Изобретение относится к текстильной промышленности, а именно получению объемных изделий декорированных покрытием из ворса.
Известно устройство для формования объемных изделий из листовых термопластичных материалов, содержащее матрицу с прижимной рамкой, установленной с возможностью вертикального перемещения инфракрасный нагреватель с перфорированным экраном, отверстия которого расположены с переменным шагом.
Недостатком этого устройства является неравномерность вытяжки материала на готовом изделии в местах различной глубины вытяжки, наличие которых обусловлено исходной матрицей.
Целью изобретения является повышение качества изделия из материала с ворсовым покрытием за счет сохранения равномерной плотности покрытия на готовом изделии путем равномерного растяжения материала на участках изделия с разной глубиной вытяжки.
Поставленная цель достигается тем, что шаг между отверстиями экрана выбирают по формуле
VI ю о
00
оо
4
So
+ b (1 - К)
где А - шаг перфорации; So - площадь отверстия; b - поправочный коэффициент;
К - локальный коэффициент вытяжки облучаемого материалапри этом А находит2 Н ся в пределах от d+ А до d (1 ),
где Н - расстояние от экрана до материала;
h - толщина экрана;
d - диаметр отверстий в экране;
А - величина перегородки между отверстиями.
А также тем, что экран выполнен полым и снабжен патрубками для подсоединения к приточно-вытяжной системе воздушного охлаждения.
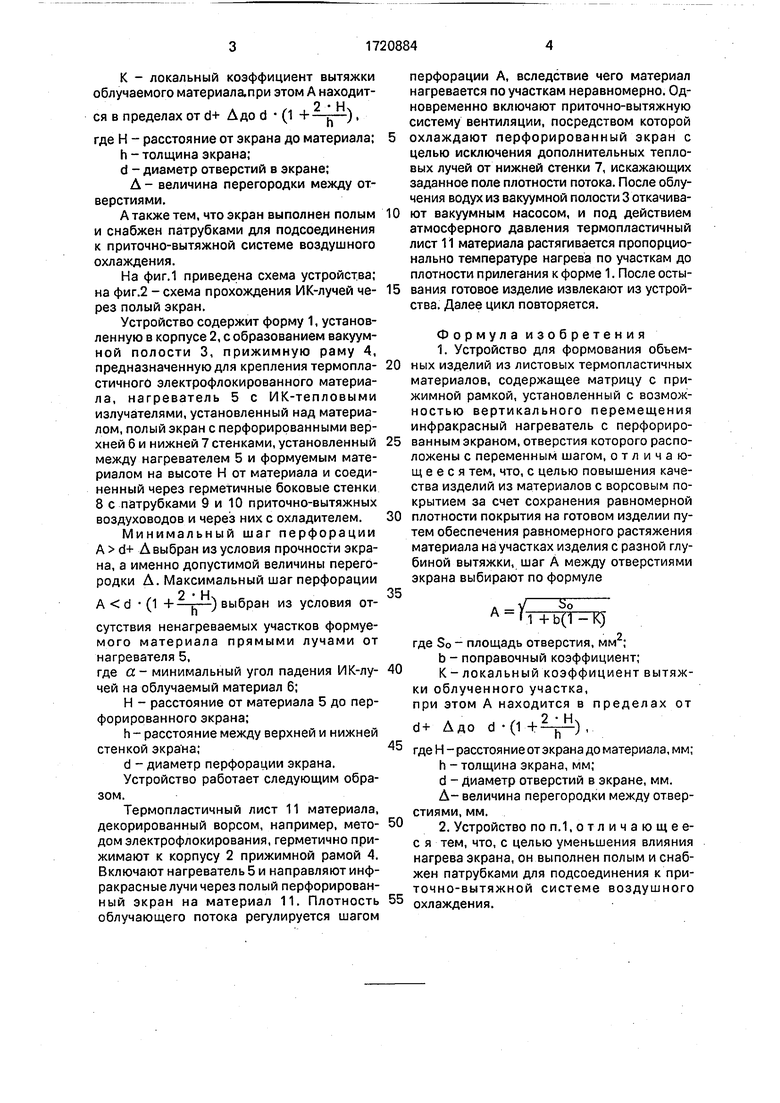
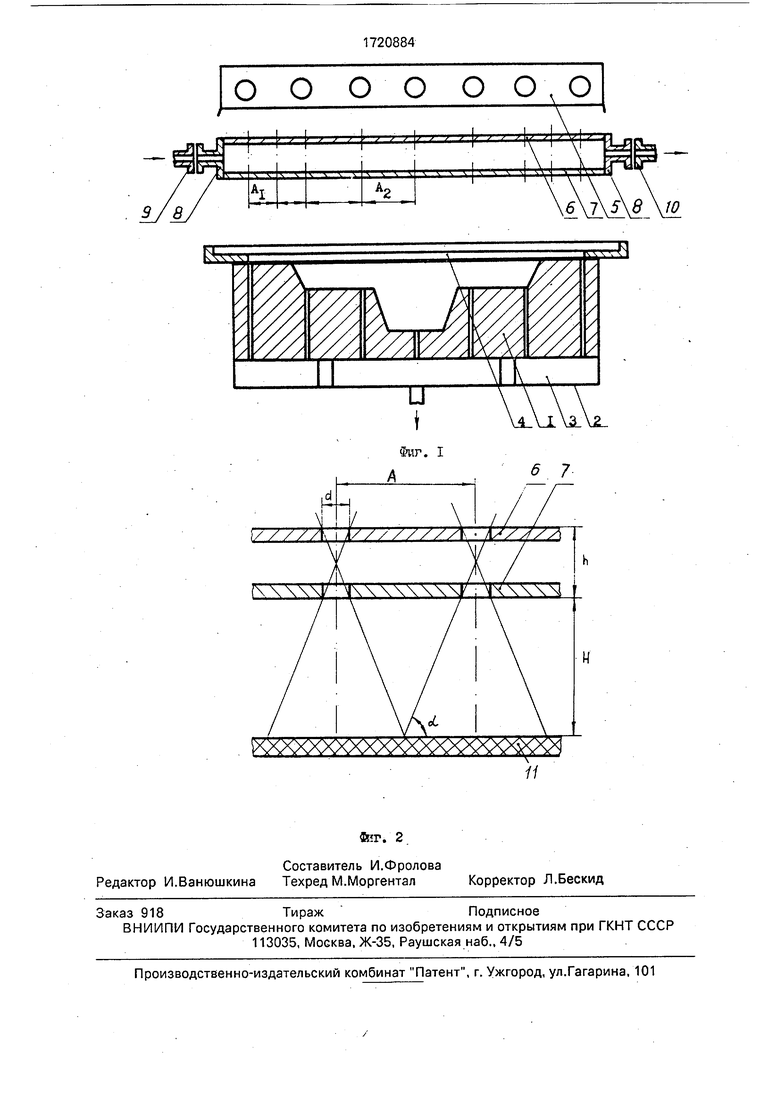
На фиг.1 приведена схема устройства; на фиг.2 - схема прохождения ИК-лучей через полый экран.
Устройство содержит форму 1, установленную в корпусе 2, с образованием вакуум- ной полости 3, прижимную раму 4, предназначенную для крепления термопластичного электрофлокированного материала, нагреватель 5 с ИК-тепловыми излучателями, установленный над материалом, полый экран с перфорированными верхней 6 и нижней 7 стенками, установленный между нагревателем 5 и формуемым материалом на высоте Н от материала и соединенный через герметичные боковые стенки 8 с патрубками 9 и 10 приточно-вытяжных воздуховодов и через них с охладителем.
Минимальный шаг перфорации А d+ Д выбран из условия прочности экрана, а именно допустимой величины перегородки А. Максимальный шаг перфорации
2 Н
А d (1 +-г-) выбран из условия отсутствия ненагреваемых участков формуемого материала прямыми лучами от нагревателя 5,
где а - минимальный угол падения ИК-лучей на облучаемый материал 6;
Н - расстояние от материала 5 до перфорированного экрана;
h - расстояние между верхней и нижней стенкой экрана;
d - диаметр перфорации экрана.
Устройство работает следующим образом.
Термопластичный лист 11 материала, декорированный ворсом, например, методом электрофлокирования, герметично прижимают к корпусу 2 прижимной рамой 4. Включают нагреватель 5 и направляют инфракрасные лучи через полый перфорированный экран на материал 11. Плотность облучающего потока регулируется шагом
перфорации А, вследствие чего материал нагревается по участкам неравномерно. Одновременно включают приточно-вытяжную систему вентиляции, посредством которой
охлаждают перфорированный экран с целью исключения дополнительных тепловых лучей от нижней стенки 7, искажающих заданное поле плотности потока. После облучения водух из вакуумной полости 3 откачивают вакуумным насосом, и под действием атмосферного давления термопластичный лист 11 материала растягивается пропорционально температуре нагрева по участкам до плотности прилегания к форме 1. После остывания готовое изделие извлекают из устройства. Далее цикл повторяется.
Ф о р м у л а и з о б р е т е н и я
1. Устройство для формования объемных изделий из листовых термопластичных материалов, содержащее матрицу с прижимной рамкой, установленный с возможностью вертикального перемещения инфракрасный нагреватель с перфорированным экраном, отверстия которого расположены с переменным шагом, отличающееся тем, что, с целью повышения качества изделий из материалов с ворсовым покрытием за счет сохранения равномерной
плотности покрытия на готовом изделии путем обеспечения равномерного растяжения материала на участках изделия с разной глубиной вытяжки, шаг А между отверстиями экрана выбирают по формуле
д-V So - А Ч +b(1 -KJ
где So - площадь отверстия, мм2;
b - поправочный коэффициент; К - локальный коэффициент вытяжки облученного участка, при этом А находится в пределах от
d+ Ддо d (1 +
2 Н
)-где Н - расстояние отэкрана до материала, мм;
h - толщина экрана, мм;
d - диаметр отверстий в экране, мм.
А- величина перегородки между отверстиями, мм.
2. Устройство по п.1, о т л и ч а ю щ е е- с я тем, что, с целью уменьшения влияния нагрева экрана, он выполнен полым и снабжен патрубками для подсоединения к приточно-вытяжной системе воздушного
охлаждения.
О О О О О О О
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления формованного изделия из электрофлокированного термопластичного материала | 1989 |
|
SU1723226A1 |
| Материал для экранно-вакуумной теплоизоляции и способ его изготовления | 2017 |
|
RU2666884C1 |
| УСТРОЙСТВО ДЛЯ ВЕНТИЛЯЦИИ ПОМЕЩЕНИЯ | 1991 |
|
RU2020387C1 |
| СПОСОБ ПЛАВЛЕНИЯ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2166040C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДАВЛЕНИЯ И СПОСОБ ЕГО СБОРКИ | 1998 |
|
RU2152012C1 |
| Кольцевая туннельная сушилка для лакокрасочных покрытий на изделиях | 1980 |
|
SU892160A1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА НЕПРЕРЫВНЫХ ВОЛОКОН ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА С ВЫСОКОЙ ТЕМПЕРАТУРОЙ ВЕРХНЕГО ПРЕДЕЛА КРИСТАЛЛИЗАЦИИ | 2023 |
|
RU2825820C1 |
| Барабанная сушилка для сыпучих материалов | 1980 |
|
SU901774A1 |
| Способ получения электрофлокированного изделия | 1989 |
|
SU1622458A1 |
| СУШИЛЬНАЯ КОНВЕКТИВНАЯ УСТАНОВКА КАМЕРНОГО ТИПА ДЛЯ СЫРОКОПЧЕНЫХ И СЫРОВЯЛЕНЫХ МЯСНЫХ И РЫБНЫХ ИЗДЕЛИЙ С МОДЕРНИЗИРОВАННОЙ СИСТЕМОЙ РАСПРЕДЕЛЕНИЯ И КОНДИЦИОНИРОВАНИЯ ВОЗДУХА | 2010 |
|
RU2454869C1 |
Изобретение касается формования объемных изделий из листовых термопластичных материалов. Цель - получение объемных изделий из полимерных материалов, декорированных покрытием из ворса. Для этого перфорированный экран нагревательного устройства с переменным шагом перфорации выполнен полым и снабжен патрубками для подключения к проточно-вытяжной системе воздушного охлаждения. Шаг между отверстиями экрана выбирают по формуле + Ь(1 - К) где А - шаг перфорации, So - площадь отверстия, b - поправочный коэффициент, К- локальный коэффициент вытяжки облучаемого участка, при этом А находится в пределах от d+ А до d (1+2H/h) , где Н - расстояние от экрана до материала, h -толщина экрана, мм, d - диаметр отверстий в экране, мм; Д- величина перегородки между отверстиями, мм. Изделия имеют равномерную плотность ворсового покрытия. 1 з.п. ф-лы, 2 ил. ел с
PWXX XXxXX)
а
Фиг. I
б 7
| Установка для изготовления литейныхфОРМ ВАКууМНОй фОРМОВКОй | 1979 |
|
SU846059A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
