Изобретение относится к обработке металлов резанием и касается, в частности, обработки коленчатых валов двигателей.
Цель изобретения - повышение производительности и качества при обработке шеек коленчатого вала двигателя.
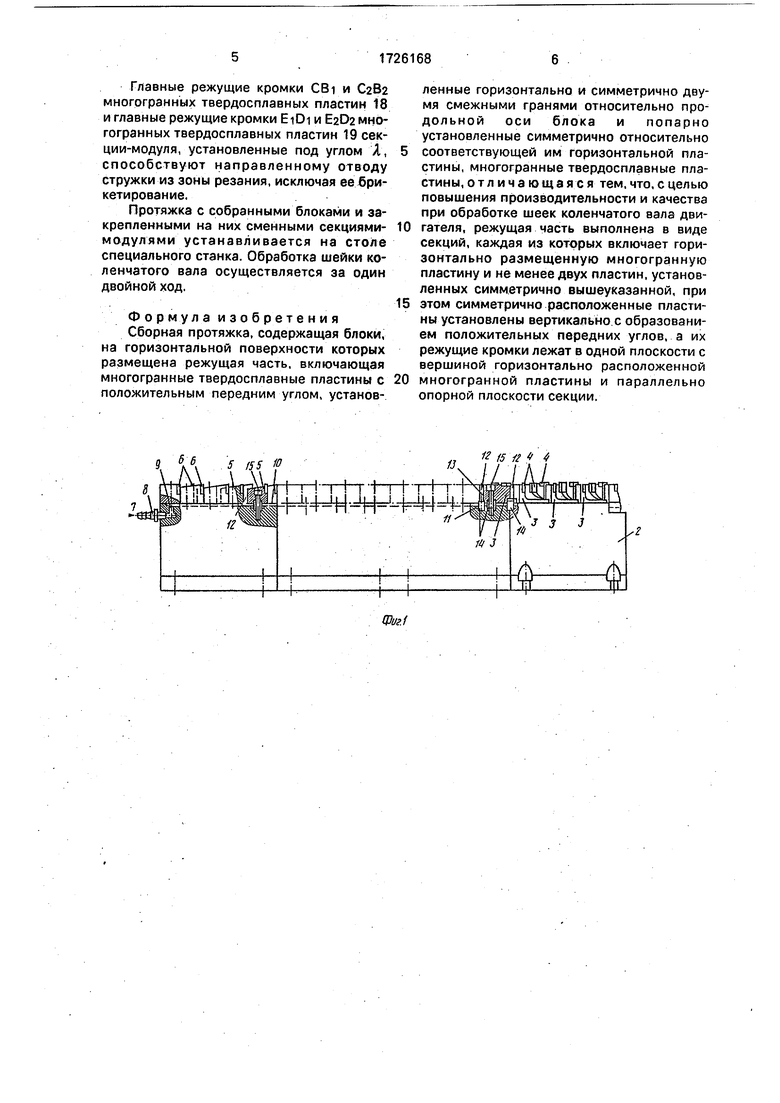
На фиг. 1 схематически изображена сборная протяжка; на фиг. 2 - то же, изо- метрия; на фиг. 3 - режущий модуль; на фиг. 4 - схема срезания припуска.
Сборная протяжка содержит корпус 1, состоящий из блоков 2, сьемных режущих секций 3, установленных на блоках 2 с закрепленными на них многогранными твердосплавными пластинами 4, и секции 5 с зачищающими твердосплавными пластинами 6.
От источника 7 сжатого воздуха через штуцер 8 воздух подается в вертикальное отверстие 9, соединенное с каналом 10, выполненным в блоках 2 и далее по вертикальным каналам 11 и 12, образуемым съемными секциями-модулями в зону резания.
Центрирование секций-модулей одни относительно других на блоке осуществляется по имеющимся в них фасонным полуотверстиям 13 в передней и задней поверхностях, опирающихся на центрирующие полые штифты 14, закрепленные в блоках, а крепление сьемных секций-модулей в блоках производится болтами по их отверстию 15. Блоки 2 с закрепленными на них съемными секциями-модулями 3 и 5 смонтированы на корпусе протяжки.
Режущая секция-модуль (фиг. 3) содержит корпус секции-модуля 16, первую многогранную твердосплавную пластину 17, боковые многогранные твердосплавные пластины 18 и 19. Первая пластина 17 установлена в гнезде корпуса секции-модуля го- ризонталыю и симметрично двумя смежными гранями к продольной оси съемной секции-модуля с положительными передними углами у 3 - 4° и участвуют в обработке активные участки главных режущих кромок OAi и ОА2 (фиг, 4). Первые боковые пластины 18 установлены вертикально и симметрично относительно первой пластины 17 на боковых гранях секции-модуля таким образом, что активные участка CiBi и СаВ2 их главных режущих кромок образуют положительные углы наклона 4-6° относительно горизонтальной оси секции- модуля, причем участки ВЕН и CiB2 главных режущих кромок перекрывают обработанную поверхность первой пластиной 17. Симметричное расположение режущих кромок пластин способствует уравновешиванию действующих сил, направленных по нормали к продольной оси секции-модуля, а уста- нов главных режущих кромок боковых пластин под углом А отводит действие ударной силы при врезании с передней вершины на
участки главных режущих кромок BiC и В2С2, что обеспечивает повышение стойкости многогранных твердосплавных пластин, Кроме того, угол А способствует необходимому направлению схода стружки и облегчает ее удаление из зоны резания.
Если обрабатываемая длина шейки коленчатого вала потребует дополнительных боковых пластин в секции-модуле, то их расположение аналогично боковым пластинам
18, но под другим углом наклона к продольной оси секции-модуля.
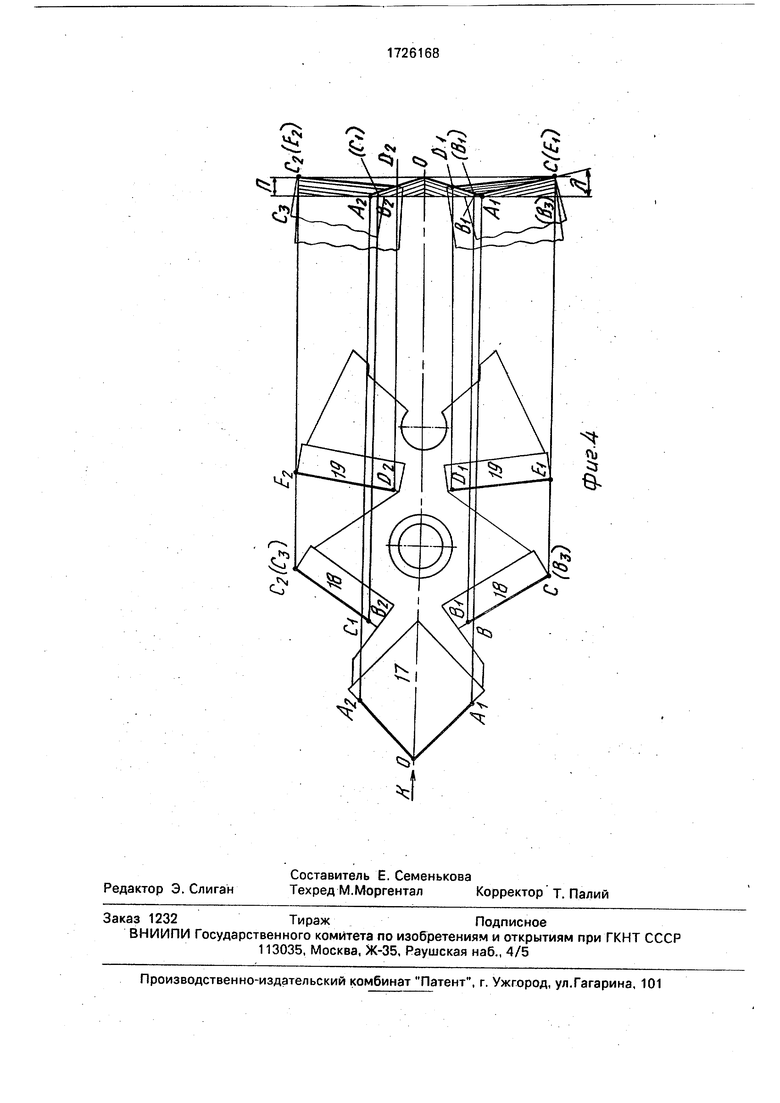
На фиг. 4 изображена схема срезания припуска (П)секцией-модулем.
Выступающие части главных режущих
кромок выставляются на одной высоте по горизонтали, что обеспечивает незначительную шероховатость обработанной поверхности шейки коленчатого вала. На этой же фигуре (по стрелке К) показана схема
срезания припуска многогранными твердосплавными пластинами режущей секции- модуля, Первая пластина 17 срезает слой металла в виде равнобедренного треугольника АчОАа, следующие за ней боковые пластины 18 срезают слой металла также в форме треугольников ВСВз и В2С2Сз, причем главные режущие кромки ВчС и В2С2 перекрывают своими участками BBt и CiB2 поверхность, обработанную главными режущими кромками OAi и ОА2 многогранной твердосплавной первой пластины 17. Таким образом, установ и расположение многогранных твердосплавных пластин в секции- модуле блока под углом А исключает
участие в обработке резанием передней вершины главной режущей кромки, наиболее подверженной износу, что обеспечивает повышение стойкости пластины, и, следовательно, повышение коэффициента использования оборудования.
Учитывая, что боковые твердосплавные пластины 18 установлены в секции-модуле под одним и тем же углом к ее продольной оси, то силы, действующие по нормали к
продольной оси секции-модуля, лежат практически в одной плоскости и на одной линии, но направлены противоположно и взаимно уравновешиваются, создавая этим самым условия стабильного процесса обработки резанием. Эти положения справедливы и для боковых твердосплавных пластин 19, срезающих часть припуска (Ei)DiBi и (E2)D2(Ci).
Главные режущие кромки CBi и С2В2 многогранных твердосплавных пластин 18 и главные режущие кромки EiDi и EaD2 многогранных твердосплавных пластин 19 секции-модуля, установленные под углом Я, способствуют направленному отводу стружки из зоны резания, исключая ее брикетирование.
Протяжка с собранными блоками и закрепленными на них сменными секциями- модулями устанавливается на столе специального станка. Обработка шейки коленчатого вала осуществляется за один двойной ход.
Формула изобретения Сборная протяжка, содержащая блоки, на горизонтальной поверхности которых размещена режущая часть, включающая многогранные твердосплавные пластины с положительным передним углом, установленные горизонтально и симметрично двумя смежными гранями относительно продольной оси блока и попарно установленные симметрично относительно
соответствующей им горизонтальной пластины, многогранные твердосплавные пластины, отличающаяся тем, что, с целью повышения производительности и качества при обработке шеек коленчатого вала двигателя, режущая часть выполнена в виде секций, каждая из которых включает горизонтально размещенную многогранную пластину и не менее двух пластин, установленных симметрично вышеуказанной, при
этом симметрично расположенные пластины установлены вертикально с образованием положительных передних углов, а их режущие кромки лежат в одной плоскости с вершиной горизонтально расположенной
многогранной пластины и параллельно опорной плоскости секции.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ КОЛЕНЧАТЫХ ВАЛОВ И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2412024C2 |
| Режущая пластина | 1991 |
|
SU1785835A1 |
| РЕЖУЩАЯ ПЛАСТИНА, В ЧАСТНОСТИ, ДЛЯ ОБРАБОТКИ КОЛЕНЧАТОГО ВАЛА | 2006 |
|
RU2429109C2 |
| ТОКАРНЫЙ РЕЗЕЦ "РОССИЯ" | 1992 |
|
RU2015861C1 |
| Протяжка | 1988 |
|
SU1703305A1 |
| УСТРОЙСТВО ДЛЯ ПРОТЯГИВАНИЯ | 1988 |
|
RU2028884C1 |
| МНОГОГРАННАЯ ДВУХСТОРОННЯЯ РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА ДЛЯ ЕЕ ИСПОЛЬЗОВАНИЯ | 2019 |
|
RU2714563C1 |
| Протяжка | 1986 |
|
SU1399025A1 |
| РЕЖУЩАЯ МНОГОГРАННАЯ ПЛАСТИНА | 2015 |
|
RU2604742C2 |
| РЕЖУЩАЯ ПЛАСТИНА | 2006 |
|
RU2398661C2 |

Использование: обработка шеек коленчатого вала. Сущность изобретения: режущая секция-модуль содержит корпус 16, первую многогранную твердосплавную пластину 17, боковые многогранные твердосплавные пластины 18 и 19. Первая пластина 17 установлена в гнезде корпуса секции-модуля горизонтально и симметрично двумя смежными гранями к продольной оси съемной секции с положительными передними углами. Первые боковые пластины 18 установлены вертикально и симметрично относительно первой пластины 17 на боковых гранях секции таким образом, что активные участки их главных режущих кромок образуют положительные углы наклона относительно горизонтальной оси секции, причем участки главных режущих кромок перекрывают обработанную поверхность первой пластины 17. Симметричное расположение режущих кромок пластин способствует уравновешиванию действующих сил, направленных по нормали к продольной оси секции, а установ главных режущих кромок боковых пластин под положительным углом способствует необходимому направлению схода стружки и отводит действие ударной силы при врезании с передней вершины на участки главных режущих кромок, что обеспечивает повышение стойкости пластин. 4 ил. Ё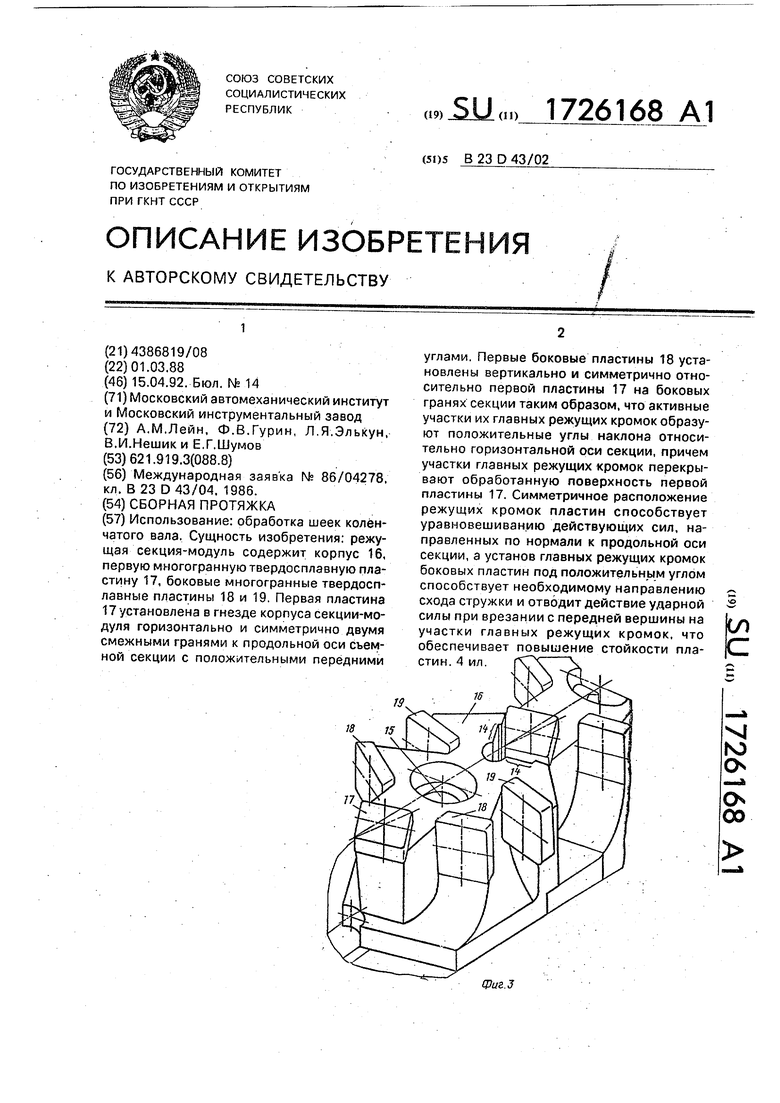
| Пюпитр для работы на пишущих машинах | 1922 |
|
SU86A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
