1 и 2.
Использование предлагаемого способа формования стеклопластикогзых изделий, включающего радиационную обработку препрега в сочетании с термохимическим отверждением на стадии формования стеклопластиковых изделий, обеспечивает по сравнению с известными способами: возможность ускорения проц-есса получения препрега в 8-10 раз и, как следствие, повышение производительности труда; зозмож- ность использования, кроме прессования, других методов формования, например вакуумного и, как следствие, расширение ассортимента изготавливаемых изделий; повышение прочностных свойств изделий на 15-20%; надежное сохранение свойств препрега в течение всего времени его хранения (до 6 мес) и обеспечение стабильности свойств изделий (10 шт изделий), изготовленных из одной партии смолы, имеют разброс по содержанию связующего 8 + 3%, а по свойствам ±5%.
Кроме того, появляется возможность отделить производство материала - стадию изготовления препрега от стадии изготовления готовых изделий. Это позволяет ввести пофазный контроль препрега (сузить допуска по наносу связующего и, как следствие, получать изделия с меньшими колебаниями по толщине) и использовать средства малой механизации при формовании крупногабаритных изделий, возможность расчленения изделий на типовые элементы и, как следствие, возможность создания поточных линий для производства этих изделий.
0
5
n
Фор мула изобретения Способ формования крупногабаритных стёклопластиковых изделий на основе ненасыщенных полиэфирных связующих, включающий изготовление препрега пропиткой стеклоткани связующим, содержащим катализатор, и его предварительным отверждением и окончательное отверждение препрега, отличающийся тем, что, с целью ускорения технологического процесса, повышения стабильности свойств препрега и стеклопластика на его основе с одновременным повышением прочностных характеристик стеклопластика, предварительное отверждение осуществляют радиационным облучением дозой 0,1-1,0 Мрад при комнатной температуре до конверсии 10-60% с последующим окончательным отверждением препрега при нагревании до 110-120°С.
Т а б л и ц а 1
Свойства препрега и стеклопластика в сравнении с прототипом
Та6лица2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления слоистых изделий из препрега на основе ненасыщенных полиэфирных связующих | 1989 |
|
SU1776575A1 |
| СЛОИСТЫЙ СТЕКЛОПЛАСТИК | 1990 |
|
RU2015926C1 |
| СОСТАВ СВЯЗУЮЩЕГО ДЛЯ ПРОПИТКИ ВОЛОКНИСТОГО НАПОЛНИТЕЛЯ, ПРЕПРЕГ НА ЕГО ОСНОВЕ, СПОСОБ ПОЛУЧЕНИЯ ПРЕПРЕГА, СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОСТОЙКИХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ ПРЕПРЕГА И СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОСТОЙКИХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ ВОЛОКНИСТОГО НАПОЛНИТЕЛЯ | 2006 |
|
RU2304591C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОДЕЛЬНОЙ ОСНАСТКИ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2019 |
|
RU2742301C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНЫХ ТРУБ ИЗ СТЕКЛОПЛАСТИКА | 2011 |
|
RU2489259C1 |
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ ДЛЯ АРМИРОВАННЫХ ПЛАСТИКОВ | 2001 |
|
RU2215759C2 |
| НАНОСТРУКТУРИРОВАННЫЙ СТЕКЛОПЛАСТИК И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2017 |
|
RU2668030C1 |
| ОГНЕСТОЙКИЙ МАЛОТОКСИЧНЫЙ СТЕКЛОПЛАСТИК | 1987 |
|
SU1552518A1 |
| НАНОСТРУКТУРИРОВАННЫЙ СТЕКЛОПЛАСТИК И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2017 |
|
RU2668029C1 |
| ЭЛЕКТРОИЗОЛИРУЮЩЕЕ СТЫКОВОЕ СОЕДИНЕНИЕ РЕЛЬСОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2319802C1 |
Сущность изобретения: способ предусматривает получение препрега пропиткой стеклоткани ненасыщенным полиэфирным связующим, содержащим катализатор, и предварительным отверждением радиационным облучением дозой 0,1-1,0 Мрад при комнатной температуре до конверсии 10- 60% с последующим окончательным отверждением препрега при нагревании до 110-120°С. 2 табл.
| Макаров М.С., Казанков Ю.В | |||
| Производство изделий из стеклопластиков | |||
| Л.: Химия, 1973, с | |||
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Седов Л.Н., Михайлова З.В | |||
| Ненасыщенные полиэфиры | |||
| М.: Химия, 1977, с | |||
| Парный рычажный домкрат | 1919 |
|
SU209A1 |
