Изобретение относится к производству конвейерного оборудования„
Целью изобретения является повышение долговечности ленты за счет уменьшения напряжений в эластичном заполнителе,,
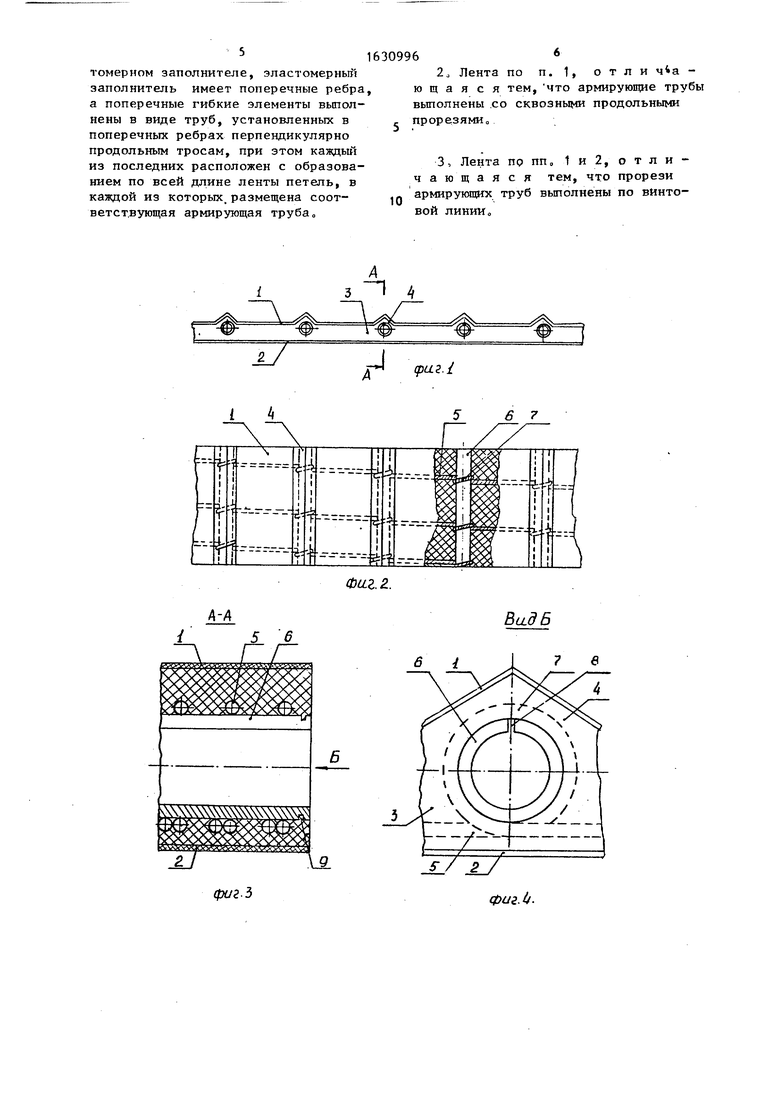
На фиго 1 схематично изображена предлагаемая лента конвейера; на фиг, 2 - то же, вид сверху; на фиг с 3 - разрез А-А на фиг. 1$ на фиг,4 - вид Б на фиг. 3; на фиг0 5 схема расположения продольных тросов и поперечных труб в ленте; на фиг.6 - вариант исполнения поперечной трубы; на фиг 7 - вариант исполнения ленты; на фиг.ч8 - разрез В-В (повернуто) на фиг. 7.
Лента конвейера содержит верхнюю 1 и нижнюю 2 тканевые обкладки, эла- стомерный заполнитель (например, резиновый) 3 с поперечными ребрами 40 Внутри заполнителя 3 размещены продольные тросы 5 и поперечные армирую- ющие трубы 6, причем трубы 6 размещены в поперечных ребрах 4 перпен - дикулярно продольным тросам 5 и охвачены петлями 7, образованными последними по всей длине ленты. Поперечные трубы 6 имеют сквозные продольные прорези 8, выполненные вдоль образующей (вдоль оси) трубы, или по винтовой линии (фиг. 6)о В первом случае для предотвращения осевого сдвига трубы 6 у ее торцов могут быть выполнены кольцевые канавки 9„
Лента конвейера работает следующим образом.
Один из вариантов исполнения ленты предусматривает возможность ее соединения с другой параллельной лентой посредством пальцев 10, вставляемых с радиальным зазором в трубы 6, для получения тягового органа пруткового транспортера (фиг. 7 и 8)
Для изготовления ленты в поперечных армирующих трубах 6 выполняют продольные по оси или винтовой линии прорези 8 и устанавливают их с необходимым шагом на сборочный станок. Далее на, них наматываются продольные тросы 5 Собранная конструкция вставляется в пресс-форму, в которой предварительно уложены тканевые обкладки 1 и 2. Пресс-форма заполняется эластичным заполнителем 3 и устанавливается на вулканизирующий пресс. Для получения на основе ленты пруткового транспортера ИСПОЛЬЗУЮТ0
5
0
5
0
5
0
5
0
5
ся пальцы 10 любой формы в пог ереч- ном сечении, но большего размера, чем внутренний диаметр трубы 6.
Для соединения с лентой пальцы изготавливаются с шейками на обоих концах, равные длине трубы 6 и заканчивающиеся конусными буртиками. Диаметр шейки выбирается в зависимости от вида необходимого сопряжения (с зазором или натягом), а диаметр основания конусного буртика должен превышать диаметр трубы,,
Сборка транспортера осуществляется путем продавливания сквозь трубу 6 конусного буртика до момента выхода его с противоположной стороны. Благодаря прорезям происходит радиальное разжатие, а по окончании сборки восстановление трубы упругими силами, за счет чего труба сдавливает шейку, чем обеспечивается простое и надежное их соединение.
Благодаря такому способу соединения продольных тросов и поперечных армирующих труб лента, оставаясь гибкой в продольном направлении, становится более прочной и равномерно нагруженной по ширине, а возможное пульсирование нагрузки сглаживается упругими деформациями разрезных труб. Применение труб с винтовым расположением прорезей увеличивает поперечную эластичность лент и прочность связи эластомера с армирующим каркасом Соединение таким способом поперечных и продольных армирующих элементов не требует применения дополнительных деталей и операций при сборке, что значительно упрощает переоборудование ее в прутковый транспортер „ Благодаря отсутствию силовых связей армирующих элементов и эластомера в местах их соединения не возникают касательные напряжения, что повышает долговечность лентыс
Формула изобретения
1 о Лента конвейера, включающая верхнюю и нижнюю тканевые обкладки и расположенный между ними эластомер- ный заполнитель с несущей основой в виде продольных тросов, армированный поперечными гибкими элементами, соединенными с продольными тросами, отличающаяся тем, что, с целью повышения ее долговечности за счет уменьшения напряжений в эластомерном заполнителе, эластомерный заполнитель имеет поперечные ребра а поперечные гибкие элементы выполнены в виде труб, установленных в поперечных ребрах перпендикулярно продольным тросам, при этом каждый из последних расположен с образованием по всей длине ленты петель, в каждой из которых, размещена соответствующая армирующая труба.
10
2,Лента по п. 1, о т л и - ю щ а я с я тем, что армирующие трубы выполнены со сквозными продольными прорезямио
3,Лента по пп, 1 и 2, отличающаяся тем, что прорези армирующих труб выполнены по винтовой линиио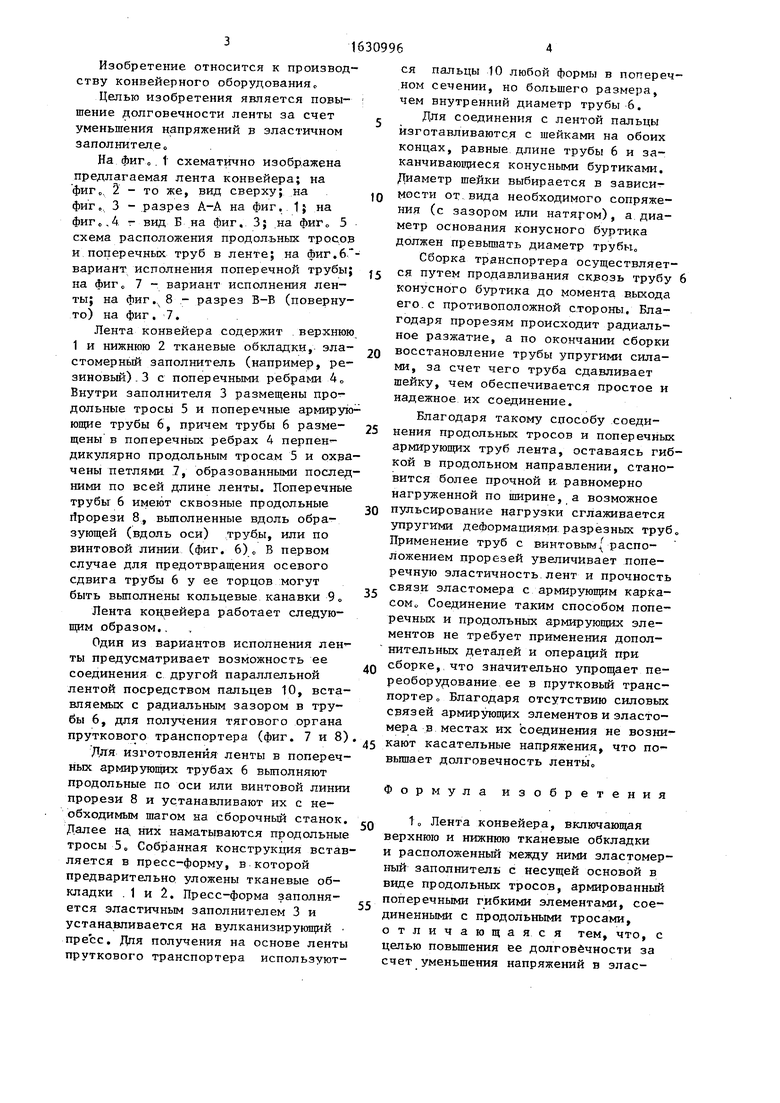
| название | год | авторы | номер документа |
|---|---|---|---|
| Лента конвейера | 1990 |
|
SU1722974A1 |
| Конвейерная лента | 1990 |
|
SU1701608A1 |
| Лента конвейера | 1990 |
|
SU1803358A1 |
| Зубчатый ремень | 1990 |
|
SU1784764A1 |
| Винтовая гидромашина с эластомерно-тканевыми зубьями статора (варианты) | 2024 |
|
RU2834647C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ РЕМНЕЙ | 1991 |
|
RU2009039C1 |
| Резинометаллическая гусеница | 1990 |
|
SU1729889A1 |
| Статор винтовой гидромашины | 2023 |
|
RU2828283C1 |
| Резинометаллическая гусеница | 1991 |
|
SU1781122A1 |
| Резинометаллическая гусеница | 1990 |
|
SU1712233A1 |
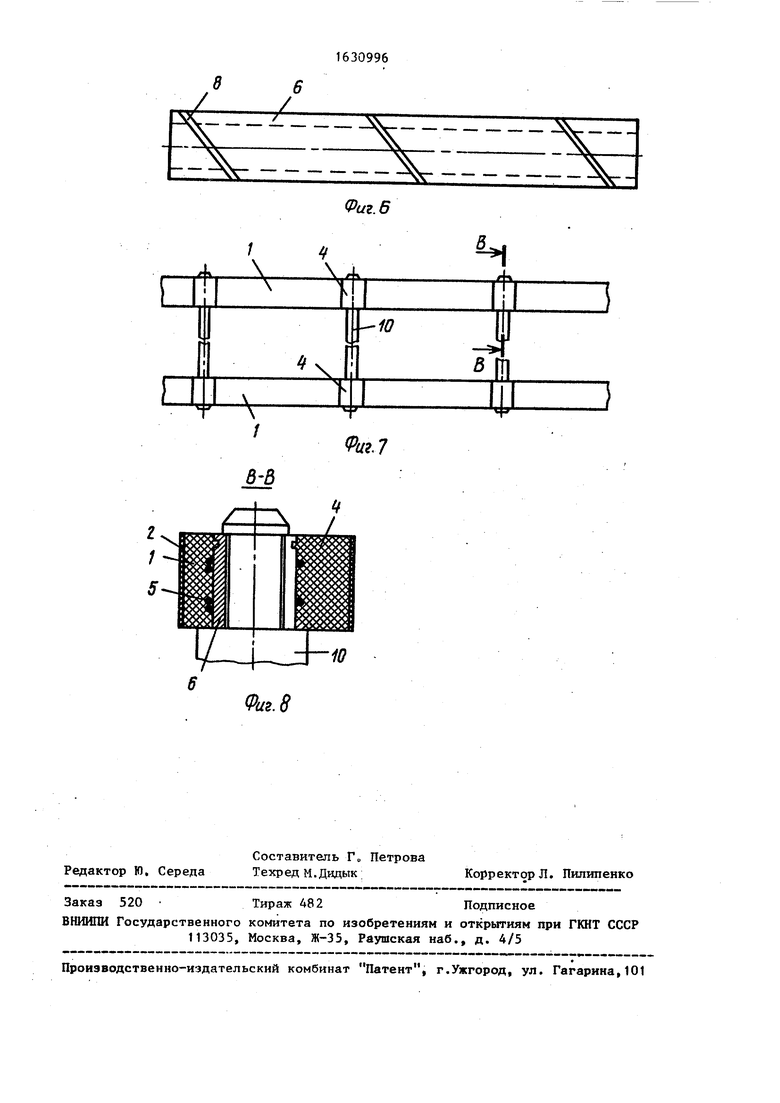
Изобретение относится к конвейерному оборудованию,, Цель - повышение долговечности ленты за счет уменьшения напряжений в эластичном заполнителе. Лента конвейера включает верхнюю 1 и нижнюю 2 тканевые обкладки, между которыми расположен эластомерный заполнитель с поперечными ребрами 4. Внутри заполнителя 3 размещены продольные тросы (ПТ) 5 и поперечные армирующие трубы (AT) 6, Установлены AT 6 в поперечных ребрах 4 перпендикулярно ПТ 5. Каждый из ПТ 5 расположен с образованием по всей длине ленты петель 7, в каждой из которых размещена соответствующая AT -60 Причем AT 6 выполнены со сквозными продольными прорезями 8 „ Прорези 8 выполнены по винтовой линии„ Для изготовления ленты в AT 6 выполняют продольные прорези 8 и устанавливают их с необходимым шагом на сборочный станок, затем на них наматываются ПТ 5„ Собранная конструкция вставляется в пресс-форму, в которой предварительно уложены тканевые обкладки 1 и 2. Пресс-форма заполняется эластичным заполнителем 3 и устанавливается на вулканизирующий пресс Соединение таким способом поперечных и продольных армирующих элементов не требует применения дополнительных деталей и операций при сборке. Отсутствие силовых связей армирующих элементов и эластомера в местах их соединения повышает долговечность ленты. 2 Эо-п. ф-лы, 8 ил„ (Л OS W О СО СО оэ
I 4
Фиг. 2..
фиг-5
6 7
Вид 6
/
8
/
6
Фиг. б
10
Фиг. 8
| Лента конвейера | 1979 |
|
SU814812A1 |
| Конвейерная лента | 1980 |
|
SU948789A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
