Изобретение относится к области термообработки и может быть использовано на заводах машиностроительной отрасли промышленности для цементации и нитроцементации длинномерных деталей типа насосных штанг.
Известен способ и устройство для цементации и нитроцементации с муфелированием изделий в муфеле на поддонах, при перемещении которых детали нагреваются и выдерживаются в атмосфере технологического газа, подаваемого в трех точках через свод, в течение времени, необходимого для получения заданного слоя. Отопление этих печей осуществляется путем сжигания газа в пространстве между муфелем и футеровкой [1].
Известен также способ и устройство для цементации и нитроцементации с муфелированием пламени в безмуфельном агрегате, где детали также перемещаются на поддонах и при этом нагреваются и выдерживаются в течение заданного времени в атмосфере технологического газа, циркуляция которого осуществляется тремя вентиляторами. Отопление этих печей осуществляется путем сжигания газа в радиационных трубах [2].
И то, и другое технические решения имеют ряд существенных недостатков:
1. Сложность конструкции печей для химико-термической обработки, связанная с созданием безопасных условий труда при использовании взрывоопасных газов в качестве технологического газа на основе эндогаза, природного газа с добавками аммиака, выражающаяся в необходимости оснащения их загрузочными и выгрузочными тамбурами с приводными промежуточной и наружной заслонками и сложными механизмами загрузки, перегрузки и выгрузки деталей.
2. Большие расходы технологического газа (для сохранения положительного давления в рабочем пространстве) через открытые заслонки и на продувку тамбуров при выполнении загрузочно-выгрузочных операций, а также трудности в обеспечении всестороннего омывания деталей технологическими газами, даже при использовании перемешивающих вентиляторов, что снижает качество цементации и нитроцементации.
3. Невозможность проведения цементации или нитроцементации длинномерных изделий типа насосных штанг длиной до 8 метров.
Способ и устройство [1], как наиболее близкие к заявляемому по технической сущности приняты за прототип.
Цель изобретения - повышение качества термообработки и упрощение конструкции печи для условий цементации и нитроцементации длинномерных деталей типа насосных штанг путем устранения перечисленных недостатков прототипа и аналога.
Указанная цель достигается тем, что каждую деталь подвергают индивидуальному муфелированию, процесс нагрева и выдержки ведут в протоке технологического газа, противоточном от выгрузки к загрузке с регулируемой скоростью и автономной подачей в каждый муфель. Устройство включает в себя муфель, который выполнен в виде секций труб, уложенных на подину вдоль печи, секции снабжены с выгрузочной стороны поворотно-откидной заслонкой, при этом загрузочные и выгрузочные концы секций размещены в рабочем пространстве печи и снабжены центрирующими лотками загрузки и выгрузки деталей, загрузочные концы снабжены мундштуками, выполненными по конфигурации обрабатываемых деталей, а выгрузочные концы выполнены со срезом под углом 20-30о к горизонту и снабжены патрубками индивидуального подвода технологического газа, механизм загрузки и транспортировки выполнен в виде шлепперного транспортера, состоящего из двух ветвей приводных цепей, связанных по фронту секций труб толкающей штангой с гребенчатым толкателем.
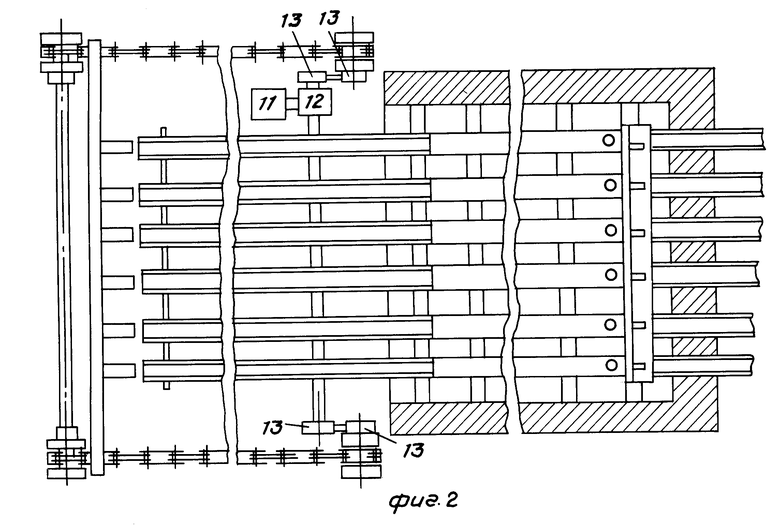
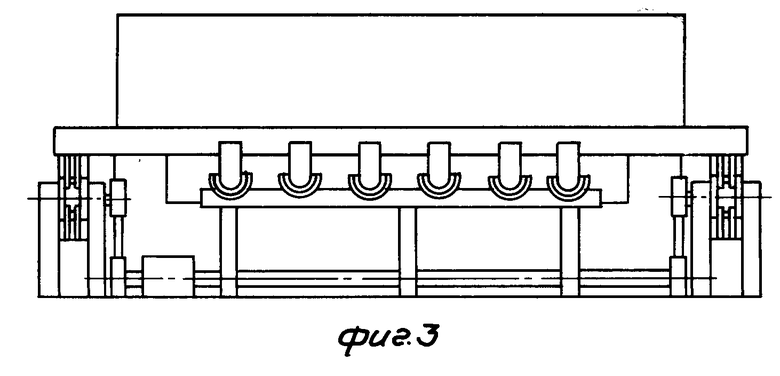
На фиг. 1 изображен общий вид устройства, боковой разрез; на фиг. 2 - разрез в плане; на фиг. 3 - вид с торца.
Устройство состоит из печи 1 с плоскопламенными горелками 2, установленными на своде, муфеля, выполненного в виде секций 3 труб, уложенных на подставки 4 подины 5, поворотно-откидной заслонки 6, шарнирно установленной на выгрузочном конце секций 3, который выполнен со срезом под углом 20-30о к горизонту и расположен в рабочем пространстве печи на выгрузочной стороне, патрубков 7 индивидуального подвода технологического газа от коллектора 8 к каждой трубе секций 3 муфеля, расположенных на выгрузочном конце секций, сменного мундштука 9, выполненного по конфигурации обрабатываемых деталей и установленного на загрузочном конце секций 3 труб, который расположен в рабочем пространстве печи на загрузочной стороне, шлепперного транспортера, состоящего из двух ветвей цепей 10, приводимых в движение от двигателя 11 через редуктор 12 и звездочки 13, толкающей штанги 14, закрепленной на звеньях левой и правой ветвей цепей 10, с гребенчатым толкателем 15, взаимодействующим при загрузке и транспортировке с длинномерными деталями 16, расположенными на центрирующих лотках 17 загрузки, установленных на загрузочной стороне печи и стыкующихся с каждой трубой секций 3, центрирующих лотков 18 выгрузки, установленных на выгрузочной стороне печи и стыкующихся с каждой трубой секций 3.
Срез труб, выполненный под углом 20-30о к горизонту на выгрузочном конце секций 3 труб, позволяет с одной стороны хорошо герметизировать трубы муфеля на выгрузочной стороне с помощью поворотно-откидной заслонки 6, прижимаемой к срезу под действием собственного веса, с другой стороны - легко откидывать заслонку 6 длинномерной деталью 16 при движении ее на выгрузку.
Технологический газ, подаваемый в трубы секций 3, предварительно нагревается, проходя через коллектор 8 и патрубки 7, расположенные в рабочем пространстве печи 1.
Сменный мундштук 9 подбирается таким, чтобы обеспечить минимальный зазор между деталью 16 и внутренней поверхностью мундштука 9, с целью обеспечения минимального расхода технологического газа при заданных скоростях его вдоль обрабатываемой детали для различной номенклатуры деталей.
Расположение загрузочного и выгрузочного концов секции 3 труб муфеля в рабочем пространстве печи позволяет значительно упростить конструкцию печи, освободив ее от загрузочного и выгрузочного тамбуров с промежуточной и наружной заслонками и сложными механизмами загрузки и выгрузки деталей в тамбуры и перегрузки их в рабочее пространство и на выгрузку из печи, при сохранении безопасных условий труда с взрывоопасным технологическим газом, так как сжигание отработанного газа в предлагаемом устройстве производится непосредственно в рабочем пространстве печи на выходе его из мундштуков 9 благодаря размещению загрузочных концов секций 3 в рабочем пространстве печи.
Химико-термическая обработка (цементация, нитроцементация и т. п.) длинномерных деталей осуществляется следующим образом.
Включаются плоскопламенные горелки 2 на своде печи 1 и трубы секций 3 нагреваются до заданной температуры. Длинномерные детали 16 укладываются на центрирующих лотках 17 загрузки, включается двигатель 11, который через редуктор 12 и звездочки 13 приводит в движение левую и правую ветки цепей 10, при этом толкающая штанга 14 с гребенчатым толкателем 15 перемещается в рабочее положение к фронту загрузочного окна печи 1, заталкивая длинномерные детали 16 в нагретые трубы секций 3, по центрирующим лоткам 17 загрузки, двигатель 10 реверсируется и штанга 14 возвращается в исходное положение (рабочее и исходное положения толкающей штанги 14 имеют блокировки с приводом, которые отключают его при достижении крайних положений с целью исключения поломок), детали 16 в трубах секций 3 нагреваются до заданной температуры и выдерживаются в течение времени, необходимого для получения заданного слоя цементации или нитроцементации в протоке нагретого технологического газа, подаваемого с заданным расходом от коллектора 8 и патрубков 7 вдоль обрабатываемых деталей 16 противоточно от выгрузочного конца к загрузочному концу секций 3, где отработанный газ выходит через зазор между внутренней поверхностью мундштука 9 и наружной поверхностью детали 16 и дожигается в рабочем пространстве печи на загрузочной стороне,0 что делает безопасной эксплуатацию печи без тамбуров и горелок-запальников отработанного технологического взрывоопасного газа, применяемых в традиционных печах. Сменный мундштук 9 позволяет производить обработку различной номенклатуры деталей и регулировать скорость протока газа. После завершения выдержки для получения заданного слоя цементации или нитроцементации включается двигатель 11, который через редуктор 12, звездочки 13, цепи 10, толкающую штангу 14, гребенчатый толкатель 15 заталкивает новую партию деталей 16 по центрирующим лоткам 17 загрузки в трубы секций 3, при этом обработанные детали 16 выталкиваются из труб секций 3, открывая поворотно-откидную заслонку 6, на центрирующие лотки 18 выгрузки, откуда извлекаются на последующие операции.
В дальнейшем цикл загрузочно-выгрузочных операций повторяется. Таким образом, предлагаемое изобретение обеспечивает проведение процессов химико-термической обработки длинномерных деталей типа насосных штанг длиной до 8 метров в условиях пламенных печей с открытым пламенем и при этом:
1. Значительно упрощается конструкция печей, т. е. отпадает необходимость иметь загрузочный и выгрузочный тамбуры с приводными заслонками, механизмы загрузки, выгрузки и перегрузки деталей в тамбуры и из них, горелки-запальники.
2. Повышается качество химико-термической обработки благодаря индивидуальному муфелированию каждой детали и всестороннему обтеканию ее технологическим газом при противоточном движении от выгрузки к загрузке с регулируемой скоростью при минимальных расходах.
3. Обеспечиваются на высоком уровне безопасные условия труда в связи с дожиганием отработанного газа непосредственно в рабочем пространстве.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАКАЛКИ ПЛОСКИХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2105822C1 |
| СПОСОБ ТЕРМООБРАБОТКИ ШАРОВ С ПРОКАТНОГО НАГРЕВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2102505C1 |
| СПОСОБ ЗАКАЛКИ ПРОФИЛЬНОЙ ЛЕНТЫ ДЛЯ ПОРШНЕВЫХ КОЛЕЦ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2147041C1 |
| СОЛЯНАЯ ПЕЧЬ-ВАННА | 1973 |
|
SU406913A1 |
| Соляная печь-ванна | 1976 |
|
SU645966A1 |
| Рециркуляционная печь | 1983 |
|
SU1135991A1 |
| Способ газовой цементации стальных изделий | 1987 |
|
SU1520140A1 |
| Печь для непрерывной газовой цементации | 1934 |
|
SU47318A1 |
| Способ получения хинизарина | 1949 |
|
SU83819A1 |
| Элеваторная печь для светлого отпуска | 1977 |
|
SU714125A1 |
Использование: изобретение относится к термической обработке и может быть использовано в машиностроении. Сущность изобретения: длинномерные детали подвергают индивидуальному муфелированию, нагревают и выдерживают в протоке насыщающего газа, противоточном от выгрузки к загрузке, с регулируемой скоростью и автономной подачей в муфель. Устройство содержит печь 1, муфель в виде труб с расположенными на выгрузочном конце поворотно-откидными заслонками 6 и с патрубками 7 индивидуального подвода насыщающего газа, механизм загрузки и транспортировки, выполненный в виде шлепперного транспортера, состоящего из двух приводных целей 10, связанных по фронту секций труб толкающей штангой 14 с гребенчатым толкателем 15. Трубы уложены на подине печи 1, центрирующие лотки загрузки и выгрузки расположены по концам труб. На загрузочном конце каждой трубы установлен мундштук, повторяющий конфигурацию обрабатываемой детали. Концы труб размещены в рабочем пространстве печи. Это обеспечивает повышение качества термообработки и упрощает конструкцию для цементации и нитроцементации. 2 с.п.ф-лы, 3 ил.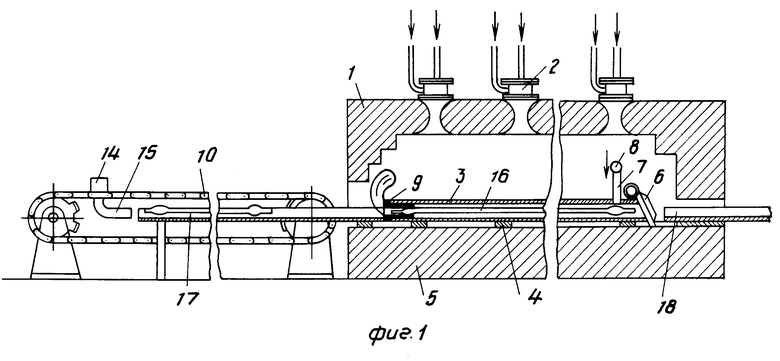
СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Соколов К.Н | |||
| Оборудование термических цехов | |||
| М., 1957, с.141-143, фиг.80а. | |||
