Изобретение относится к конструкциям конвейеров с гибкими тяговыми органами. Известна лента конвейера, включающая обкладки и внутренний эластичный слой с поперечными армирующими элементами и продольными гибкими полосами.
Наличие поперечных армирующих элементов создает повышенную прочность ленты в поперечном направлении без ущерба ее эластичности. Однако они соединяются с продольными полосами дополнительными крепежными элементами, что усложняет технологию изготовления армирующего каркаса ленты. Кроме этого, а местах соединения поперечных тросов и продольных полос концентрируются напряжения, что создает неравномерную прочность ленты.
Наиболее близкой по технической сущ ности к предлагаемой является лента конвейера, содержащая верхнюю и нижнюю обкладки, зластомерный слой с верхними поперечными ребрами, в которых расположены армирующие гибкие трубы, обвитые петлями продольного тягового троса.
Недостатком данной ленты конвейера является то, что ее долговечность определяется несущей способностью троса. Увеличить ее можно за счет увеличения диаметра троса, Однако изгиб сравнительно толстого троса вокруг труб небольшого диаметра приводит к возникновению значительных напряжений в тросе, что не способствует увеличению прочности в целом. Недостатком является также то, что при изготовлении на основе этих лент транспортера может быть реализован только один тип транспортера, а именно прутковый. Данной ленте присущи также и недостатки предыдущей ленты.
Цель изобретения - повышение надежности в работе ленты путем исключения узлов соединения концов тросов.
Поставленная цель достигается тем, что лента конвейера включает в себя верхнюю и нижнюю обкладки, эластомерный слой с верхними поперечными ребрами, в которых расположены армирующие гибкие трубы, обвитые петлями продольного тягового троса, причем она снабжена дополнительными армирующими сибкими трубами и дополнительным продольным тяговым тросом, обвитым петлями вокруг дополнительных армирующих гибких труб, прь этом элзсто- мерный слой выполнен с нижними попереч ными ребрами для взаимодействия с приводными элементами конвейера, причем основной и дополнительный продольные тяговые тросы расположены по винтовой линии по ширине ленты.
Выполнение несущей основы в виде расположенных по винтовой линии в теле ленты тросов способствует повышению долговечности и несущей способности ленты.
Это обуславливается оснащением ленты вторым тросом, что повышает- прочность ленты без увеличения диаметров единичных тросов. Расположение этих тросов по винтовой линии также увеличивает долговеч0 ность ленты, так как исключается операция соединения концов несущей основы ленты, т.е. несущая основа ленты выполнена в виде двух тросов, каждый из которых охватывает петлями армирующие трубы. Трубы распо5 ложены в поперечных ребрах эластомерно- го заполнителя таким образом, что каждый из тросов охватывает свой ряд труб, причем ребра изготовлены на противоположных сторонах эластомерного заполнителя. Та0 кое расположение армирующих труб и охват их петлями соответствующих тросов позволяет собирать на основе этих лент как прутковые, та и скребковые транспортеры различных видов (например со скребками.,
5 расположенными параллельно, перпендикулярно или под углом-к ленте).
На фиг.1 изображена лента конвейера, разрез; на фиг.2 - соединение лент конвейера в скребковый транспортер: на фиг.3-то
0 же, в прутковый транспортер; на фиг,4 - схема транспортера, общий вид.
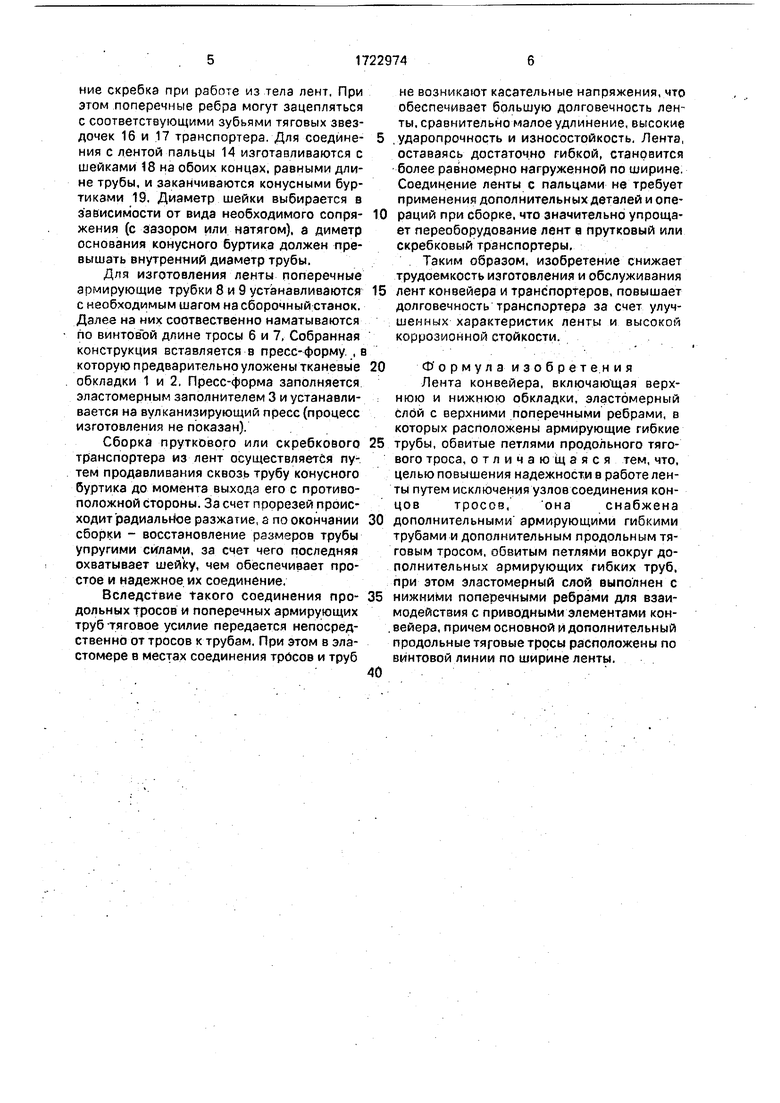
Лента содержит нижнюю 1 и верхнюю 2 тканевые обкладки, эластомерный (например, резиновый) заполнитель 3 с попереч-.
5 ными ребрами А и 5, расположенными на противоположных сторонах элзстомерного заполнителя. Внутри заполнителя размещены по винтовой лин,ии продольные тросы 6 и 7, а/гакже поперечные армирующие трубы
0 8 и 9, причем трубы расположены в поперечных ребрах перпендикулярно продольным тросам и охвачены петлями 10 и 11, образованными тросами по всей длине ленты, Про- дольные тросы 6 и 7 расположены
5 параллельно один другому в теле ленты. Поперечные трубы имеют сквозные продольные прорези 12, выполненные вдоль оси трубы. Для предотвращения осевого сдвига трубы у ее торцов могут быть выполнены
0 кольцевые канавки 13,
Для получения тягового органа пруткового или скребкового транспортера конструкция ленты предусматривает возможность ее соединения с другой парал5 лельной лентой посредством пальцев 14, вставляемых с радиальным зазором в трубы. При получении скребкового транспорте - ра пальцы 14 соединяются с лопастью скребка 15 и образуют собой жесткую конструкцию, что предотвращает выеорэчивание скребка при работе из тела лент, При этом поперечные ребра могут зацепляться с соответствующими зубьями тяговых звездочек 16 и 17 транспортера. Для соедйне- ния с лентой пальцы 14 изготавливаются с шейками 18 на обоих концах, равными длине трубы, и заканчиваются конусными буртиками 19. Диаметр шейки выбирается в зависимости от вида необходимого сопря- жения (с зазором или натягом), а диметр основания конусного буртика должен превышать внутренний диаметр трубы.
Для изготовления ленты поперечные армирующие трубки 8 и 9 устанавливаются с необходимым шагом на сборочный станок. Далее на них соотвественно наматываются по винтов ой длине тросы 6 и 7, Собранная конструкция вставляется в пресс-форму. , в которую предварительно уложены тканевые обкладки 1 и 2. Пресс-форма заполняется эластомерным заполнителем 3 и устанавли- вается на вулканизирующий пресс (процесс изготовления не показан).
Сборка пруткового или скребкового транспортера из лент осуществляется путем продавливания сквозь трубу конусного буртика до момента выхода его с противоположной стороны. За счет прорезей происходит радиалы-toe разжатие, а по окончании сборки - восстановление размеров трубы упругими силами, за счет чего последняя охватывает шейку, чем обеспечивает простое и надежное их соединение.
Вследствие такого соединения про- дольных тросов и поперечных армирующих труб-тяговое усилие передается непосредственно от тросов к трубам. При этом в эластомере в местах соединения тросов и труб
не возникают касательные напряжения, что обеспечивает большую долговечность ленты, сравнительно малое удлинение, высокие .ударопрочность и износостойкость. Лента, оставаясь достаточно гибкой, становится более равномерно нагруженной по ширине. Соединение ленты с пальцами не требует применения дополнительных деталей и операций при сборке, что значительно упрощает переоборудование лент в прутковый или скребковый транспортеры.
Таким образом, изобретение снижает трудоемкость изготовления и обслуживания лент конвейера и транспортеров, повышает долговечность транспортера за счет улучшенных характеристик ленты и высокой коррозионной стойкости.
Формула изобрет е н и я Лента конвейера, включающая верхнюю и нижнюю обкладки, эластомерный слой с верхними поперечными ребрами, в которых расположены армирующие гибкие трубы, обвитые петлями продольного тягового троса, отличающаяся тем, что, целью повышения надежности в работе ленты путем исключения узлов соединения концов тросов, она снабжена дополнительными армирующими гибкими трубами и дополнительным продольным тяговым тросом, обвитым петлями вокруг дополнительных армирующих гибких труб, при этом эластомерный слой выполнен с нижними поперечными ребрами для взаимодействия с приводными элементами конвейера, причем основной и дополнительный продольные тяровые тросы расположены по винтовой линии по ширине ленты.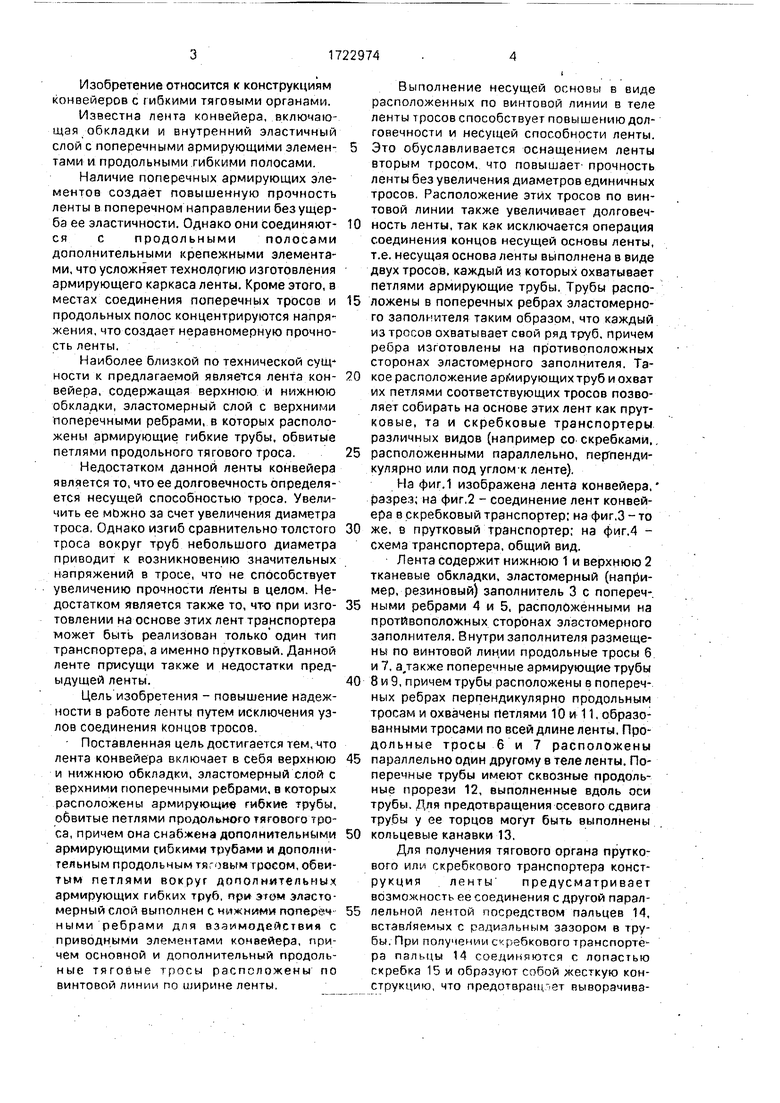
| название | год | авторы | номер документа |
|---|---|---|---|
| Лента конвейера | 1989 |
|
SU1630996A1 |
| Лента конвейера | 1990 |
|
SU1803358A1 |
| Конвейерная лента | 1990 |
|
SU1701608A1 |
| ГИБКАЯ ПОЛИМЕРНО-БЕТОННАЯ ГЕОПЛИТА И АРМИРУЮЩАЯ ЕЕ ЯЧЕИСТАЯ СТРУКТУРА | 2007 |
|
RU2326283C1 |
| Зубчатый ремень | 1990 |
|
SU1784764A1 |
| Резинометаллическая гусеница | 1990 |
|
SU1729889A1 |
| Резинометаллическая гусеница | 1990 |
|
SU1717468A1 |
| УСТРОЙСТВО ДЛЯ СОСКРЕБАНИЯ МАТЕРИАЛА С КОНВЕЙЕРНОЙ ЛЕНТЫ ЛЕНТОЧНОГО КОНВЕЙЕРА | 2014 |
|
RU2658478C1 |
| Резинометаллическая гусеница | 1990 |
|
SU1710428A1 |
| Резинометаллическая гусеница | 1990 |
|
SU1712233A1 |
Использование: грузонесущий элемент ленточных конвейеров. Сущность изобретения: конвейерная лента содержит нижнюю 1 и верхнюю 2 обкладки, эластомерный слой 3 с верхними поперечными ребрами 4, в которых расположены армирующие гибкие трубы 8. Трубы 8 обвиты петлями продольного тягового троса 6. В ленте имеются дополнительные армирующие гибкие трубы 9 и дополнительный продольный тяговый трос 7, обвивающий петлями трубы 9. Эластомерный слой 3 выполнен с нижними поперечными ребрами 5 для взаимодействия с приводными элементами конвейера (например, зубьями звездочек). Тросы 6 и 7 расположены по винтовой линии по ширине ленты. Такое соединение тросов 6 и 7с трубами 8 и 9 позволяет распределить тяговое усилие конвейера между тросами 6 и 7 и трубами 8 и 9, а также исключить узлы соединения концов ленты. В результате этого увеличивается надежность в работе ленты. 4 ил.
| ПРЕОБРАЗОВАТЕЛЬ ПОСТОЯННОГО НАПРЯЖЕНИЯ В СТАБИЛИЗИРОВАННОЕ ПЕРЕМЕННОЕ | 0 |
|
SU248789A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Лента конвейера | 1989 |
|
SU1630996A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
