Изобретение относится к текстильной промышленности, а именно к получению. формованных 1зделий из термопластичного материала с ворсом, нанесённым в электрическом поле.
Известен способ вакуумформования изделий, по которому участки пластмассового листа с большей степенью вытяжки имеют бортик в зоне формовочных напряжений со специальным выполненным знаком.
Недостатком известного способа является наличие дополнительных элементов в технологии, что предусматривает дополнительные затраты сырья.
Наиболее близким к предлагаемому является способ термоформования фло- кированных полотен, по которому электрофлокированные термопластичные листы формуют на вакуумформовочном устройстве.
Недостатками известного способа являются невозможность получения- изделий с равномерным распределением плотности ворсового покрытия из-за неравномерного утонения термопластичного материала на различных участках коррекса (формы); сильное локальное различие степеней деформации, которое приводит к наибольшей вытяжке в угловых зонах изделий.
Целью изобретения является улучшение равномерности ворсового покрытия на сформованном изделии за счет увеличения сопротивления растяжению участков матеVI Ю 00
ю
10
о
риала, подвергаемых большей глубине вытяжки.
Поставленная цель достигается тем, что в способе изготовления формованного изделия из электрофлокированноготермопластичного материала участки плоского листа с большей глубиной вытяжки облучают инфракрасными лучами с интенсивностью облучения, лежащей в пределах
Ео - ДЕ + а (1 - k) Е Ео + ДЕ + а (1 - k), где Е - интенсивность облучения, Вт/см ;
Ео - интенсивность при условии равномерного облучения, Вт/см ;
а - коэффициент пропорциональности, .Вт/см2;
k -локальный коэффициент вытяжки облучаемого участка;
AF - допустимое отклонение интенсивности облучения, Вт/см .
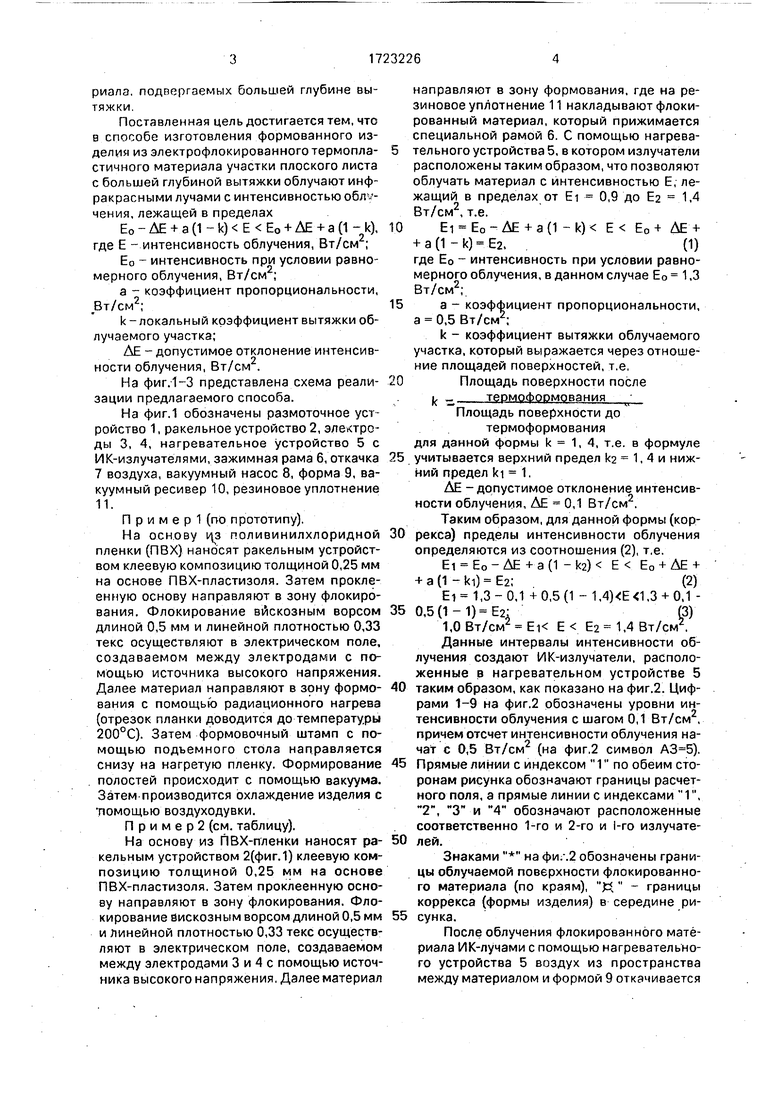
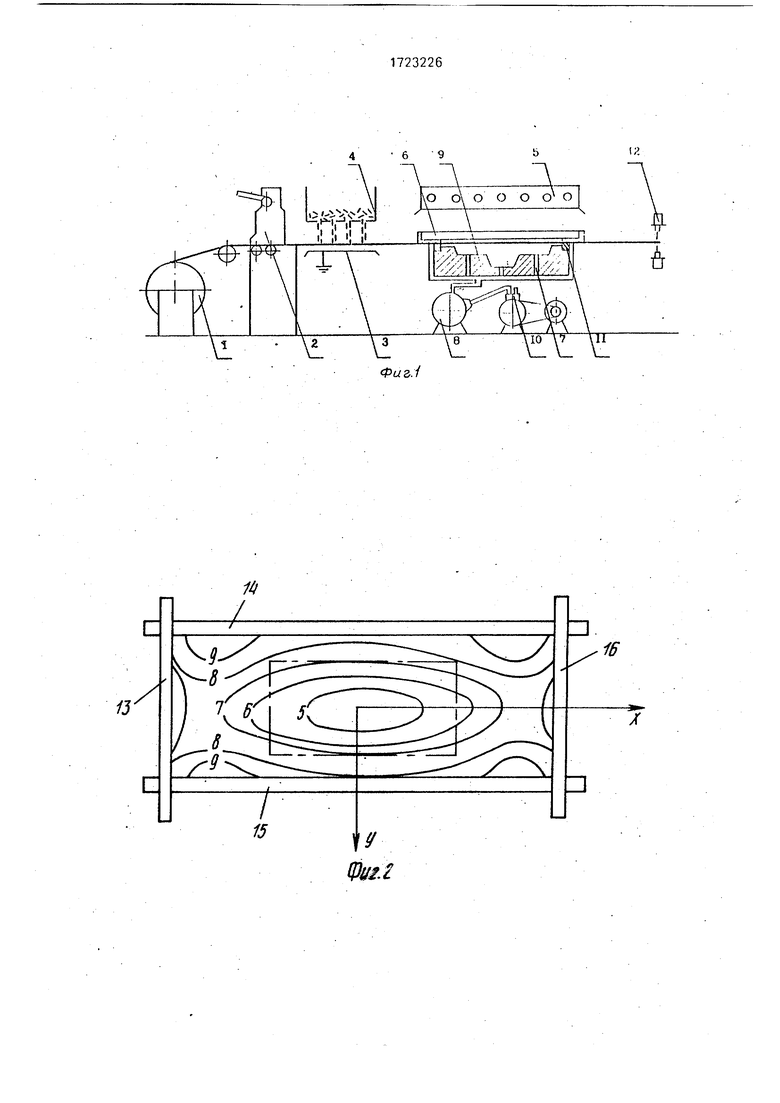
На фиг.1-3 представлена схема реализации предлагаемого способа.
На фиг.1 обозначены размоточное устройство 1, ракельное устройство 2,электроды 3, 4, нагревательное устройство 5 с ИК-излучателями, зажимная рама 6, откачка 7 воздуха, вакуумный насос 8, форма 9, вакуумный ресивер 10,резиновое уплотнение 11.
П р и м е р 1 (по прототипу).
На основу цз поливинилхлоридной пленки (ПВХ) наносят ракельным устройством клеевую композицию толщиной 0,25 мм на основе ПВХ-пластизоля. Затем проклеенную основу направляют в зону флокиро- вания. «блокирование вискозным ворсом длиной 0,5 мм и линейной плотностью 0,33 текс осуществляют в электрическом поле, создаваемом между электродами с помощью источника высокого напряжения. Далее материал направляют в зону формования с помощью радиационного нагрева (отрезок планки доводится до температуры 200°С). Затем формовочный штамп с помощью подъемного стола направляется снизу на нагретую пленку. Формирование . полостей происходит с помощью вакуума. Затем производится охлаждение изделия с помощью воздуходувки.
П р и м е р 2 (см. таблицу).
На основу из ПВХ-пленки наносят ракельным устройством 2(фиг.1) клеевую композицию толщиной 0,25 мм на основе ПВХ-пластизоля. Затем проклеенную основу направляют в зону флокирования. Фло- кирование вискозным ворсом длиной 0,5 мм и линейной плотностью 0,33 текс осуществляют в электрическом поле, создаваемом между электродами 3 и 4 с помощью источника высокого напряжения. Далее материал
направляют в зону формования, где на резиновое уплотнение 11 накладывают флоки- рованный материал, который прижимается специальной рамой 6. С помощью нагрева- тельного устройства 5, в котором излучатели расположены таким образом, что позволяют облучать материал с интенсивностью Е, лежащий в пределах от EI 0,9 до Е2 1,4 Вт/см2, т.е.
Е1 Е0-ДЕ + а(1-k) Е Е0 + ДЕ +
+ a(1-k) E2,(1)
где Ео - интенсивность при условии равномерного облучения, в данном случае Е0 1,3 Вт/см2;
а - коэффициент пропорциональности,
а 0,5 Вт/см2;
k - коэффициент вытяжки облучаемого участка, который выражается через отношение площадей поверхностей, т.е, Площадь поверхности после
k - термоформования Площадь поверхности до
термоформования
для данной формы k 1, 4, т.е. в формуле учитывается верхний предел К2 1, 4 и нижний предел ki 1.
ДЕ -допустимое отклонение интенсивности облучения, ДЕ 0,1 Вт/см2.
Таким образом, для данной формы (кор- рекса) пределы интенсивности облучения определяются из соотношения (2), т.е.
Ei E0-AE + a(1 -К2) Е Е0 + ДЕ + + а (1 - ki) Е2;(2)
Ei 1,3-0,1 +0,5(1 -1,4),3 + 0,1 - 0,5(1-1)Е2;(3)
1,0 Вт/см2 Ei Е Ј2 1,4 Вт/см2. Данные интервалы интенсивности облучения создают ИК-излучатели, расположенные в нагревательном устройстве 5 таким образом, как показано на фиг.2. Цифрами 1-9 на фиг.2 обозначены уровни интенсивности облучения с шагом 0,1 Вт/см2, причем отсчет интенсивности облучения начат с 0,5 Вт/см2 (на фиг.2 символ ). Прямые линии с индексом 1 по обеим сторонам рисунка обозначают границы расчетного поля, а прямые линии с индексами 1, 2, 3 и А обозначают расположенные соответственно 1-го и 2-го и 1-го излучате- лей.
Знаками на фи.-.2 обозначены границы облучаемой поверхности флокированно- го материала (по краям), Ј - границы коррекса (формы изделия) в середине ри- сунка.
После облучения флокированного материала ИК-лучами с помощью нагревательного устройства 5 воздух из пространства между материалом и формой 9 откачивается
вакуумным насосом 8 и под действием атмосферного давления флокированный материал прижимаете к форме 9. Затем сформованное изделие (коррекс) отпускается делительным устройством 12.
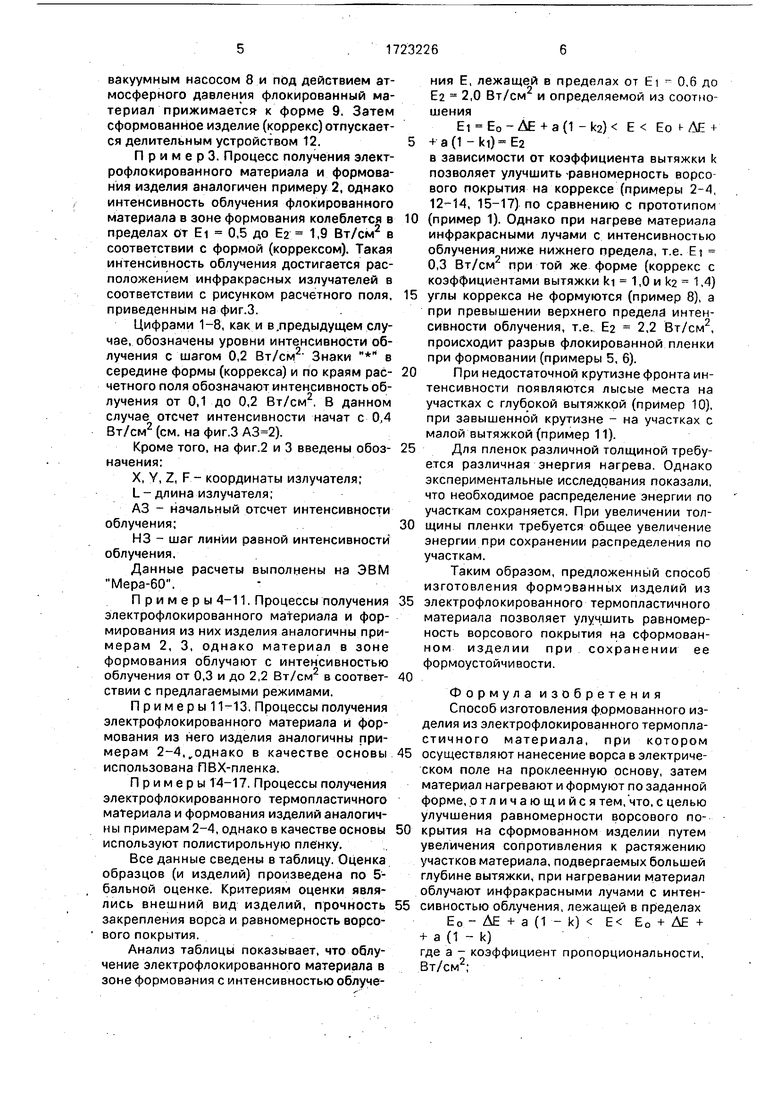
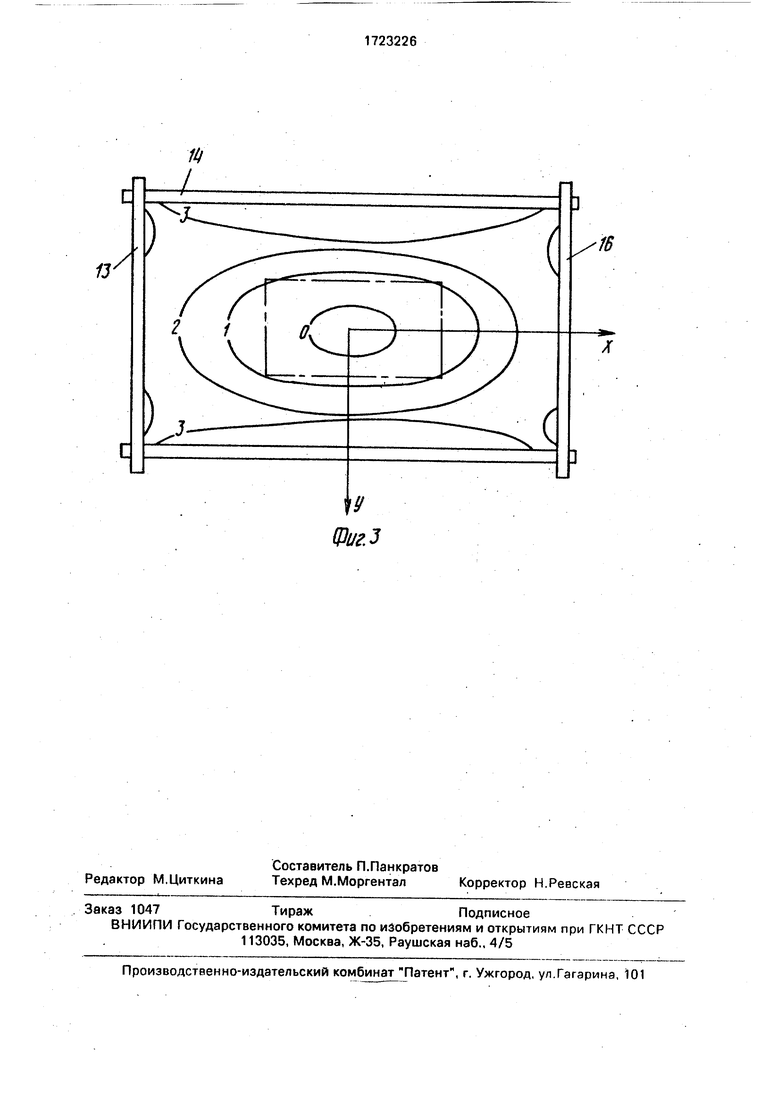
П р и м е р 3. Процесс получения элект- рофлокированного материала и формования изделия аналогичен примеру 2, однако интенсивность облучения локированного материала в зоне формования колеблется в пределах от Ei 0,5 до EZ 1,9 Вт/см2 в соответствии с формой (коррексом). Такая интенсивность облучения достигается расположением инфракрасных излучателей в соответствии с рисунком расчетного поля, приведенным на фиг.З.
Цифрами 1-8, как и в .предыдущем случае, обозначены уровни интенсивности облучения с шагом 0,2 Вт/см2 Знаки в середине формы (коррекса) и по краям расчетного поля обозначают интенсивность облучения от 0,1 до 0,2 Вт/см2. В данном случае отсчет интенсивности начат с 0,4 Вт/см2 (см. на фиг.З ).
Кроме того, на фиг.2 и 3 введены обозначения:
X, У, Z, F - координаты излучателя;
L-длина излучателя;
A3 - начальный отсчет интенсивности облучения;
НЗ - шаг линии равной интенсивности облучения.
Данные расчеты выполнены на ЭВМ Мера-60.
П р и м е р ы 4-11. Процессы получения электрофлокированного материала и формирования из них изделия аналогичны примерам 2, 3, однако материал в зоне формования облучают с интенсивностью облучения от 0,3 и до 2,2 Вт/см в соответствии с предлагаемыми режимами.
П р им е р ы 11-13. Процессы получения электрофлокированного материала и формования из него изделия аналогичны примерам 2-4,,однако в качестве основы использована ПВХ-пленка.
Примеры 14-17. Процессы получения электрофлокированного термопластичного материала и формования изделий аналогичны примерам 2-4, однако в качестве основы используют полистирольную пленку.
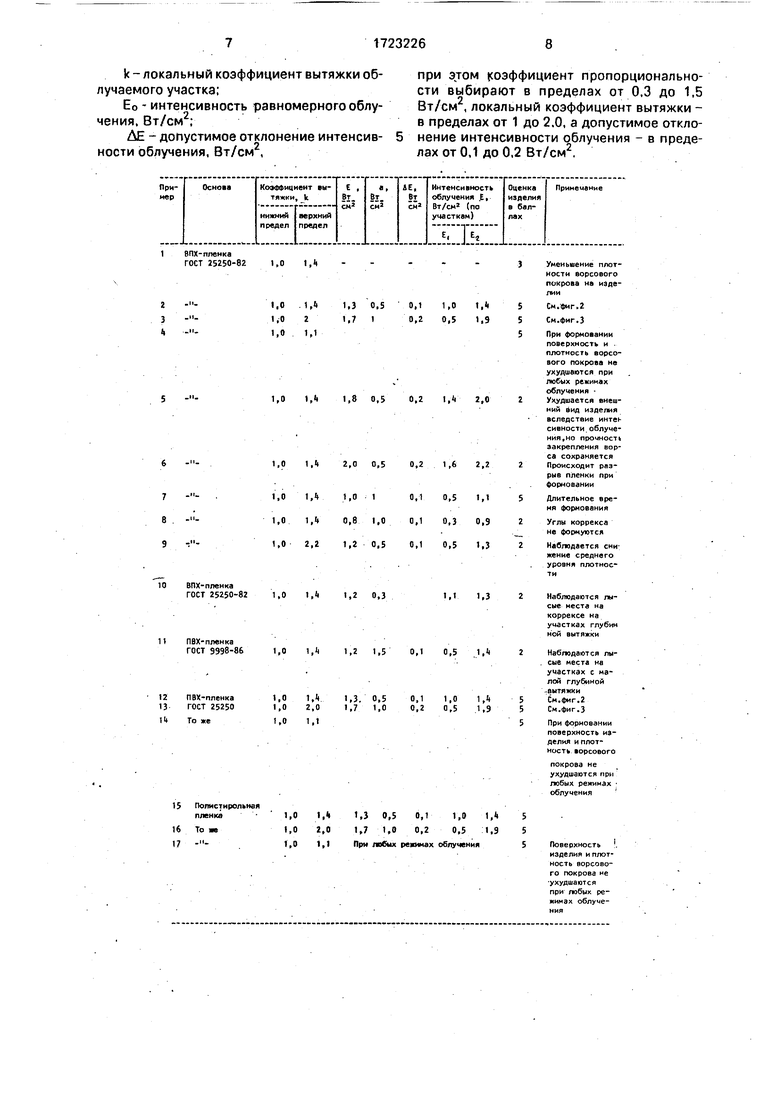
Все данные сведены в таблицу. Оценка образцов (и изделий) произведена по 5- бальной оценке. Критериям оценки являлись внешний вид изделий, прочность закрепления ворса и равномерность ворсового покрытия.
Анализ таблицы показывает, что облучение электрофлокированного материала в зоне формования с интенсивностью облучения Е, лежащей в пределах от Ei 0,6 до Е2 2,0 Вт/см2 и определяемой из соотношения
Ei Ео - ДЕ + а (1 - К2) Е Ео (- ДЕ + 5 +a(1-ki)E2
в зависимости от коэффициента вытяжки k позволяет улучшить -равномерность ворсо вого покрытия на коррексе (примеры 2-4, 12Н4, 15-17) по сравнению с прототипом 0 (пример 1). Однако при нагреве материала инфракрасными лучами с интенсивностью облучения ниже нижнего предела, т.е. Ei 0,3 Вт/см2 при той же форме (коррекс с коэффициентами вытяжки ki 1,0 и кг 1,4)
5 углы коррекса не формуются (пример 8), а при превышении верхнего предела интенсивности облучения, т.е. Е2 2,2 Вт/см2, происходит разрыв флокированной пленки при формовании (примеры 5, 6).
0 При недостаточной крутизне фронта интенсивности появляются лысые места на участках с глубокой вытяжкой (пример 10), при завышенной крутизне - на участках с малой вытяжкой (пример 11).
5Для пленок различной толщиной требуется различная энергия нагрева. Однако экспериментальные исследования показали, что необходимое распределение энергии по участкам сохраняется. При увеличении тол0 щины пленки требуется общее увеличение энергии при сохранении распределения по участкам.
Таким образом, предложенный способ изготовления формованных изделий из
5 электрофлокированного термопластичного материала позволяет улучшить равномерность ворсового покрытия на сформованном изделии при сохранении ее формоустойчивости.
0
Формула изобретения Способ изготовления формованного изделия из электрофлокированного термопла- стичного материала, при котором
5 осуществляют нанесение ворса в электрическом поле на проклеенную основу, затем материал нагревают и формуют по заданной форме,ртл ичающийс я тем, что, с целью улучшения равномерности ворсового по0 крытия на сформованном изделии путем увеличения сопротивления к растяжению участков материала, подвергаемых большей глубине вытяжки, при нагревании материал облучают инфракрасными лучами с интен5 сивностью облучения, лежащей в пределах Ео - ДЕ + а (1 - k) Е Ео + ДЕ + + а (1 - k)
где а - коэффициент пропорциональности, Вт/см2;
k - локальный коэффициент вытяжки облучаемого участка;
Ео - интенсивность равномерного облучения. Вт/см2;
AF - допустимое отклонение интенсивности облучения, Вт/см2,
при этом коэффициент пропорциональности выбирают в пределах от 0,3 до 1,5 Вт/см2, локальный коэффициент вытяжки - в пределах от 1 до 2,0, а допустимое отклонение интенсивности облучения - в пределах от 0,1 до 0,2 Вт/см2,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения электрофлокированного изделия | 1989 |
|
SU1622458A1 |
| Устройство для формования объемных изделий из листовых термопластичных материалов | 1989 |
|
SU1720884A1 |
| Способ сушки длинномерного электрофлокированного материала | 1988 |
|
SU1532784A1 |
| Форма к устройству для получения электрофлокированных объемных изделий на вакуум-формовочных устройствах | 1989 |
|
SU1684076A1 |
| СПОСОБ ПОЛУЧЕНИЯ СИНТЕТИЧЕСКОГО ВОЛОКНА | 1989 |
|
RU1625071C |
| СПОСОБ ОТВЕРЖДЕНИЯ КЛЕЕВ | 1993 |
|
RU2045353C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОЦВЕТНЫХ РИСУНКОВ НА ПОВЕРХНОСТИ ИЗДЕЛИЙ | 1993 |
|
RU2045587C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАРКИРОВАННЫХ ИЗДЕЛИЙ | 1988 |
|
RU1734359C |
| СПОСОБ ПОЛУЧЕНИЯ ВИСКОЗНОГО ВОЛОКНА | 1994 |
|
RU2096536C1 |
| ТЕКСТУРИРОВАННАЯ НИТЬ С РАЗЛИЧНОЙ УСАДКОЙ И ПРЕВОСХОДНОЙ ИМИТАЦИЕЙ СВОЙСТВ ЗАМШИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ТКАНЬ, КРУГЛОВЯЗАНЫЙ ТРИКОТАЖ И ОСНОВОВЯЗАНОЕ ТРИКОТАЖНОЕ ПОЛОТНО ИЗ ТАКОЙ ТЕКСТУРИРОВАННОЙ НИТИ | 2003 |
|
RU2283906C2 |
Изобретение относится к получению формованных изделий из термопластичных материалов с ворсом, нанесенным в электрическом поле, и может быть использовано в текстильной и легкой промышленности. Целью изобретения является улучшение равномерности ворсового покрытия на сформованном изделии за счет увеличения сопротивления растяжению участков материала, подвергаемых большей глубине вы- . тяжки. Поставленная цель достигается тем, что в способе изготовления формованного изделия из электрофлокированного термопластичного материала участки плоского листа с большей глубиной вытяжки облучают инфракрасными лучами с интенсивностью облучения (Е), лежащей в пределах Е0 - АЕ + а (1 - к) + ДЕ+а (1 - к), где Е - интенсивность облучения, Вт/см ; Е0 - интенсивность при условии равномерного облу- чени я, Вт/см; а - коэффициент пропорциональности, Вт/см ; k - локальный коэффициент вытяжки облучаемого участка; АЕ - допустимое отклонение интенсивности облучения, Вт/см . 3 ил.. Т табл. у Ј
15Полнстирольная
пленке 1,01,4
16То те1,02,0
.1,01,1
0,5 0,11,0 1, 5
1,0 0,2 0,5 :1.9 5 юбых режимах облучения5
Поверхность . изделия и плотность ворсового покрова ие ухудшаются при лобых режимах облучения
| Бершев Е.Н | |||
| Электрофлокирование | |||
| М.: Легкая индустрия, 1977, с.203-206. |
