Изобретение относится к способам сборки маломощных трансформаторов и может быть использовано в электротехнической промышленности.
Известен способ сборки магнитных полюсов для электрических машин из пластин посредством их взаимного стягивания магнитным полем, пропусканием через всю поверхность пластин и нанесением на эту поверхность склеивающего вещества.
Недостаток этого способа состоит в том, что, обеспечивая плотную укладку пластин, он создает в них механические напряжения, увеличивающие потери мощности на пере-, магничивание. При высыхании склеивающий компонент уменьшается в объеме, взаимно притягивая пластины, увеличивает механические напряжения на их поверхностях, а также ухудшает электромагнитные свойства материала.
Известен способ сборки, при котором механические нагрузки на трансформатор также перенесены на каркас катушки.
Трансформатор собирают из полуколец разрезного ленточного магнитопровода, двух катушек с обмотками, в окнах которых размещены полукольца магнитопровода.
Недостаток известного способа обусловлен тем, что полукольца магнитопровода стягивают бандажом, который создает механические напряжения в материале магнитопровода, увеличивая потери мощности на перемагничивание. Элементом, снижающим надежность такой конструкции, является релаксация (ослабление механических напряжений), Магнитострикция (изменение формы и размеров тела в магнитном поле) ускоряет процесс релаксации, при этом акустические и электромагнитные параметры трансформатора изменяются.
Цель изобретения - повышение надежности трансформатора.
Предлагаемый способ сборки трансформатора состоит в скреплении двух компонентов конструкции - катушки с магнитопроводом.
сл С
х|
ГО
со ел ю ю
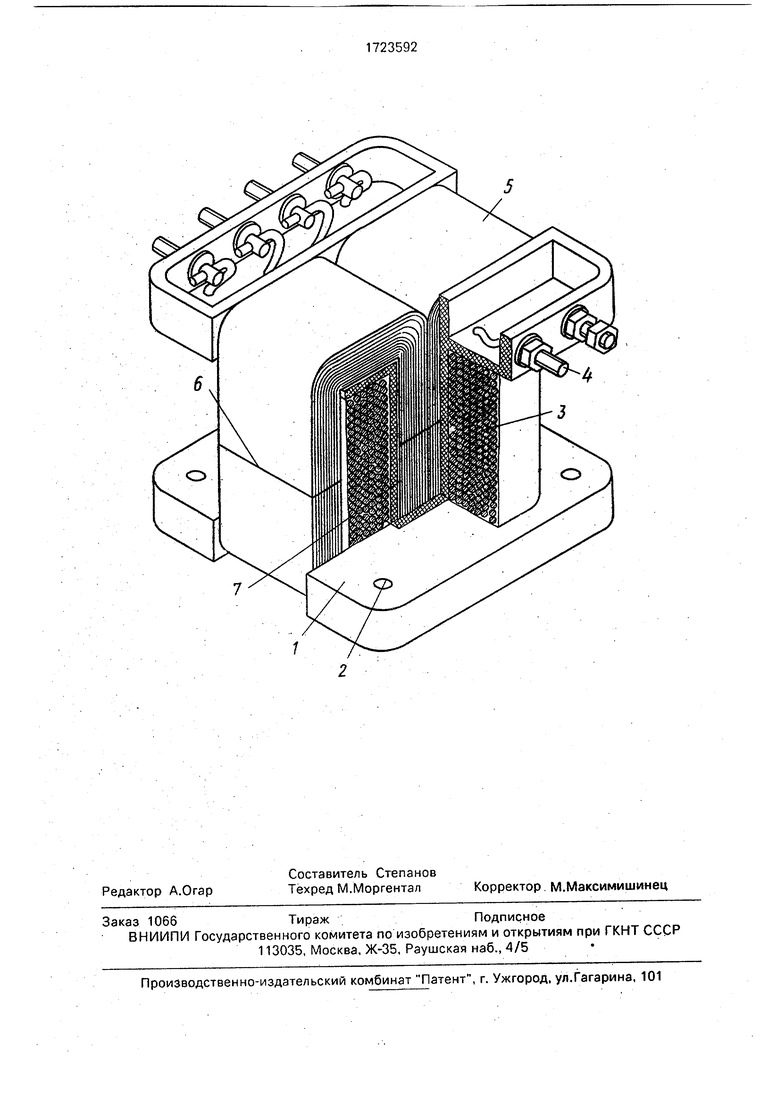
На чертеже показана катушка с магни- топроводом.
На чертеже обозначены пластмассовая катушка 1 с отверстиями 2 для крепления трансформатора к панели, обмотками 3 и отводами 4 от них. Магнитопровод состоит из полуколец 5.
Способ сборки трансформатора состоит в том, что поверхности окна катушки по- крывают (смазывают) склеивающим компонентом (например, эпоксидным компаундом). Тем же компонентом покрывают на полукольцах магнитопровода стыкуемые торцы 6 и внутренние поверхности 7 стержней. Затем полукольца магнитопровода устанавливают в окно катушки. На отводы 4 подают электрический ток. Для ускорения процесса полимеризации склеивающего компонента напряжение тока выбирают из расчета индукции насыщения материалы магнитопровода (например, для кремнистой электротехнической стали 1,8-2 Тл). От отводов берут ток на приборы, показывающие электромагнитные параметры транс- Форматора, свидетельствующие о качестве сборки.
Способ сборки исключает необходимость внешнего воздействия на материал магнитопровода. Процесс идет только в зазоре стыкуемых торцов, По мере уменьшения зазора за счет выдавливания излишков склеивающего компонента сила стягивания полуколец возрастает, а механические напряжения от выдавливания склеивающего компонента уменьшаются. Способ обеспечивает минимальные зазоры в зоне стыкуемых торцов и в то же время фиксирует
наиболее рациональное ненапряженное положение магнитопровода в катушке трансформатора без стяжек и бандажей.
Предлагаемый способ сборки обеспечивает стабильность выходных электромагнитных параметров и высокую надежность работы трансформатора при перепаде температур и виброударных нагрузках.
15
Формулаизобретения
Способ сборки трансформатора малой мощности, состоящий в установке полуколец разрезного ленточного магнитопровода в катушку с обмотками с последующим взаимным скреплением полуколец магнитопровода и магнитолровода с катушкой, отличающийся тем, что, с целью повышения надежности трансформатора за счет снижения механических напряжений, скрепляют
полукольца магнитопровода между собой и катушку с магнитопроводом нанесением склеивающего вещества на торцы полуколец магнитопровода, на внутренние поверхности стержней полуколец и на внутренние поверхности катушки и после установки полуколец магнитопровода в катушку на одну из обмоток подают электрический ток на время полимеризации клеящего вещества.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЫКОВОГО МАГНИТОПРОВОДА | 1990 |
|
RU2016432C1 |
| ОДНОФАЗНЫЙ БРОНЕВОЙ ТРАНСФОРМАТОР (РЕАКТОР) | 2000 |
|
RU2208859C2 |
| Способ изготовления ленточных витых магнитопроводов | 1990 |
|
SU1829054A1 |
| Способ изготовления трансформатора | 1983 |
|
SU1262582A1 |
| ТРАНСФОРМАТОР МАЛОЙ МОЩНОСТИ | 2006 |
|
RU2316841C1 |
| Способ изготовления витых ленточных магнитопроводов | 1980 |
|
SU982108A1 |
| Многофазный трансформатор и способ изготовления многофазного трансформатора | 1985 |
|
SU1292135A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗРЕЗНЫХ ЛЕНТОЧНЫХ МАГНИТОПРОВОДОВ | 2007 |
|
RU2345433C1 |
| ЖЕСТКИЙ ЛЕНТОЧНЫЙ МАГНИТОПРОВОД ДЛЯ ТРАНСФОРМАТОРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2516438C2 |
| ТРАНСФОРМАТОР | 1994 |
|
RU2074435C1 |
Использование: электротехническая промышленность. Сущность изобретения: способ сборки состоит в том, что на торцы полуколец и ленточного магнитопровода и на их стержни, а также на внутреннюю поверхность катушки, состоящей из обмоток, наносят клеящее вещество, затем полукольца вставляют в катушку и на одну из обмоток подают эле рический ток на время полимеризации клеящего вещества. Благодаря такому способу скрепления полуколец и катушки с магнитопроводом уменьшаются механические напряжения и повышается надежность. 1 ил.
| Патент США № 3670408, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Датчик электростатического поля | 1987 |
|
SU1416922A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
