Изобретение относится к станкостроению и может быть использовано для решения проблемы оперативной оценки состояния элементов динамической системы токарного станка.
Известен способ диагностики состояния металлорежущего станка (а.с. СССР N 1726204, B 23 Q 15/00, 15.04.92), который используют для оценки качества изготовления и сборки металлорежущих станков, исследования их динамических характеристик, определения частот собственных колебаний систем заготовка-патрон-шпиндель и резец-резцедержатель, в соответствии с которым осуществляют спектральный анализ профилограммы поверхности, обработанной на станке детали в зоне устойчивого процесса резания и дополнительно в зоне врезания. Из полученного спектра выделяют составляющие, которые не проявились в зоне устойчивого процесса резания, и сравнивают их с эталонными значениями частот.
Недостатком этого способа является необходимость снятия профилограммы и наличия специальной аппаратуры для спектрального анализа профилограммы, а также невозможность определения границы устойчивого резания.
Наиболее близким способом к заявленному изобретению является способ диагностики элементов замкнутой динамической системы станок-приспособление-инструмент-заготовка (а. с. СССР N 1296370, B 23 Q 15/00, 15.03.87), в соответствии с которым обрабатывают заготовку, осуществляют запись круглограммы ее поперечного сечения, по круглограмме получают спектр относительных колебаний между инструментом и заготовкой, выявляют доминирующие частоты собственных колебаний элементов замкнутой динамической системы станка при резании, сравнивая частоты собственных колебаний основных элементов станка с доминирующими частотами, выделяют слабый элемент конструкции станка.
Недостатком этого способа является необходимость снятия круглограммы для выявления с ее помощью спектра относительных колебаний между инструментом и заготовкой, а также необходимость математической обработки спектра относительных колебаний между инструментом и заготовкой с целью получения доминирующих частот.
Эти недостатки обусловлены трудностями, связанными с необходимостью снятия круглограммы и определением доминирующих частот по этой круглограмме при помощи специальной программы спектрального анализа случайных процессов.
Технический результат - снижение трудоемкости и упрощение способа диагностики замкнутой динамической системы станка по характеристикам отдельных звеньев, снятых для разомкнутой системы.
Указанный технический результат реализуется тем, что согласно способу диагностики элементов динамической системы токарного станка, измеряют статические податливости, собственные частоты и декременты колебаний основных элементов динамической системы станка, определяют их передаточные функции в виде колебательных звеньев [1, 2], осуществляют моделирование передаточной функции эквивалентной упругой системы станка по формулам
W0 = Wxx•cosα•cosβ•sinϕ+Wzz•sinα•cosϕ, (1)


 T1=bэk;
T1=bэk; 
где Wxx - передаточная функция в зоне резания между резцом и заготовкой, обусловленная динамической податливостью суппортной (Wxx1) и шпиндельной (Wxx2) групп в поперечном направлении по оси OX;
Wzz - передаточная функция суппортной группы в продольном направлении по оси OZ; α - угол между силой резания P и плоскостью OXY; β - угол между проекцией силы P на плоскость OXY и осью OX; ϕ - главный угол резца в плане; K1, K2, K - соответствующие статические податливости; T21, T22, T2 - инерционные постоянные; T11, T12, T1 - постоянные демпфирования;
b - переменный угловой коэффициент наклона статической скоростной характеристики трения; b1 - постоянная времени всплывания; br - коэффициент рассеяния энергии в цепи привода;
bg - коэффициент вязкого трения; bэ - эквивалентный коэффициент рассеяния энергии; m - масса суппорта; c - жесткость его привода; ωo - собственная частота колебаний суппорта на направляющих скольжения; p - параметр преобразования Лапласа.
Затем определяют максимальное отрицательное значение вещественной составляющей -RemaxWо, которое принимают в качестве параметра, характеризующего относительные колебания между инструментом и заготовкой, определяют частоту ωo, при которой имеет место -RemaxWо. Далее находят вещественные составляющие ReWxx1(ωo)•cosα•cosβ•sinϕ, ReWxx2(ωo)•cosα•cosβ•sinϕ и ReWzz(ωo)•sinα•cosϕ на частоте ωo, и по ним выявляют доминирующее звено, являющееся причиной неустойчивости.
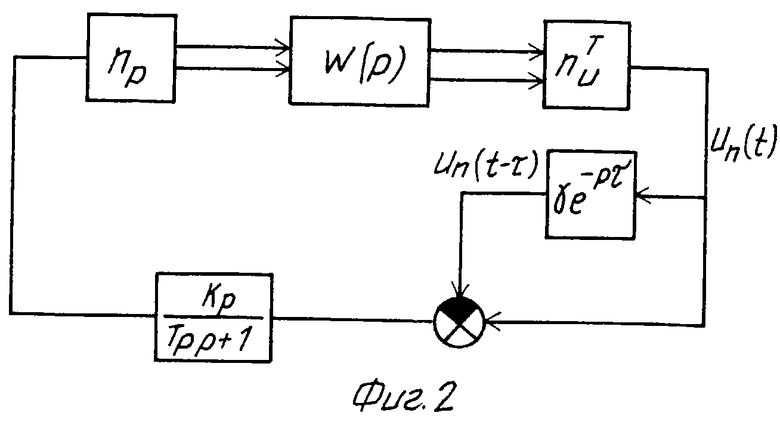
На фиг. 1 представлены составляющие силы резания PT = (Px1, Py, Pz) и относительного перемещения в зоне резания UT = (Ux, Uz); на фиг. 2 - трехмерная структурная схема нелинейной динамической системы станка при резании, где W(p) - передаточная функция упругой системы; np - преобразование модуля силы резания в вектор силы резания; n
Способ осуществляется следующим образом. Измеряют статические податливости, собственные частоты и декременты колебаний основных звеньев динамической системы токарного станка:
1. Суппортной группы в поперечном направлении вдоль оси OX.
2. Шпиндельной группы в поперечном направлении вдоль оси OX.
3. Привода подач суппорта в продольном направлении вдоль оси OZ.
После этого определяют передаточные функции этих звеньев по формулам (2), (3), составляют эквивалентную передаточную функцию Wо, учитывая главный угол резца в плане и постоянную времени стружкообразования. Затем строится АФЧХ эквивалентной передаточной функции Wо по формуле (1), по которой определяют максимальное отрицательное значение вещественной составляющей -RemaxWо и соответствующую частоту ωo. Устанавливают, какую часть составляет каждое колебательное звено динамической системы станка на частоте ωo в величине -RemaxWо.
Указанные параметры сравниваются со стандартными параметрами отлаженного согласно техническим нормам станка. В зависимости от того, у какого из элементов динамической системы станка параметр
ReWxx1(ωo)•cosα•cosβ•sinϕ,
ReWzz(ωo)•sinα•cosϕ
превышает соответствующий стандартный параметр для отлаженного станка, осуществляют операции по его отладке.
1. Для шпиндельного узла устанавливают оптимальный натяг подшипников передней опоры, затягивают стык передняя бабка-станина.
2. Для суппортной группы в поперечном направлении осуществляют шабрение направляющих суппортной группы, устанавливают требуемый зазор между регулировочными клиньями и направляющими скольжения.
3. Для суппортной группы в продольном направлении осуществляют шабрение направляющих станины, устанавливают требуемые зазоры регулировочных клиньев, устраняют зазоры в цепи привода подач.
После необходимой отладки вновь измеряются соответствующие статические податливости, собственные частоты и декременты колебаний. Данные вводятся в ЭВМ, полученная АФЧХ визуально сравнивается со стандартной. Если отклонения параметров -RemaxWо соответствующих элементов станка не превышают 5% в ту или иную сторону, то станок будет отвечать нормам контроля по динамическим характеристикам.
Способ основан на известном предположении, что динамические характеристики определяющих звеньев динамической системы станка с высокой степенью точности моделируются характеристиками колебательных звеньев [1]. По полученным характеристикам строится передаточная функция эквивалентной упругой системы, выражения которой зависят от главного угла резца в плане и соотношения между потенциальной и нормальной составляющих силы резания, определяемого в основном коэффициентом трения стружки на передней грани резца.
Устойчивость динамической системы станка определяется одним параметром: изменением относительного перемещения между резцом и заготовкой по нормали к поверхности обработки, поэтому динамическая система сводится к одномерной. Влияние волнистости поверхности обработки при резании по следу от предыдущего прохода резца означает, что выходной сигнал эквивалентной упругой системы следует рассматривать как разность
u(t)-γu(t-τ), (4)
где u(t) - относительное перемещение между резцом и заготовкой; u(t-τ) - запаздывающее воздействие следов обработки;
τ - время, за которое заготовка поворачивается на один оборот;
γ - коэффициент перекрытия.
Динамическая характеристика резания представляет собой зависимость изменения силы резания от вызвавшего это изменение относительного смещения заготовки инструмента. Динамическая характеристика резания может быть представлена аналитической зависимостью, когда образуется сливная стружка, то есть когда процесс образования стружки устойчив.
Сила резания зависит в основном от глубины резания, при этом в случае ступенчатого изменения глубины резания наблюдается переходный процесс, соответствующий апериодическому звену [3]. Поэтому в линейной теории устойчивости процесса резания используется зависимость (5)
(5)
где un(t)-γun(t-τ) = nu[u(t)-γu(t-τ)];
n
K - удельная сила резания; B - ширина стружки, Tр = lp/V;
lр - некоторый путь движения резца, определяющий формирование силы резания; V - скорость резания.
Величины lр для различных режимов обработки могут быть взяты из [4].
Если преобразовать выражение (5) по Лапласу, то получим
Po = Wрun, (6)
где Po = Po(p), un = un(p), p - параметр преобразования Лапласа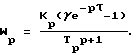
Рассмотрим структурную схему токарного станка при резании. Модуль силы резания определяется соотношением (5). Вектор силы резания P представим как произведение ее модуля и единичного орта (фиг. 1).
np = (cosα•cosβ, cosα•sinβ, sinα)T,
определяющего направление вектора P, где α - угол между вектором P и плоскостью OXY, β - угол между проекцией P на плоскость OXY и осью OX.
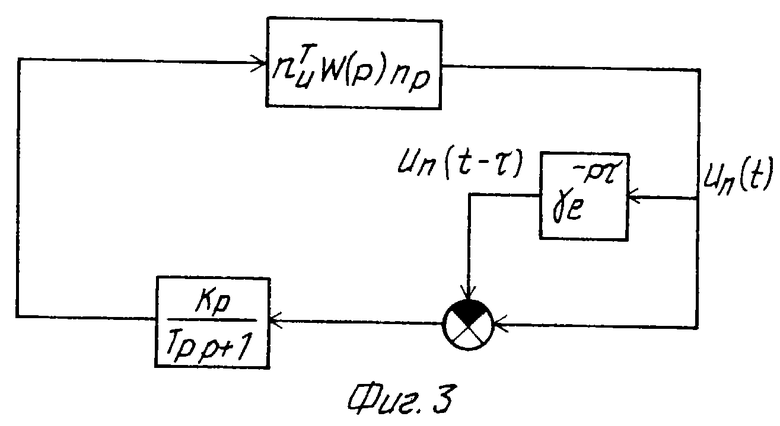
Структурная схема линейной динамической системы токарного станка без учета процесса в электроприводе изображена на фиг. 2, где двойными стрелками изображены векторные связи.
Характерной особенностью динамической системы токарного станка является ортогональность связей [3]. Это отражается тем фактом, что матрица передаточной функции упругой системы станка имеет диагональную структуру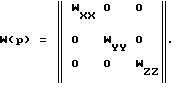
На устойчивость динамической системы станка WYY влияния не оказывает. Данный факт установлен в работе [3] . Поэтому данная схема приводится к схеме, изображенной на фиг. 3.
Выражение Wo(p) = n
n
где матрица R = n
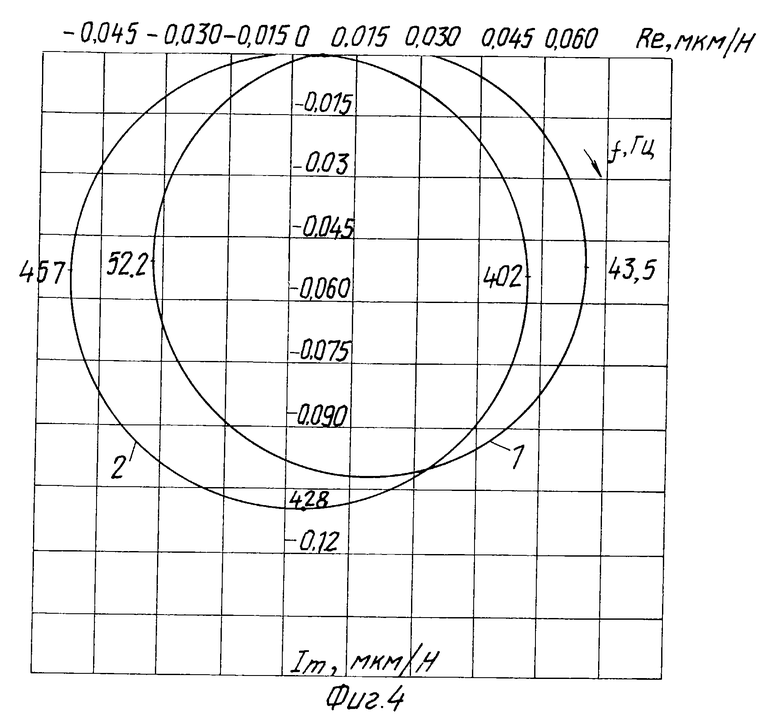
Например, рассмотрим оценку элементов замкнутой динамической системы токарного станка модели УТ 16, выпускаемого Ульяновским машиностроительным заводом, при резании жестких заготовок, зажатых в патрон шпинделя диаметром 40 мм и длиной консоли 80 мм, таких, что влияние заготовки на динамическую систему станок-процесс резания исключено. На фиг. 4 показана АФЧХ Wxx относительного перемещения между суппортом и шпинделем, рассчитанная по формуле (2) с использованием данных
K1 = 1,95 • 10-8 м/H, T21 = 5,10 • 10-3 c, T11 = 7,85 • 10-4 c,
K2 = 1,48 • 10-8 м/H, T22 = 3,71 • 10-4 c, T12 = 2,63 • 10-5 c.
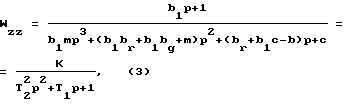
На фиг. 5 - АФЧХ Wzz, рассчитанная по формуле (3) с исходными данными
b1 = 0,02 с, br = 500 H•с/м, bg = 4530 H•с/м,
m = 170 кг, с = 9,6 • 10-6 H/м, b = 1,7 • 104 H•с/м.
На фиг. 6 - АФЧХ Wo, рассчитанная по формуле (1) при α = 30o, β = 25o, ϕ = 60o (сплошная линия) и АФЧХ Wo/Tрp+1 с учетом процесса резания, где Tр = 1•10-3 с - постоянная резания.
Максимальная отрицательная вещественная составляющая графика Wo (фиг. 6) на частоте 34,7 Гц равна 0,110 мкм/H. Значение ReWxx•cosα•cosβ•sinϕ АФЧХ относительного перемещения между суппортом и шпинделем в направлении оси OX (фиг. 4) на частоте 34,7 Гц равно 0,030 мкм/H. Значение ReWzz•sinα•cosϕ привода подач в направлении оси OZ равно - 0,139 мкм/H, что является наибольшей по модулю отрицательной величиной (фиг. 5), следовательно, в данном случае привод подач суппорта является слабым звеном. Учет передаточной функции процесса резания, как показано на фиг. 6, мало влияет на конечный результат, ввиду близости расположения АФЧХ Wo и АФЧХ Wo/Tрp+1, поэтому диагностика по передаточным функциям основных элементов разомкнутой системы осуществляется без учета процесса резания.
Список литературы
1. Санкин Ю. Н. Динамика несущих систем металлорежущих станков. - М.: Машиностроение, 1986. - 96 с.
2. Санкин Ю.Н., Жиганов В.И., Козловский А.В. Передаточные функции узлов на направляющих скольжения //СТИН. - 1994. - N 4. - С. 15-16.
3. Кудинов В. А. Динамические расчеты станков (основные положения) // СТИН. 1995. - N 8. - С. 3-13.
4. Эльясберг М. Е. Автоколебания металлорежущих станков. С.-Петербург: Издание ОКБС, 1993. - 180 с.


Способ диагностики элементов замкнутой динамический системы токарного станка может быть использован для решения проблемы оперативной оценки динамического состояния элементов токарного станка. Способ заключается в том, что измеряют статические податливости, собственные частоты и декременты колебаний основных элементов динамической системы станка, определяют их передаточные функции в виде колебательных звеньев. По полученным характеристикам строят передаточную функцию эквивалентной упругой системы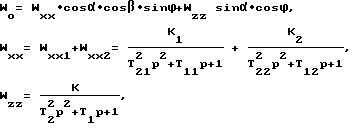
где Wxx, Wxx1, Wxx2 - передаточная функция в зоне резания между резцом и заготовкой, обусловленная динамической податливостью суппортной и шпиндельной групп в поперечном направлении по оси ОХ; Wzz - передаточная функция суппортной группы в продольном направлении по оси OZ; α - угол между силой резания и плоскостью ОХУ; β - угол между проекцией силы Р на плоскость ОХУ и осью ОХ; ϕ - главный угол резца в плане; K1, K2, K - соответствующие статические податливости; Т21, Т22, T2 - инерционные постоянные; T11, T12, T1 - постоянные демпфирования; р - параметр преобразования Лапласа. Затем определяют максимальное отрицательное значение вещественной составляющей -RemaxWo(ωo), которое принимают в качестве параметра, характеризующего относительные колебания между инструментом и заготовкой, определяют частоту ωo, при которой имеет место -RemaxWo(ωo). Далее находят вещественные составляющие ReWxx1(ωo) cosα•cosβ•sinϕ, ReWxx2(ωo)cosα cosβ sinϕ, ReWzz(ωo) sinα cosϕ, и по ним выявляют доминирующее звено, являющееся причиной неустойчивости. Предложенный способ позволит снизить трудоемкость и упростить диагностику замкнутой динамической системы станка по характеристикам отдельных звеньев, снятых для разомкнутой системы. 6 ил.
Способ диагностики элементов замкнутой динамической системы токарного станка, включающий измерение статических податливостей, собственных частот колебаний и декрементов колебаний основных звеньев динамической системы станка, получение параметра, характеризующего относительные колебания между инструментом и заготовкой, отличающийся тем, что осуществляют моделирование передаточной функции эквивалентной упругой системы станка по формулам
где Wхх, Wхх1, Wхх2 - передаточная функция в зоне резания между резцом и заготовкой, обусловленная динамической податливостью суппортной и шпиндельной групп в поперечном направлении по оси ОХ;
Wzz - передаточная функция суппортной группы в продольном направлении по оси OZ;
α - угол между силой резания Р и плоскостью ОХУ;
β - угол между проекцией силы Р на плоскость ОХУ и осью ОХ;
ϕ - главный угол резца в плане;
к1, к2, к - соответствующие статические податливости;
T21, T22, T2 - инерционные постоянные;
T11, T12, T1 - постоянные демпфирования;
р - параметр преобразования Лапласа;
затем определяют максимальную отрицательную вещественную составляющую -RemaxWo(ωo), которую принимают в качестве параметра, и частоту ωo, при которой имеет место -RemaxWo(ωo), находят вещественные составляющие
ReWxx1(ωo)•cosα•cosβ•sinϕ,
ReWxx2(ωo)•cosα•cosβ•sinϕ,
ReWzz(ωo)•sinα•cosϕ,
и осуществляют сравнение этих составляющих со стандартными значениями.
| Способ диагностики элементов замкнутой динамической системы СПИД | 1985 |
|
SU1296370A1 |
| Способ диагностики состояния металлорежущего станка | 1985 |
|
SU1344580A1 |
| Способ диагностики состояния металлорежущего станка | 1990 |
|
SU1726204A2 |
