Известно устройство для изготовления изделий жидкого металла. Оно состоит лз тигля (с расилавлеННым металлом), с находящимся внутри стержнем, иерекрываюним отверстие для выхода металла, а также формы, которая заиолняется им.
Отличие иредлагаемого устройства в том, что его стержень-дозатор кинематически связан со штамгговой головкой, в которой размещена матрица, и с механизмом для отрезания проволоки. Внутри стержня-дозатора le/iecKOиически установлен иуансон с осевым отверстием для иодачи ироволоки, входящи npj перемещении стержня-дозатора в осевом направлении в форму для отделенного ооъема металла, смонтированную в кориусе тигля. Непосредственно в штамповую головку входят телескопически установленные в к-:)риусе подпружиненные штоки, центральный из которых является дном матрицы и выталкивателем, а следующий, охватывающий его, образует етенки магршды при иодходе штампово головки к стенке тигля, где смонтирована форма для отделенного металла.
Устройство позволяет получать детали типа плавкой вставки глазка-сигнализатора.
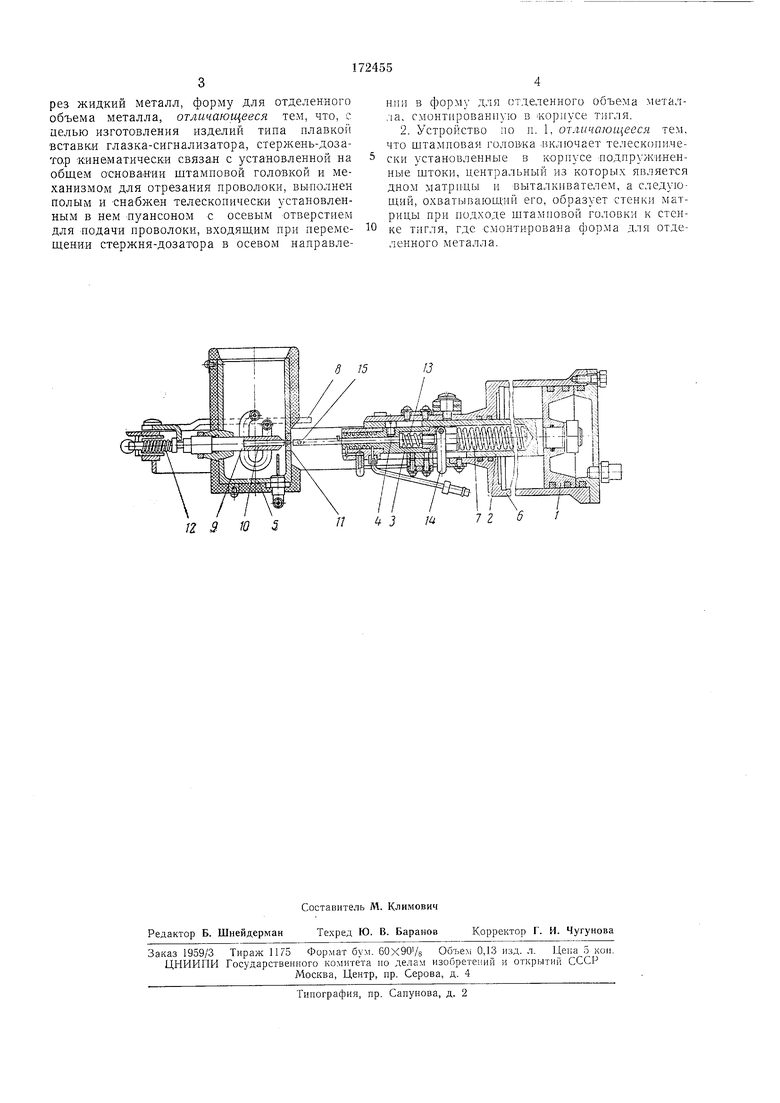
На чертеже схемат11чески изображено предлагаемое устройство для жидкой штамповки.
лическле штоки 2. -3. 4, иерил.сщается до со 1|11;к(}чП овсни;; штоков 3 м 4 с тпглел; 5 д,1К жидкого метал,;а. LiJTOKn 3 м 4 останавливаются. Шток 2 и корпус 6 иродолжают двигаться, пружину 7, и иеремещают рычаг S. которы ; смещает етерже.нь-дозатор 9 с центральны.м иуансоном 10. Металл через открытое отверстие заполняет форму //, встроенпую в корпус тпгля. Прп движении поршня
} в противоположную сторону рычаг cS освобож.дается. стержень-дозатор под де| 1ствие.1 пружины 12 иеремещается .и закрывает отверстие, соответственно пуансон W давит на находяпип ея в форме // объем металла, который отодвигает шток 4, сжимая пружину 13. Торец итока 4 и стенки внутреннего отверстия штока 3 (Юразуют матрицу, в которую выталкивается отделенный объем жидкого .металла. Одновременно иуанеон нодает в
.атр1шу проволоку. При обратном ходе штам.повой головки, осуществляемо.м с помощью пружины 13 м рычага 14, шток 4 выталкивает отсЬормованную дегаль; ножнпцы /J отрезают конец проволоки с изделпем от оетавщейся в
пуасоне.
Предмет и з о б р е т е н п я
1. Устройст ю для жидкой штамповки, включающее тигель с ж;|дки;м металлом, подпр жпненпый стержень-дозатор, нроходящий через жидкий металл, форму для отделенного объема металла, отличающееся тем, что, с целью изготовления изделий типа плавкой вставки глазка-сигнализатора, стержень-дозатор кинематически связан с установленной на общем основадии штамповой головкой и механизмом для отрезания проволоки, выполнен полым и Снабжен телескопически установленным в нем пуансоном с осевым отверстием для иодачи проволоки, входящим при перемещении стержня-дозатора в осевом направленлн в форму для отделенного ооъема металла, смонтпрованпую в iKOpiiyce тигля.
2. Устройство по и. 1, отличающееся тем. что щтамповая головка .включает телескопически установленные в корпусе подпружпиенные патоки, центральный из которых является дном матрпцы и выталкивателем, а следующий, охватывающий его, образует степки матрицы при подходе штамповой головки к стенке тигля, где смонтирована форма для отделенного металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической смазки штампового инструмента | 1985 |
|
SU1368097A1 |
| КОКИЛЬНАЯ МАШИНА | 1973 |
|
SU393032A1 |
| УСТРОЙСТВО для ФОРМОВКИ ПАТРУБКОВ В ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 1971 |
|
SU315487A1 |
| Штамп для гибки штучных заготовок из листа и проволоки | 1984 |
|
SU1205968A1 |
| Раскатной станок | 1982 |
|
SU1098640A1 |
| ХОЛОДНОВЫСЛДОЧНЫЙ ДВУХУДАРНЫЙ АВТОМАТ | 1972 |
|
SU352702A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК В ФОРМЕ СТАКАНА ИЗ ПРУТКА | 2015 |
|
RU2600594C2 |
| Устройство для штамповки металла в твердожидком состоянии | 1991 |
|
SU1838044A3 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| Горизонтальный бесшаботный молот | 1982 |
|
SU1038043A1 |
л /г 3 ю 3 4 J
