Изобретение относится к металлургической промышленности и может быть использовано для термообработки длинномерных изделий, например стальных прутков.
Известно устройство для безокислительного нагрева длинномерных изделий, состоящее из футерованной камеры и размещенных в ней муфелей с каналами для транспортирования изделий в потоке контролируемой атмосферы.
Наиболее близким к предлагаемому является устройство для термообработки длинномерных изделий, содержащее камеры нагрева и охлаждения с расположенными внутри трубчатыми муфелями, в которых транспортируются изделия в потоке контролируемой атмосферы, причем каждый муфель снабжен устройствами ввода и вывода изделий.
Недостаток данных устройств заключается в том, что теплота изделий, прошедших в процессе термообработки нагрев и выдержку, полностью теряется в окружающую среду при последующем охлаждении изделий.
Цель изобретения - повышение экономичности работы установки.
Поставленная цель достигается тем, что в устройстве, содержащем футерованную камеру и размещенные в ней параллельно муфели из теплопроводного материала с каналами для транспортирования изделий в потоке контролируемой атмосферы, причем каждый муфель снабжен устройствами ввоVI
ю
XI
О О
да и вывода изделий, муфели соединены в секции, в которых каждый муфель соприкасается участками наружной поверхности не более чем с двумя муфелями, причем эти два муфеля не соприкасаются между собой; вдоль торца каждой секции устройства ввода и вывода изделий размещены с чередованием; устройство снабжено теплоизолирующим материалом и по крайней мере одним каналом для протока греющего теплоносителя, причем стенки канала образованы футерованной камерой и теплоизолирующим материалом.
Теплоизолирующий материал заполняет рабочее пространство футерованной ка- меры, не занятое секциями муфелей и каналами для протока греющего теплоносителя.
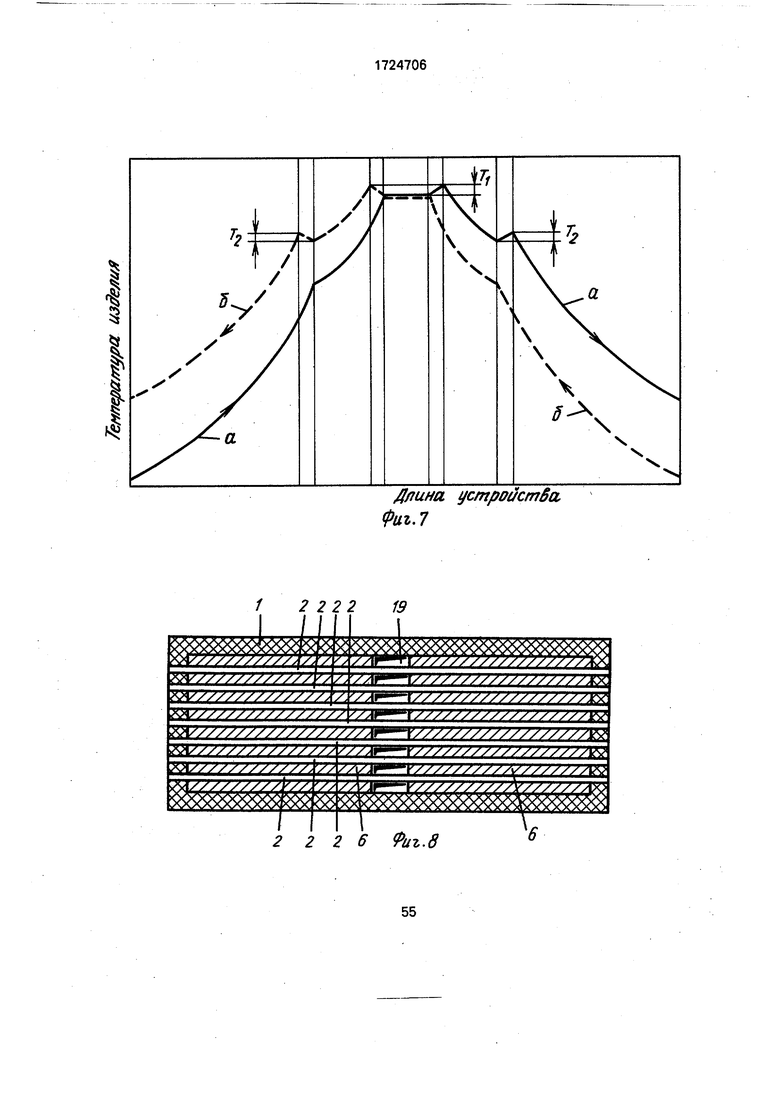
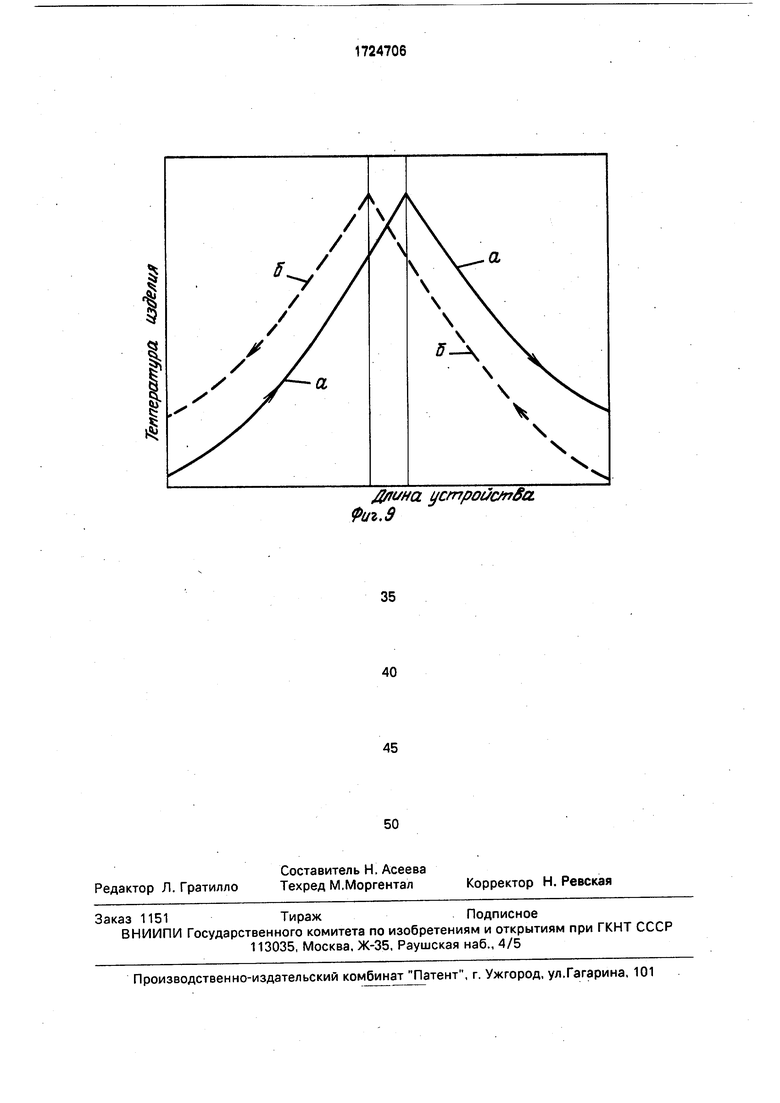
На фиг.1 и 2 изображено устройство, продольный разрез; на фиг,2 - разрез А - А на фиг.1; на фиг.З - разрез Б - Б на фиг,2; на фиг.4 - разрез В - В на фиг.З; на фиг.5 - температурный график термообработки изделий; на фиг.6 - устройство с двумя парами каналов для протока греющего теплоноси- теля, разрез; на фиг.7 - температурный график термообработки изделий; на фиг,8 - устройство с одним каналом для протока греющего теплоносителя, разрез; на фиг.9 - температурный график термообработки из- делий.
Устройство состоит из футерованной камеры 1 с размещенными в ней секциями муфелей 2, горелочными устройствами 3, каналами 4 и 5 для протока греющего тепло- носителя (дымовых газов), причем стенки каналов образованы футерованной камерой
Iи теплоизолирующим материалом 6. Для отвода отработавшего теплоносителя устройство снабжено дымозаборниками 7. Вдоль торца каждой секции муфелей размещены с чередованием устройства 8 ввода и вывода изделий.
Для транспортирования длинномерных изделий 9 и 10 муфели снабжены каналами
IIи 12. Муфели соединены в секции, в которых каждый муфель 14 соприкасается участками наружной поверхности либо с двумя муфелями 13 и 15, причём муфели 13 и 15 не соприкасаются между собой (фиг.4), либо, если муфель размещен на границе секции,
он соприкасается с одним муфелем. Такое соединение муфелей в секции обеспечивает зазор 16 между секциями (фиг.2).
Устройство работает следующим обра- зом.
Во всех секциях по каналам 11 и 12 каждой пары соседних муфелей 13 и 14 транспортируют изделия 9 и 10 в противоположных направлениях. Направлениядвижения изделий показаны стрелками на фиг.З, а также крестиками и точками на оси изделий на фиг.4. В варианте устройства с одной парой каналов 4 и 5 для протока греющего теплоносителя (фиг.2) поток изделия 9 транспортируют последовательно через зону К - от торца устройства до канала 4, через зону L - в пределах канала 4, через зону М - между каналами 4 и 5, через зону
N-впределах канала 5, через зонуР-от канала 5 до торца устройства. Поток изделий 10 транспортируют через указанные зоны в обратном направлении - от зоны Р к зоне К.
Поток изделий 9 в зоне К нагревается, получая теплоту от встречного потока изделий 10 благодаря теплопередаче через поверхность соприкосновения муфелей и выполнению муфелей из теплопроводного материала; в зоне L- нагревается до заданного диапазона температуры выдержки Ti - от теплоносителя, протекающего по каналу 4; в зоне М - выдерживается в диапазоне температуры выдержки в практически адиабатных условиях, обеспечиваемых тем, что встречный поток изделий 10 имеет примерно такую же температуру, и поэтому теплообмен между соседними муфелями в секциях пренебрежимо мал, а также тем, что рабочее пространство между секциями в данной зоне заполнено теплоизолирующим материалом 6; в зоне N - дополнительно нагревается в пределах заданного диапазона температуры выдержки Ti, при этом отвод теплоты от муфелей с потоком изделий 9 к муфелям с потоком более холодных изделий 10 компенсируется под водом теплоты от греющего теплоносителя, протекающего по каналу 5; в зоне Р - охлаждается, отдавая теплоту встречному потоку изделий 10.
Поток изделий 10 подвергается такой же последовательности тепловых воздействий при его движении от зоны Р к зоне К.
В пределах зон К и Р, примыкающих к торцам футерованной камеры, ее рабочее пространство, не занятое секциями муфелей 2, заполнено теплоизолирующим материалом 6 частично (на высокотемпературных участках зон, фиг.1 и 2) или полностью (фиг.б и 8). В результате теплопередача через зазор 16 между соседними секциями подавляется термическим сопротивлением заполняющего этот зазор вещества: либо только твердого (теплоизолирующего материала 6), либо твердого в сочетании с газообразным.
Так как муфели выполнены из теплопроводного материала и соединены в секции, обеспечивающие теплопередачу через поверхность соприкосновения муфелей, то изделия при их транспортировании вводят в тепловой контакт, причем, благодаря высокому термическому сопротивлению между секциями в зонах К и Р, обеспечивают в плоскости, перпендикулярной направле- нию движения изделий, направленный теплообмен между изделиями встречных потоков с подавлением теплообмена между изделиями, относящимися к одному и тому же потоку,
На фиг.5 показаны реализуемые в устройстве температурные графики термообработки для потока изделий 9 (а) и для потока изделий 10 (б) в случае, когда каналы 4 и 5 расположены равноудаленно от тор- цов устройства, а массовый расход и тепло- физические характеристики встречных потоков изделий одинаковы.
Контролируемая атмосфера, двигающаяся по каналам для транспортирования из- делий, не только препятствует окислению материала, но и является в заявляемом устройстве промежуточным теплоносителем между изделием, движущимся в канале муфеля, и внутренней поверхностью канала. Изменение скорости движения контролируемой атмосферы влияет на интенсивность теплопередачи между изделиями в каналах соседних муфелей, изменяя одновременно как скорость нагрева, так и скорость ох- лаждения изделий. Помимо этого, рост скорости движения защитной атмосферы обеспечивает в заявляемом устройстве снижение разности температур встречных потоков изделий на торцовых границах (в месте загрузки - выгрузки изделий), что прит водит к увеличению глубины регенерации теплоты термообработанных изделий и, следовательно, к дополнительной экономии топлива.
Движение контролируемой атмосферы может быть, как .вариант, организовано по замкнутому контуру, включающему каналы для транспортирования изделий.
В варианте устройства с двумя парами каналов 4, 5, 17 и 18 для протока греющего теплоносителя (фиг.6) реализуется температурный график термообработки с двумя стадиями выдержки в заданных диапазонах температур Ti и Т2 (фиг.7).
В варианте устройства с одним каналом 19 для протока греющего теплоносителя (фиг.8) реализуется температурный график термообработки, состоящий из двух стадий - нагрева и охлаждения (фиг.9).
Размещение теплоизолирующего материала во всем рабочем пространстве футерованной камеры, не занятом секциями муфелей и каналами для протока греющего теплоносителя, исключает радиационный и конвективный теплообмен между секциями муфелей, дополнительно усиливая направленность теплообмена между встречными потоками изделий и повышая степень регенерации теплоты охлаждаемых изделий.
Таким образом, заявляемое устройство обеспечивает реализацию различных видов термообработки: без выдержки, с одной или двумя стадиями выдержки, - с повышением экономичности процесса.
Осуществляемая при этом глубокая регенерация теплоты термообработанных изделий не только обеспечивает энергосбережение, но и дает экологический эффект вследствие исключения расхода технологической воды на охлаждение изделий или уменьшения теплового загрязнения производственных помещений (по сравнению с охлаждением изделий на воздухе).
Технико-экономическая эффективность заявляемого устройства по сравнению с колпаковыми или роликовыми проходными печами состоит в: снижении удельного расхода условного топлива на тонну металла от 90 - 150 до 6 - 7 кг/т (в 15 - 20 раз); исключении расхода воды на охлаждение элементов печи; снижении себестоимости термообработки металла от 29 до 10,6 руб./т.
Формула изобретения Устройство для термообработки длинномерных изделий, преимущественно стальных прутков, содержащее футерованную камеру и размещенные в ней муфели из теплопроводного материала с каналами для транспортирования изделий в потоке контролируемой атмосферы, а также устройства загрузки и выдачи изделий, отличающееся тем, что, с целью повышения экономичности, оно снабжено установленной в камере по обе стороны от центральной оси устройства между муфелями, теплоизоляцией, в которой выполнен по меньшей мере один вертикальный канал для теплоносителя, муфели соединены в вертикальные секции, устройства загрузки и выдачи размещены с их чередованием вдоль торца каждой секции.
9ШШ
sAJT
///
//////////// JtJ
| название | год | авторы | номер документа |
|---|---|---|---|
| Шахтная электропечь для термообработки деталей в контролируемой атмосфере | 1987 |
|
SU1476275A1 |
| СПОСОБ ПОДОГРЕВА ОТЖИГАЕМОГО МАТЕРИАЛА В КОЛПАКОВОЙ ОТЖИГАТЕЛЬНОЙ ПЕЧИ | 2010 |
|
RU2528600C2 |
| Погружное устройство для гранулирования термопластов | 1987 |
|
SU1720868A1 |
| СУШИЛЬНО-ВУЛКАНИЗАЦИОННОЕ УСТРОЙСТВО ДЛЯ РЕЗИНОВЫХ ИЗДЕЛИЙ | 2015 |
|
RU2581415C1 |
| Установка для вакуумной термической и химико-термической обработки изделий и материалов и способ вакуумной закалки металлических изделий | 2024 |
|
RU2827622C1 |
| Рекуператор теплоты и влаги вентиляционного воздуха | 2022 |
|
RU2796291C1 |
| РЕЦИРКУЛЯЦИОННАЯ НАГРЕВАТЕЛЬНАЯ УСТАНОВКА | 1993 |
|
RU2049123C1 |
| МНОГОКАНАЛЬНАЯ ПЕЧЬ | 1992 |
|
RU2027965C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2031184C1 |
| Туннельная электропечь с контролируемой атмосферой | 1989 |
|
SU1725049A1 |


Изобретение относится к металлургической промышленности. Цель изобретения - повышение экономичности. В футерованной камере размещены параллельно муфели из теплопроводного материала с каналами для транспортирования изделий в потоке контролируемой атмосферы. Муфели соединены в секции, в которых они соприкасаются участками наружной поверхности. Каждый муфель снабжен устройствами ввода и вывода изделий, причем эти устройства размещены вдоль торца каждой секции с чередованием. Устройство снабжено по крайней мере одним каналом для протока греющего теплоносителя, причем стенки канала образованы теплоизолирующим материалом и футерованной камерой. Теплоизолирующий материал заполняет рабочее пространство футерованной камеры между муфелями. В каждой паре соседних муфелей изделия движутся встречными потоками, направленная теплопередача между которыми через поверхность соприкосновения муфелей обеспечивает регенерацию теплоты охлаждаемых изделий, прошедших нагрев и выдержку. 9 ил. (Л с
90IfrZll
2226 Фиъ.8
| Агрегат для термообработки протяжных изделий | 1983 |
|
SU1145040A1 |
