Изобретение относится к обработке металлов давлением и может быть использовано при производстве гнутых профилей проката специального назначения.
Известен листовой гнутый профиль, концевым выступам и вырезам которого придана одинаковая форма. Известен также несимметричный листовой профиль с замкнутыми гофрами, параметры которого выбраны из определенной зависимости.
Недостатком этих профилей является невозможность их применения в транспортирующих конструкциях (траллерах), работающих в агрессивных средах.
Наиболее близким к изобретению является специальный гнутый профиль для боковины кондиционера, выполненный из ст. 1-3, содержащий средний и краевые вертикальные и горизонтальные элементы, сопряженные участками изгиба и характеризуемый тем, что радиусы изгиба
приняты равными около 1,7 толщины профиля.
Недостаток этого профиля - малый срок службы в агрессивных средах.
Известен способ изготовления гнутых профилей, при котором производят набор металла в местах будущих углов профиля и одновременно с подгибкой полок изгибают стенку внутрь с последующей термообработкой и разгибанием стенки. Известен также способ производства профилей с от- бортовками, для улучшения геометрии которых подгибку отбортовки и боковой стенки осуществляют на одинаковые углы, а при достижении угла подгибки 70° - на разные углы.
Недостаток этих способов - малый срок службы в агрессивных средах.
Наиболее близким к изобретению является способ производства специального гнутого профиля путем последовательной по переходам подгибки его средних и краевых вертикальных элементов с ограничением поперечного смещения последних на первых переходах и изгибом среднего элемента, который характеризуется одновременной подгибкой всех вертикальных элементов на одинаковые углы подгибки.
Недостаток известного способа - небольшой срок эксплуатации изготавливаемых профилей в агрессивных средах.
Цель изобретения - увеличение срока эксплуатации профиля в агрессивных средах.
Указанная цель достигается тем, что профиль, содержащий средние и краевые вертикальные и горизонтальные элементы, сопряженные участками изгиба, выполнен из коррозионно-стойкой хромоникелевой стали марок 10ХНДП и 12Х18Н10Т, его средний горизонтальный элемент выполнен в пределах 2...3% от ширины этого элемента, а внутренние радиусы дуг участков изгиба выполнены величиной не более 1,3 толщины профиля; в способе производства гнутых профилей путем последовательной по переходам подгибки его средних и краевых вертикальных элементов с ограничением поперечного смещения последних на первых переходах и изгибом среднего горизонтального элемента, подгибку начинают со средних вертикальных элементов, подгибку краевых вертикальных элементов производят после достижения средними элементами угла подгибки 80°, подгибку среднего горизонтального элемента наружу осуществляют после достижения краевыми элементами угла 80°, при этом ограничение поперечного смещения краевых элементов выполняют в первых пяти проходах до достижения средними вертикальными элементами угла 80°, а подгибку элементов профиля по переходам производят последовательно уменьшающимися радиусами.
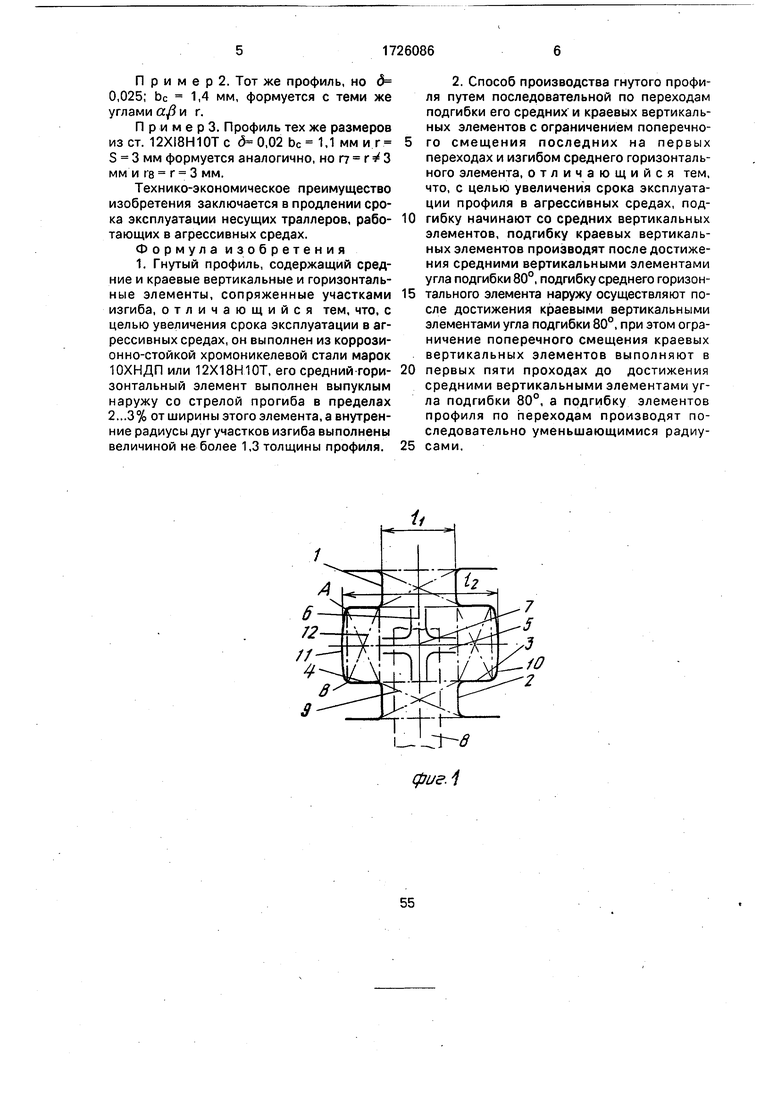
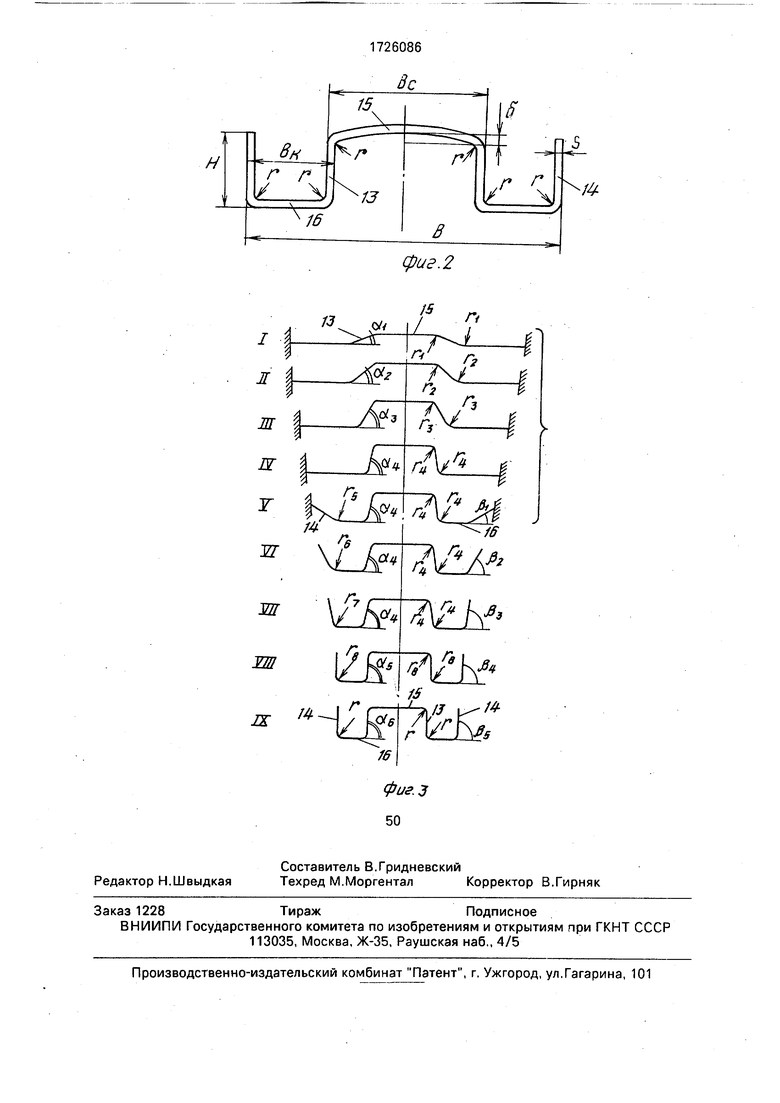
На фиг.1 показан типичный узел несущего траллера; на фиг.2 - предлагаемый гнутый профиль; на фиг.З - схема формовки профиля по предлагаемому способу.
Узел несущего траллера состоит из двух
профилей сложной конфигурации, образующих путепроводы 1-4, из которых путеводы 1 и 2 служат для перемещения по ним вертикальной оси, а путеводы 3 и 4 - горизонтальной 5 оси крестовины 7, к которой
крепится подвеска 8 с роликами 9. Поверхности 10 и 11 профилей выпуклые, что обеспечивает свободное прохождение горизонтальных роликов 12 по поверхностям 13.
Предлагаемый гнутый профиль шириной В, высотой Н и толщиной S содержит по два средних 13 и крайних 14 вертикальных элемента, а также средний 15 шириной Ьс и два крайних 16 шириной Ьк горизонтальных
элемента, сопряженных дугами одинакового радиуса гЈ 1,33 (соответствуют точкам А и В узла на фиг.1). Элемент 15 изогнут наружу со стрелой изгиба д (0,02...0,03) х Ьс. Профиль формуется за 9 (1 - IX) проходов: сначала подгибается элемент 13 (до 80°) на углы а.. щ , затем, начиная с V прохода, осуществляется подгибка вверх элементов
14на углы ,Д,Дз 80° и с подгибкой в VIII проходе элементов 13 до угла од . В
последнем (IX) проходе углы а& /fe 90°. В предчистовом (VIII) проходе элемент
15изгибают наружу по дуге со стрелой д , Радиусы изгиба г последовательно по переходам уменьшают до заданной величины г re. В калибрах I-V применено закрытие нижними валками.
Эксплуатация предлагаемого профиля, изготовленного по данной технологии из
сталей 10ХНДП и 12Х18Н10Т, показала, что он служит соответственно в 2-2,5 и 3-4 раза дольше, чем профиль из ст.З.
Пример. 1. Профиль 120 х 28 х 3 мм с В 120 мм, Н 28мм, 5 3 мм, Ьс 56,8мм,
Ј 0,03; Ьс 1,7мм и г 1,17; 5 3,5 мм из ст.ЮХНДП формуется в девяти проходах со следующими углами подгибки и радиусами изгиба: а 1 20° 03 60°,а4 80°,as 88°, a6
90°,# 30°, ,Д 60°, Дз 80° , - 88°, 90° , п 14 мм, Г2 7мм, гз 4,5мм, М 3,5 мм, Г5 12 мм, re 5 мм, гу re г 3,5 мм. Калибры I-V закрытые; изгиб элемента 15 - в VIII проходе.
П р и м е р 2. Тот же профиль, но 3 0,025; Ьс 1,4 мм, формуется с теми же углами afi и г.
П р и м е р 3. Профиль тех же размеров из ст. 12XI8H10T с (5 0,02 Ьс 1,1 мм и г S 3 мм формуется аналогично, но г г 4 3 мм и гв г 3 мм.
Технико-экономическое преимущество изобретения заключается в продлении срока эксплуатации несущих траллеров, рабо- тающих в агрессивных средах.
Формула изобретения
1. Гнутый профиль, содержащий средние и краевые вертикальные и горизонтальные элементы, сопряженные участками изгиба, отличающийся тем, что, с целью увеличения срока эксплуатации в агрессивных средах, он выполнен из коррозионно-стойкой хромоникелевой стали марок 10ХНДП или 12Х18Н10Т, его средний гори- зонтальный элемент выполнен выпуклым наружу со стрелой прогиба в пределах 2...3% от ширины этого элемента, а внутренние радиусы дуг участков изгиба выполнены величиной не более 1,3 толщины профиля.
2. Способ производства гнутого профиля путем последовательной по переходам подгибки его средних и краевых вертикальных элементов с ограничением поперечного смещения последних на первых переходах и изгибом среднего горизонтального элемента, отличающийся тем, что, с целью увеличения срока эксплуатации профиля в агрессивных средах, подгибку начинают со средних вертикальных элементов, подгибку краевых вертикальных элементов производят после достижения средними вертикальными элементами угла подгибки 80°, подгибку среднего горизонтального элемента наружу осуществляют после достижения краевыми вертикальными элементами угла подгибки 80°, при этом ограничение поперечного смещения краевых вертикальных элементов выполняют в первых пяти проходах до достижения средними вертикальными элементами угла подгибки 80°, а подгибку элементов профиля по переходам производят последовательно уменьшающимися радиусами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА C-ОБРАЗНОГО ГНУТОГО ПРОФИЛЯ | 1997 |
|
RU2118213C1 |
| СПОСОБ ФОРМОВКИ ГНУТЫХ КОРЫТНЫХ ПРОФИЛЕЙ | 2004 |
|
RU2256524C1 |
| СТАЛЬНОЙ КОРЫТНЫЙ ПРОФИЛЬ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2337776C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЦИАЛЬНОГО ГНУТОГО ПРОФИЛЯ | 2008 |
|
RU2365448C1 |
| Способ изготовления гнутых профилей | 1986 |
|
SU1375377A1 |
| СПОСОБ ПОШТУЧНОЙ ФОРМОВКИ U-ОБРАЗНОГО ГНУТОГО ПРОФИЛЯ | 1992 |
|
RU2040994C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ (ВАРИАНТЫ) | 1992 |
|
RU2106216C1 |
| Способ изготовления гнутых профилей | 1989 |
|
SU1710166A1 |
| ГНУТЫЙ СПЕЦПРОФИЛЬ ШВЕЛЛЕРНОГО ТИПА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2124408C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОГНУТЫХ ПРОФИЛЕЙ ПРОКАТА ЗАМКНУТОГО ТИПА | 2006 |
|
RU2342208C2 |
Использование: обработка металлов давлением, в частности гнутые профили проката и технология их производства. Сущность изобретения: гнутый профиль содержит средние и краевые вертикальные и горизонтальные элементы, сопряженные участками изгиба. Он выполнен из коррозионно-стойкой хромоникелевой стали марок 10ХНДП или 12Х18Н10Т, его средний горизонтальный элемент выполнен выпуклым наружу со стрелой прогиба в пределах 2...3% от ширины этого элемента, а внутренние радиусы дуг участков изгиба выполнены величиной не более 1,3 толщины профиля. Способ производства гнутых профилей осуществляется путем последовательной по переходам подгибки его средних и краевых вертикальных элементов с ограничением поперечного смещения последних на первых переходах и изгибом среднего горизонтального элемента. Подгибку начинают со средних вертикальных элементов, подгибку краевых вертикальных элементов производят после достижения средними вертикальными элементами угла подгибки 80°. Подгибку среднего горизонтального элемента наружу осуществляют после достижения краевыми вертикальными элементами угла подгибки 80°. Ограничение поперечного смещения краевых вертикальных элементов выполняют в первых пяти проходах до достижения средними вертикальными элементами угла подгибки 80°, а подгибку элементов профиля по переходам производят последовательно уменьшающимися радиусами. 1 з.п. ф -лы, 3 ил. сл G
| Чекмарев А.П | |||
| и Калужский В.Б | |||
| Гнутые профили проката, М.: Металлургия, 1974, с | |||
| Способ получения камфоры | 1921 |
|
SU119A1 |
