Ш&2
Изобретение относится к калибровочным станкам для снятия закомелистости бревен и копировально-фрезерным для обработки круглых лесоматериалов с получением брусьев выпуклой формы и одновременно технологической щепы для целлюлозно-бумажной промышленности.
Цель изобретения - повышение выхода кондиционной технологической щепы.
На фиг.1 и 2 схематично изображены положения резцов во фрезерной головке; на фиг.З-схема поперечного фрезерования закомелистой зоны комлевой части бревна (на фиг.2 условно показано положение только двух фрез).
Фрезерная цилиндрическая головка состоит из корпуса фрез 1 и трехлезвийных резцов 2, установленных на двух диаметрах 3 и 4.
Работа фрезерной цилиндрической головки происходит следующим образом.
При подъеме головки к бревну происходит снятие щепы с закомелистой части бревна и комель приобретает форму тела вращения параллельно образующей бревна.
При фрезеровании закомелистой части бревна наибольшая толщина щепы получается при глубине резания, равной половине диаметра резания. Принятая разница радиусов резания обеспечивает получение щепы не более допустимого размера щепы по толщине. Считается, что допустимая толщина
щепы, при которой процент непровара составляет не более 0,5% равна 7 мм, а по ГОСТ 15815-83 толщина допускается не более 5 мм. Поэтому оптимальная разница радиусов резания составляет 4 - 7 мм или по диаметру резания 2 х (4 - 7) мм. Пределы размера дополнительного диаметра резания приняты с учетом большого охвата оптимальных значений, т.е. 2 х (3 - 10 мм).
На фиг.З показано, что. если глубина фрезерования равна DN, то в резании участвуют резцы, установленные на основном диаметре 3, при глубине фрезерования DO. резцы на дополнительном диаметре резания
4 срежут щепу ABC, а резцы на диаметре 3 - щепу BCD, т.е. при высоте фрезерования более DN в резании участвуют резцы, установленные на диаметрах 3 и 4.
Таким образом, установка резцов в одном корпусе фрезы на различных диаметрах резания обеспечивает получение заданной по толщине щепы, что определяется разницей диаметров резания.
Формула изобретения
Фрезерная цилиндрическая головка, включающая набор основных трехлезвийных резцов, отличающаяся тем. что, с целью повышения выхода кондиционной технологической щепы, она оснащена дополнительными резцами, имеющими диаметр, меньший диаметра основных на величину 6-20 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения технологической щепы при обработке комлей бревен и устройство для его осуществления | 1989 |
|
SU1678609A1 |
| Копировально-фрезерный станок для получения бруса и технологической щепы | 1983 |
|
SU1130467A1 |
| Копировально-фрезерный поперечный станок для изготовления бруса | 1979 |
|
SU946930A1 |
| ФРЕЗЕРНО-БРУСУЮЩИЙ СТАНОК | 1991 |
|
SU1827962A1 |
| ЛИНИЯ КОМПЛЕКСНОЙ ПЕРЕРАБОТКИ ДРЕВЕСИНЫ | 2006 |
|
RU2340442C2 |
| ФРЕЗЕРНАЯ ГОЛОВКА ДЛЯ ПЕРЕРАБОТКИ ТОНКОМЕРНОЙ ДРЕВЕСИНЫ В БРУС И ТЕХНОЛОГИЧЕСКУЮ ЩЕПУ ИЛИ СТРУЖКУ | 1995 |
|
RU2146609C1 |
| ЛЕСОПИЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ КРУГЛЫХ ЛЕСОМАТЕРИАЛОВ | 1992 |
|
RU2054351C1 |
| Фрезернобрусующий станок | 1979 |
|
SU880722A1 |
| СПОСОБ ПЕРЕРАБОТКИ БРЕВЕН | 2001 |
|
RU2185280C1 |
| Торцово-коническая фреза | 1983 |
|
SU1142281A1 |

Изобретение относится к калибровочным станкам для снятия закомелистости бревен и копировально-фрезерным станкам для обработки круглых лесоматериалов с получением брусьев выпуклой формы и одновременно технологической щепы для целлюлозно-бумажной помышленности. Цель изобретения - повышение выхода кондиционной технологической щепы. Фрезерная цилиндрическая головка состоит из корпуса фрезы 1 и трехлезвийных резцов. Причем на фрезерной головке установлены дополнительные резцы на диаметре резания меньшем основного на 6 - 20 мм. Фрезерная головка работает следующим образом. При подъеме головки к бревну происходит снятие щепы с закомелистой части бревна и комель приобретает форму тела вращения. 3 ил .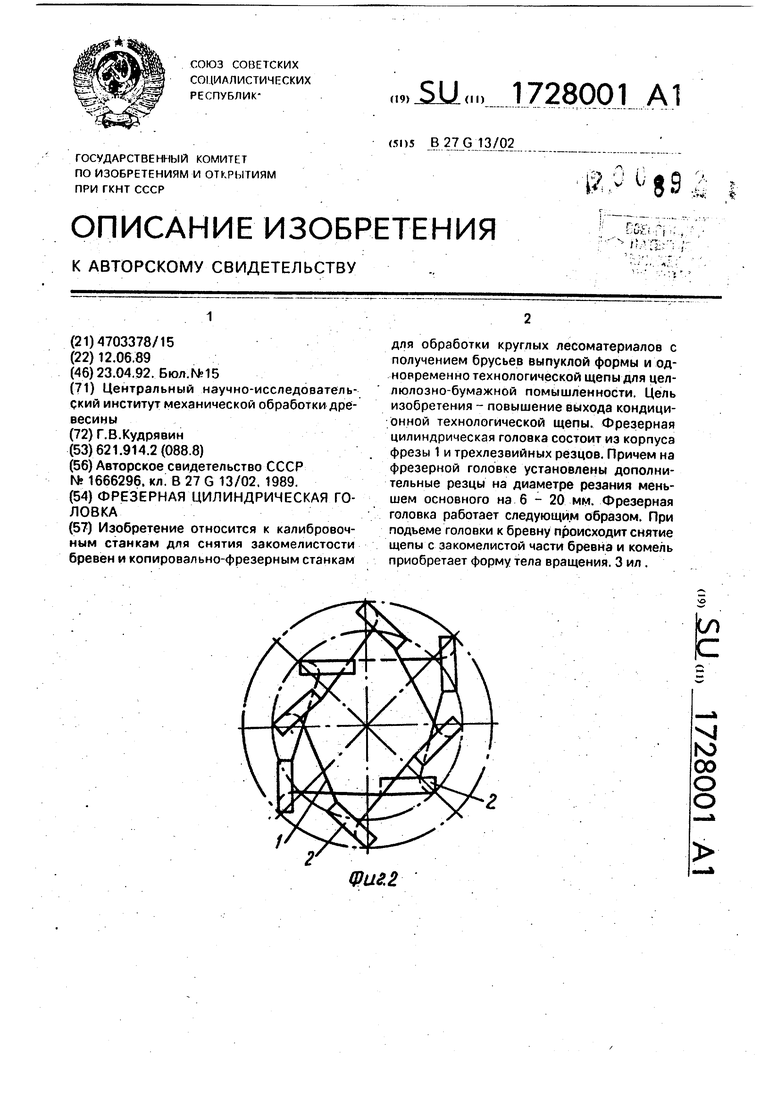
ч
Л
Фиг1
S
| Калибровочный станок для обработки комлей бревен | 1988 |
|
SU1666296A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Механизм для сообщения поршню рабочего цилиндра возвратно-поступательного движения | 1918 |
|
SU1989A1 |
