Изобретение относится к области обработки металлов давлением.
Известно устройство для формовки патрубков в цилиндрических изделиях на гидравлических прессах, содержащее пуансон и прижимной эле.мент, причем пуансон связан с приводом, выполненным в виде полого штока, внутри которого расположен стержень. Одпако при выполнении операции формовки на таком устройстве необходимо соединять и разобщать стержень (шток) вытяжки и пуансон. Если расстояние от торца цилип.дрического корнуса до оси патрубка невелико, а диаметр цилиндрического корпуса порядка 1500 мм и более, то операция соединения стержня (щтока) вытяжки с пуансоном посредством резьбы, клина, полуколец и др. производится вручную.
Недостаток известной конструкцни состоит в том, что соединение вручную и последующее разобщение вызывает большие затруднения, увеличивает вспомогательное время, способствует остыванию заготовки, нагретой в зоне деформации до ковочной температуры.
Цель изобретения - повышение производительности и обеспечение быстродействия устройства, что важно при нагреве зоны формовки патрубка. Для этого оно снабжено механизмом соединения пуансона со штоком силового гидроцилиндра. Устройство выполнено
в виде зубчатой муфты, ведущая часть которой насажена на кривошипный вал, а ведомая, являющаяся кулачком, составляет принадлежность пуансона и при повороте перемещает сухари крепления стержня (щтока) с пуансоном в проточку стержня (штока) в пазах пуансона.
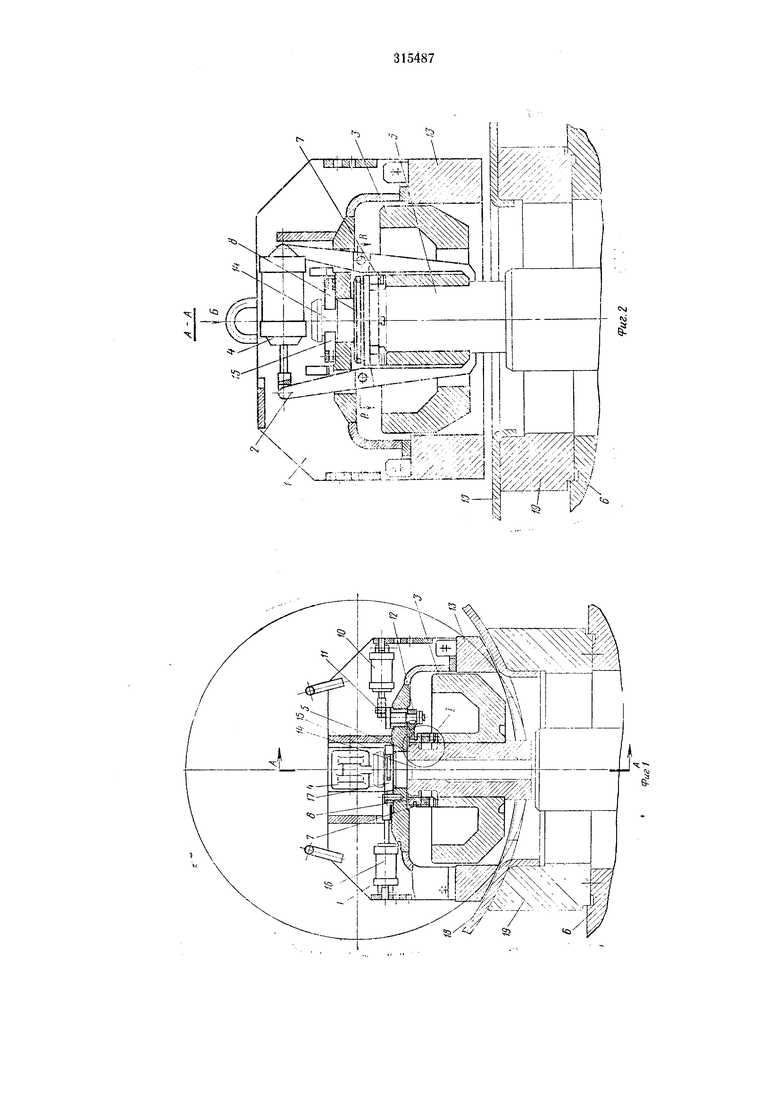
Па фиг. 1 показано предлагаемое устройство; на фиг. 2 - то же, вид сбоку в разрезе;
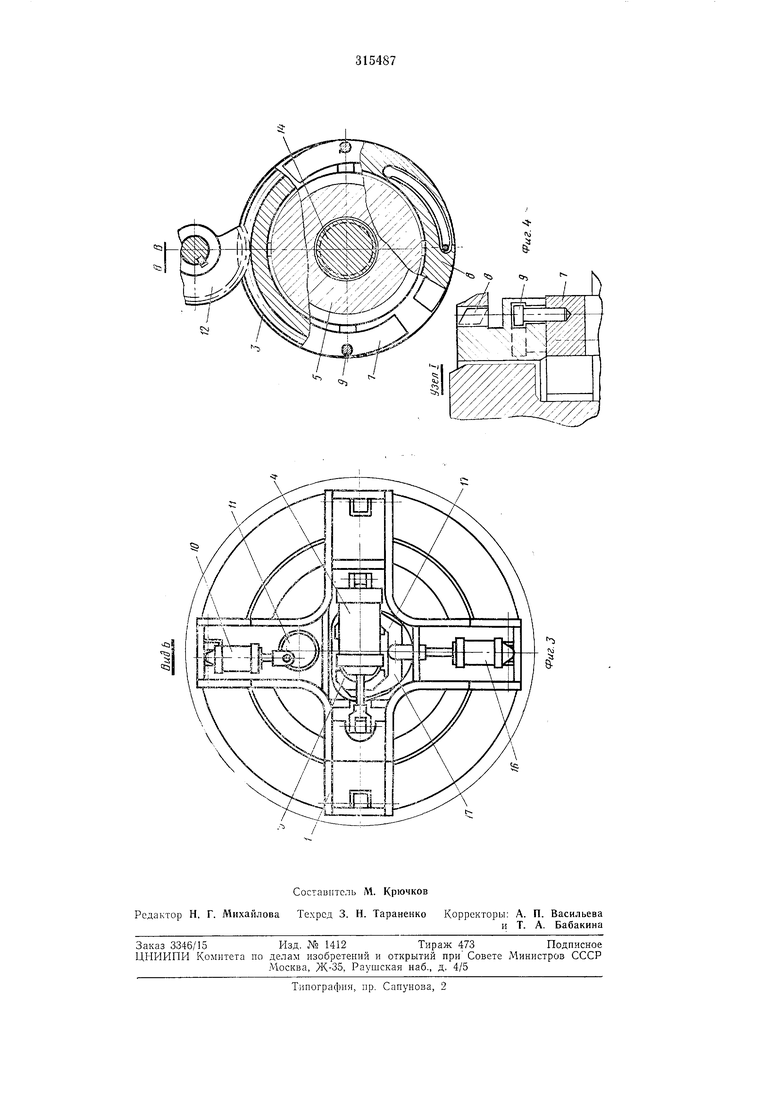
на фиг. 3 - то же, вид в плане; на фиг. 4 - то же, разрез в плане и узел / на фиг. 1.
Устройство состоит из корпуса / штамповой оснастки, в котором размещены рычаги 2 крепления пуансона 3 и цилиндра 4. Соединение пуансона 3 со стерл нем (штоком) 5 вытяжки установки 6 для формовки патрубков производится при помощи сухарей 7, совершающих движение в пазах пуансона 3, путем поворота зубчатой полумуфты 8, являющейся кулачком, имеющим винтовые канавки на торцевой поверхности и производящим смещение штифтов 9, а вместе с ними и сухарей 7, так как штифты закреплены в сухарях. Поворот полумуфты 8 производ 1тся от
цилиндра W через кривошип // и зубчатый сектор 12, выполняющий роль ведущей части зубчатой муфты. Соединение корпуса / штамповой оснастки, снабл енного ирижимом J3, со штоком 14 прижима осуществляется с порычаги 1/. Полумуфта 8 входит в заиеплеиис с сектором 12 в результате центрирования пуансона 3 по прижиму 13, а последний соосеи с корпусом 1. Сухари 7 i полумуфта 8 размещены иа пуаисоне 3 и являются его псотьемлемой частью, а так как количество сухарей более двух, то иолумуфта 8 расположена соосно с пуансоном 3.
Устройство работает следующим образом.
Цилиндрический корпус 18 ставится на матрицу 19, закрепленную на столе установки 6 для формовки патрубков. Корпус / заводится вместе с иуансоном 3 внутрь корпуса 18, при этом его ось совмещается с осью формуемого патрубка. Стержень 5 вытяжки и шток 14 прижима вводятся в отверстие корпуса 18. При этом шток 14 ирижима входит в отверстие корпуса /, а стержень 5 - в пуансон 3. Поворотом полумуфты 8, являющейся кулачком, от цилиндра 10 через кривошии П и зубчатый сектор 12 производится смещение штифтов 9 с закрепленными на них сухарями 7 к оси стержня, и они вводятся в проточку последнего.
В результате стержень 5 вытяжки соединяется с иуансоном 3. Рабочим ходом цилиндра 16 через рычаги 17 при замыкании полуколец 15 шток прижима соединяется с корпусом / щтамповой оснастки. Пуансон 3 открепляется от корпуса 1 цилиндром 4 через рычаги 2. Рабочим ходом штока 14 осуществляется ирижим корнуса 18 вокруг формуемою патрубка к матрице 19, а затем рабочим ходом стерл ия 5 вытяжки, а вместе с ним и пуансона 3 - формовка патрубка. При этом зубчатая иолумуфта 8 выходит нз зацепления с сектором 12 и движется вместе с пуаисоном.
По окончании формовки патрубка полуKo.ibua /5 раскрепляются, корпус 1 освобождается от связи со щтоком 14 прижима, который опускается вниз. Корпус / штамповой ос асткп извлекае ся из корпуса IS, и пос. спилк-ц-тся с матрицы 19. Поставив корпус 1 на матрицу 19, пуаисои 3 вводят в корпус штамповой оснастки. Зубчатая полумуфта 8 при этом входит в зацепление с сектором 12. При захвате рычагами 2 от цилиндра 4 пуансопа 3 вращением полумуфты 8 от цилиндра 10 через кривошип 11 и сектор 12 разводятся сухари 7, при этом иуансон 3 разобщается со стержием 5. Стержень 5 опускается вниз. Корпус / штамповой оснастки снимается вмеcie с пуансоном 3 с матрицы 19. Пикл окончен.
f-..
Предмет изобретеиия
Устройство для формовки патрубков в цилиндрических изделиях на гидравлических прессах, содержащее установленные в нолости изделия корпус, формующий иуансон и концентрично расположенный относительно
пего прижим, отличающееся тем, что, с целью повышения производительности, оно снабжено механизмом, служащим для соединения формующего пуансона со щтоком силового гидроцилиндра иресса и выполненным в виде
закрепленного на корпусе пневмоцилиндра, шток которого соединен с кривощипом с насаженной на него щестерней, входящей в зацен 1епие с устаповленным на формующем иуаисопе зубчатым колесом с профильными канавками, в которых расположены сухари, входящие при вращении колеса в проточки, предусмотренные на нггоке силового гидроцилиндра.
J. ,
( Л/.
-br /--.-yx/vx-.-; , /.; ////
/ .f7n. ; Ш.// ////
P.,
-f J 
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ФОРМОВКИ ПАТРУБКОВ | 1968 |
|
SU217346A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ПОРОШКООБРАЗНЫХМАТЕРИАЛОВ | 1971 |
|
SU306613A1 |
| ШТАМП ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2000 |
|
RU2193940C2 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПРЕССОВАНИЯ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 1973 |
|
SU406641A1 |
| Пресс гидравлический двойного действия | 1976 |
|
SU593934A1 |
| Автооператор | 1983 |
|
SU1144842A2 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ДЕТАЛЕЙ ИЗ ТОНКОЛИСТОВЫХ ЗАГОТОВОК И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2408447C2 |
| Автомат для изготовления пружинных колец | 1982 |
|
SU1063517A1 |
| Роторно-конвейерная машина | 1983 |
|
SU1217741A1 |