Изобретение относится к станкостроению и может быть использовано в агрегатных станках и в роторных многопозицирнных автоматах для нарезания резьбы метчиками.
Цель изобретения - повышение надеж- ности в работе головки за счет уменьшения длины кинематических цепей.
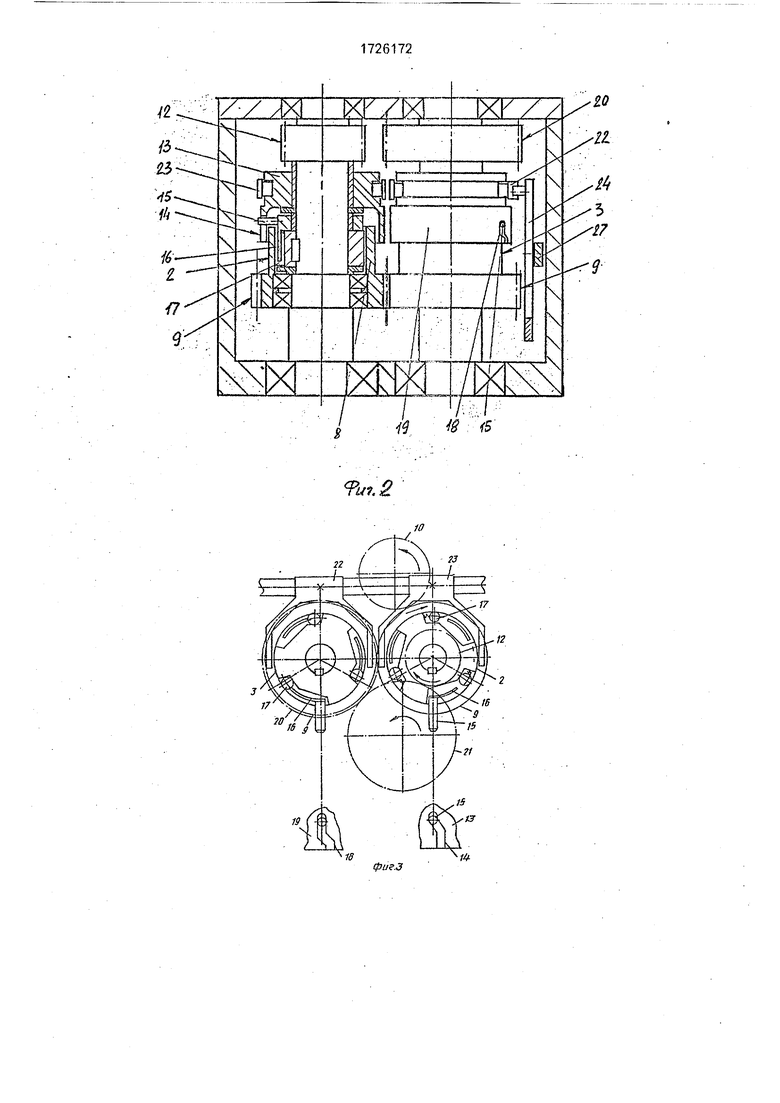
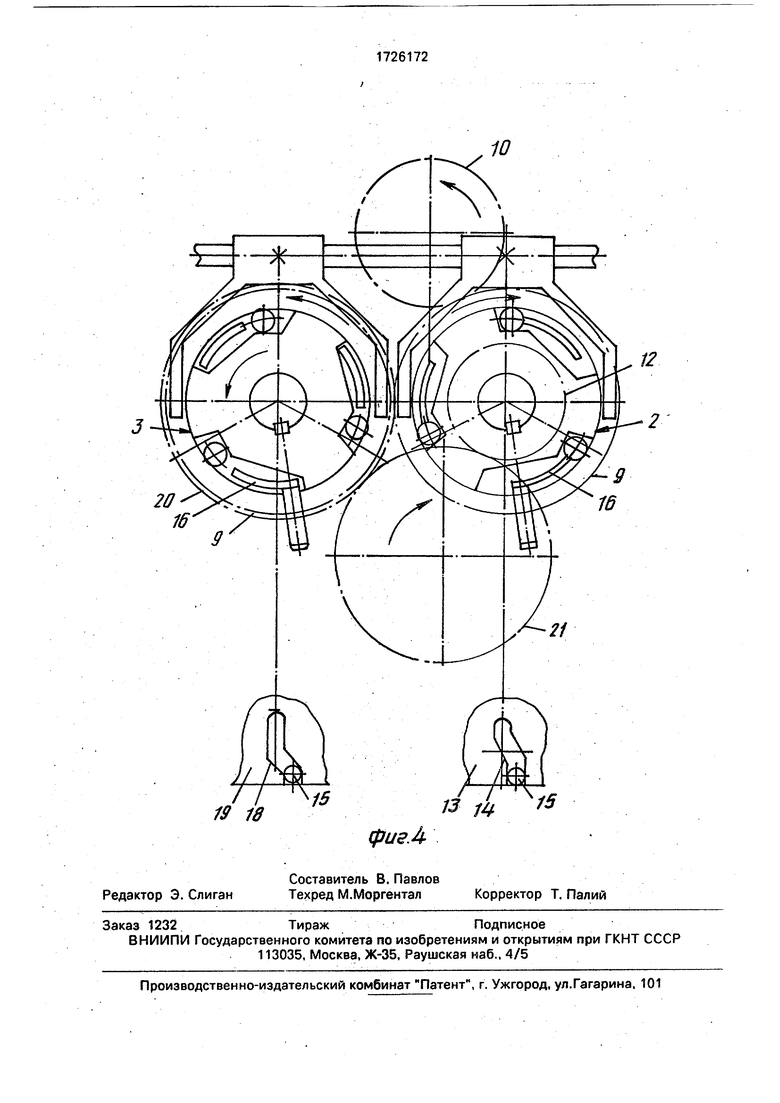
На фиг. 1 схематически изображена резьбонарезная головка, общий вид; на фиг. 2- разрез А-А на фиг. 1 ; на фиг. 3 - кине- матическая схема резьбонарезной головки при рабочем ходе шпинделя; на фиг. 4 -то же, при обратном ходе шпинделя.
Резьбонарезная головка (фиг. 1) содержит корпус 1, механизм реверсирования, включающий две роликовые обгонные муфты 2 и 3 противоположного вращения, пи- ноль 4, в которой установлен шпиндель 5, несущий патрон б с инструментом (метчиком) 7. Обгонная муфта 2 содержит ступицу 8, на которой выполнен зубчатый венец 9, находящийся в зацеплении с шестерней .10 привода вращения головки (не показан), и обойму 11 с зубчатым венцом 12. Обгонная муфта 2 снабжена нажимной втулкой 13, установленной с возможностью осевого перемещения и имеющей фигурный паз 14, в который входит палец 15, жестко закрепленный на поводке 16. Поводок 16 установлен с возможностью взаимодействия с подпружиненными роликами 17.
Обгонная муфта 3 (фиг. 2) по конструкции в целом аналогична обгонной муфте 2 и отличается от нее выполнением фигурного паза 18 нажимной втулки 19, а также тем, что зубчатый венец 20, установленный на ее обойме, выполнен большего диаметра, чем венец 12 обгонной.муфты 2. Обгонные муфты 2 и 3 установлены в корпусе 1 головки таким образом, что зубчатые венцы 9 нахо- дятся в постоянном зацеплении между со бой, а зубчатые венцы 12 и 20 находятся в зацеплении с шестерней 21, связанной со шпинделем 5 головки.
Механизм переключения состоит из ви- лок 22 и 23 управления обгонными муфтами, установленными жестко на общей оси и связанными с Г-образным рычагом 24, подпружиненного ролика 25, пружины 26 и двуплечего рычага 27.
Механизм подачи пиноли 4 выполнен в виде ломающегося рычага 28, состоящего из двух половин 29 и 30, соединенных между собой пружиной 31 и шарнирно закрепленных в месте стыка на корпусе 1 резьбонарезной головки. Рычаг 28 выполнен ломающимся только в одну сторону. Для этого левая половина 29 входит в паз 32, выполненный на правой половине 30, при этом последняя имеет возможность поворота относительно первой по часовой стрелке, а обратному вращению препятствует выступ 33. Ролик 25 установлен на оси 34, закрепленной в рычаге 24, и взаимодействует с пинолью 4.
Резьбонарезная головка работает следующим образом.
На фиг. 1 показано положение механизмов в начале рабочего хода резьбонарезной головки.
Связанные с приводной шестерней 10 (фиг. 3) ступицы 8 обгонных муфт 2 и 3 постоянно вращаются в противоположных направлениях. При этом обгонная муфта 2 включена, а обгонная муфта 3 выключена. Инструмент (метчик) 7 получает вращение по следующей кинематической цепи: шестерня 10 - ступица 8 с зубчатым венцом 9 обгонной муфты 2 - ролики 17 - обойма 11 с зубчатым венцом 12 обгонной муфты 2 - шестерня 21. Подача инструмента осуществляется с помощью ломающегося рычага 28. При нажатии на правую половину 30 ломающегося рычага 28 усилие подачи от привода станка .(не показан) через пружину 31 передается левой половине 29 рычага, связанной с пинолью 4 резьбонарезной головки. Последняя перемещается вверх до упора инструмента 7 в обрабатываемую деталь и поджимается к ней усилием пружины 31, которое выбирается из условия обеспечения самоустановки и самоврезания метчика 7 и одновременной защиты-его от поломки, например, при отсутствии предварительного отверстия под резьбу.
Оборачиваясь на нарезаемой резьбе, метчик 7 перемещается в осевом направлении совместно со шпинделем 5 и пинолью 4. Глубина нарезания резьбы регулируется настройкой подпружиненного ролика 25, например, путем вворачивания или выворачивания его оси 34 в Г-образный рычаг 24. При этом ролик 25, упираясь в пиноль 4, удерживает Г-образный рычаг 24 в положении, при котором включена обгонная муфта 2.
Как только пиноль 4 переместилась на требуемую величину хода, ролик 25 выходит из контакта с ней, Г-образный рычаг 24 под действием пружины 26 поворачивается против часовой стрелки и переключает вилки 22 и 23, которые, в свою очередь, перемещают нажимные втулки 13 и 19 соответствующих обгонных муфт 2 и 3 и с помощью фигурных пазов 14 и 18, пальцев 15 и поводков 16 выключат обгонную муфту 2 и включат обгонную муфту 3, т.е. происходит реверсирование вращения шпинделя 5. В этом случае кинематическая цепь следующая (фиг. 4): шестерня 10 - ступица 8 с зубчатым венцом обгонной муфты 2 - ступица 8 с зубчатым
венцом 9 обгонной муфты 3 - ролики 17 - обойма 11 с зубчатым венцом 20 обгонной муфты 3 - шестерня 4.
После реверсирования вращения шпинделя 5 метчик 7 начинает выворачиваться из обработанной детали. В это время от привода станка переключается направление подачи, т.е. меняется направление сил, воздействующих на правую половину 30 ломающегося рычага 28, который жестко сопровождает перемещение пиноли 4 вниз, причем последняя своим торцом взаимодействует с подпружиненным роликом 25 и увлекает его вниз.
Цикл работы резьбонарезной головки закончится, когда пиноль займет свое крайнее нижнее положение, в котором она удерживается ломающимся рычагом 28.
При повторении рабочего цикла двуплечий рычаг 27, взаимодействуя с приводом станка (не показан), поворачивает по часовой стрелке Г-образный рычаг 24, который с помощью вилок 22 и 23 переключает обгонные муфты 2 и 3 и реверсирует вращение шпинделя 5.
Освобожденный при повороте рычага 27 подпружиненный ролик 25 перемещается собственной пружиной в крайнее верхнее положение и, взаимодействуя с цилиндрической боковой поверхностью пи- ноли 4, фиксирует угловое положение рычага 27, препятствуя самопроизвольному его повороту против часовой стрелки и реверсированию вращения головки вплоть до окончания рабочего хода пиноли 4.
Далее следует рабочий ход резьбонарезной головки, и цикл повторяется. За счет разных передаточных отношений кинематических цепей прямого и обратного хода частота вращения шпинделя при выворачивании метчика выше, чем при нарезании резьбы, что позволяет сократить технологическое время обработки и повысить производительность оборудования.
Фор мула изобретения
1. Резьбонарезная головка; содержащая привод и установленные в корпусе
шпиндель с шестерней, механизм реверсирования с механизмом переключения реверса, механизм подачи шпинделя, отличающаяся тем, что, с целью повышения надеж- ности в работе устройства, механизм реверсирования выполнен в виде двух роликовых обгонных муфт, на ступице и обойме каждой из которых выполнены зубчатые венцы, а на обойме закреплены введенные в головку
пальцы и поводки, предназначенные для взаимодействия с роликами соответствующей обгонной муфты, при этом зубчатые венцы ступиц, обеих обгонных муфт входят в зацепление между собой и кинематически
связаны с приводом, зубчатые венцы обойм входят в зацепление с шестерней шпинделя, двух установленных на обоймах соответствующих обгонлых муфт с возможностью осевого перемещения относительно них,
нажимных втулок с фигурными пазами, предназначенными для взаимодействия с пальцами соответствующих обойм, механизм переключения реверса выполнен в виде двух жестко закрепленных на введенной
в головку оси и установленных с возможностью углового поворота вилок, каждая из которых связана с нажимной втулкой соответствующей обгонной.муфты, Г-образно- го подпружиненного рычага, на одном
конце которого закреплена введенная в устройство ось с подпружиненным роликом, установленным с возможностью взаимодействия со шпинделем, а другой конец шарнирно связан с одной из вилок,
и двуплечего рычага,.один конец которого шзрнирно связан с Г-рбразным рычагом, а другой конец предназначен для взаимодействия с введенным в головку дополнительным приводом. .
2. Резьбонарезная головка по п. 1, отличающаяся тем, что механизм подачи шпинделя выполнен в виде ломающегося рычага, обе половины которого связаны между собой при помощи пружины и оси, посредством которой ломающийся рычаг шарнирно связан с корпусом головки.
Йл2

| название | год | авторы | номер документа |
|---|---|---|---|
| Роторный автомат | 1990 |
|
SU1722721A1 |
| Устройство для обработки резьбовых отверстий | 1982 |
|
SU1100054A1 |
| Патрон для нарезания резьбы | 1973 |
|
SU477794A1 |
| Сверлильно-резьбонарезной полуавтомат | 1983 |
|
SU1098700A1 |
| РЕЗЬБОНАРЕЗНАЯ ГОЛОВКАВССООЮЗМАЯшагЛЮ^'!^Е:г;':^КАйБИБЛИЮ Г?;КА | 1971 |
|
SU302191A1 |
| СИЛОВАЯ ЭЛЕКТРОМЕХАНИЧЕСКАЯ ГОЛОВКА | 1971 |
|
SU313617A1 |
| Дыропробивной револьверный пресс | 1985 |
|
SU1286360A1 |
| Резьбонарезная силовая головка | 1982 |
|
SU1047647A1 |
| Устройство для навивки пружин | 1980 |
|
SU990387A1 |
| Автоматическая шпиндельная резьбонарезная головка | 1960 |
|
SU140660A1 |
Использование :нарезание резьбы метчиками. Резьбонарезная головка содержит механизм реверсирования с механизмом переключения и механизм подачи шпинделя 5. Механизм реверсирования выполнен в виде двух роликовых обгонных муфт 2 и нажимных втулок 13 с фигурным пазом 14. Обе обгонные муфты 2, содержат ступицы 8 и обоймы 11, на которых закреплены зубчатые венцы 9 и 12 соответственно. Зубчатые венцы 9 ступиц 8 обеих муфт входят в зацепление между собой и с шестерней 10 привода вращения головки, зубчатые венцы 12 обойм 11 входят в зацепление с шестерней 21 шпинделя. Механизм переключения выполнен в виде двух связанных с нажимными втулками 13 вилок 23, Г-образного рычага24, ролика 25 и рычага 27. Механизм подачи выполнен в виде ломающегося рычага 28. Обе половины 29 и 30 рычага 28 соединены между собой осью 32 и пружиной 31. 1 s.ti. ф-лы, 4 ил.
| МЕХАНИЗМ РЕВЕРСИРОВАНИЯ ВРАЩЕНИЯ ШПИНДЕЛЯ РЕЗЬБОНАРЕЗНОЙ ГОЛОВКИ | 0 |
|
SU359107A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
