# # 9 9 IB Ц
Изобретение относится к деревообрабатывающей промышленности и используется в производстве древесно-стружечных плит (ДСП).
Известен способ регулирования подачи стружки со связующим в формирующую машину, включающий выдачу стружки из бункера, дозирование стружки и поддержание заданного соотношения со связующим по объему, смешивание стружки со связующим и подачу смеси к формирующим машинам данного потока.
Одно из важных условий производства ДСП состоит в необходимости поддержания определенного соотношения стружки и связующего по массе.
Недостатком известного способа является дозирование по объему, которое неизбежно приводит к ошибкам, связанным с колебаниями количества измельченной древесины в единице объема в зависимости от вида древесных частиц, степени уплотнения и породы древесины. Наблюдается нестабильность насыпной массы, что приводит к неодинаковому расходу измельченной древесины на изготовление плит, в результате чего получаются плиты различных плотности и прочности.
Известен способ регулирования подачи стружки со связующим в формирующую машину, включающий выдачу стружки из бункера с приводом регулирования расхода стружки по объему, подачу стружки и связующего в смеситель, поддержание заданного соотношения по массе стружки и связующего, смешивание стружки со связующим, разделение на две части при помощи регулируемого шибера, подачу смеси к формирующим машинам данного потока, которые осуществляют дозирование, по массе выходящей из них смеси.
В данном способе производится более предпочтительное для практики поддержание заданного соотношения стружки и связующего по массе. Это соотношение обеспечивается весовыми устройствами, установленными перед смесителем, и в процессе работы смесителя не изменяется.
Подачу смеси к формирующим машинам каждого потока производят с помощью распределительного шибера, который приоткрывается или закрывается по мере заполнения дозаторов формирующих машин смесью.
Так как точное согласование производительности смесителя и формирующих машин невозможно, то смеситель во всех случаях настраивают на производительность заведомо большую, чем суммарная производительность обеих формирующих
машин, а согласование их работы достигают за счет остановок смесителя. При этом уровни стружки в формирующих машинах колеблются от минимального до максимального.
Прекращение подачи стружки и связующего в смеситель происходит при работающем по инерции вале, из-за чего происходит нарушение качества проклеивания определенной порции стружки. То же происходит
0 и при пуске смесителя. Поэтому остановки смесителя нежелательны.
Колебания уровня стружки в формирующих машинах вызывают следующие неустранимые дефекты ковра: снижается
5 точность работы весов формирующей машины, так как резко .изменяется уплотнение стружки, а следовательно, и неизбежны колебания свойственного весам перевеса, ухудшается равномерность насыпки по ши0 рине, так как вместе с уровнем изменяется форма поверхности, что приводит к случайному распределению уплотнения по ширине.
Цель изобретения - повышение качест5 ва формируемого ковра за счет равномерности его насыпки по ширине и по весу, устранения остановок смесителя и обеспечения более стабильного весового соотношения стружки и связующего в течение
0 всего технологического процесса.
Поставленная цель достигается тем, что регистрируют уровни смеси стружки и связующего в дозаторах обеих формирующих машин и по величине сигнала этого уровня
5 в первой формирующей машине корректируют подачу стружки из- бункера, а по величине сигнала уровня во второй формирующей машине корректируют распределение смеси стружки со связующим между
0 первой и второй формирующими машинами.
Способ осуществляют следующим образом.
Стружка из бункера 1, который имеет
5 привод 2 для регулирования ее расхода, поступает с помощью шнека 3 в смеситель 4, Туда же подается связующее насосом-дозатором 5, В смесителе 4 стружка смешивается со связующим, и полученная смесь
0 поступает далее по транспортеру 6 к первой 7 и второй 8 формирующим машинам данного потока. Формирующие машины 7 и 8 выполнены в виде дозаторов 9 с ковшовыми весами 10, 11 и питателями 12, 13, которые
5 обеспечивают равномерную выдачу стружки из машин непрерывным потоком для формирования ковра 14.
Подача смеси к соответствующим двум
последовательно установленным формиру ющим машинам 7 и 8 разделяется регулируемым шибером 15 с приводом 16 на две части. Данная смесь образует в емкостях дозаторов 9 поверхность 17 определенной формы. Емкости дозаторов 9 снабжены аналоговыми датчиками 13 и 19 для поддержэ- ния уровней 20 и 21 насыпной смеси постоянными. Постоянство уровня в каждой емкости обеспечивает определенную форму поверхности 17 насыпной смеси. В случае отклонения уровня смеси от заданного сигналы от датчиков усиливаются с помощью усилителей 22 и 23 и оказывают уп- равляющее воздействие на приводы соответственно 2 и 16 бункера 1 и шибера 15. Данные средства представляют собой системы автоматической стабилизации уровней смеси в первой 7 и второй 8 формирующих машинах данного потока, причем уровень 20 в первой формирующей машине поддерживается за счет регулирования рас- хода стружки (привода 2) при выдаче ее из бункера, а уровень 21 во второй формирующей машине поддерживается за счет регу- лирования привода шибера. Такое выполнение (регулирование) позволяет бо- лее точно поддерживать заданное соотношение стружки и связующего по массе независимо от изменений во всей системе, исключить остановки смесителя, при этом подача связующего в смеситель остается постоянной и в регулировании не нуждается.
При использовании предлагаемого способа процесс оказывается непрерывным.
При постоянном уровне смеси вноси- мые погрешности от уплотнения носят систематический характер и мснуч f.nu, пикни дированы соответствующей поднлп.чдкоп формирующих машин.
Так как расход смеси, у формирующих машин регламентирован весами, точность работы которых повышена за счет стабилизации уровня, а подача смолы в смеситель устанавливается постоянной (что само по себе значительно упрощает задачу дозирования связующего), то и через смеситель проходит строго определенное по массе ко личество сухой стружки, что и требуется для улучшения технологии.
Формула изобретение Способ регулирования подачи стружки со связующим в формирующую машину, включающий выдачу стружки из бункера с регулированием объема стружки по обьему, подачу стружки и связующего в смеситель при поддержании заданного соотношения между массами стружки и связующего, сме- шипание стружки со связующим, подачу смеси к двум формирующим машинам с непрерывным разделением этой смеси между формирующими машинами .отличающийся тем. что, с целью повышения качества формируемого ковра, регистрируют уровни смеси стружки и связующего в дозаторах обеих формирующих машин и по величине сигнала этого уровня в первой формирующей машине корректируют подачу стружки из бункера, а по величине сигнала уровня во второй формирующей машине корректируют распределение смеси стружки со связующим между первой и второй формирующими машинами.

Использование: производство древес- но-стружечных плит. Сущность изобретения: непрерывно регистрируется уровень смеси в первой и второй формирующих машинах 7 и 8. Первым сигналом корректируют подачу стружки из бункера 1, а вторым - распределение смеси стружки со связующим между обеими формирующими машинами 7 и 8, что позволяет избежать разрывности процесса подачи стружки. 1 ил.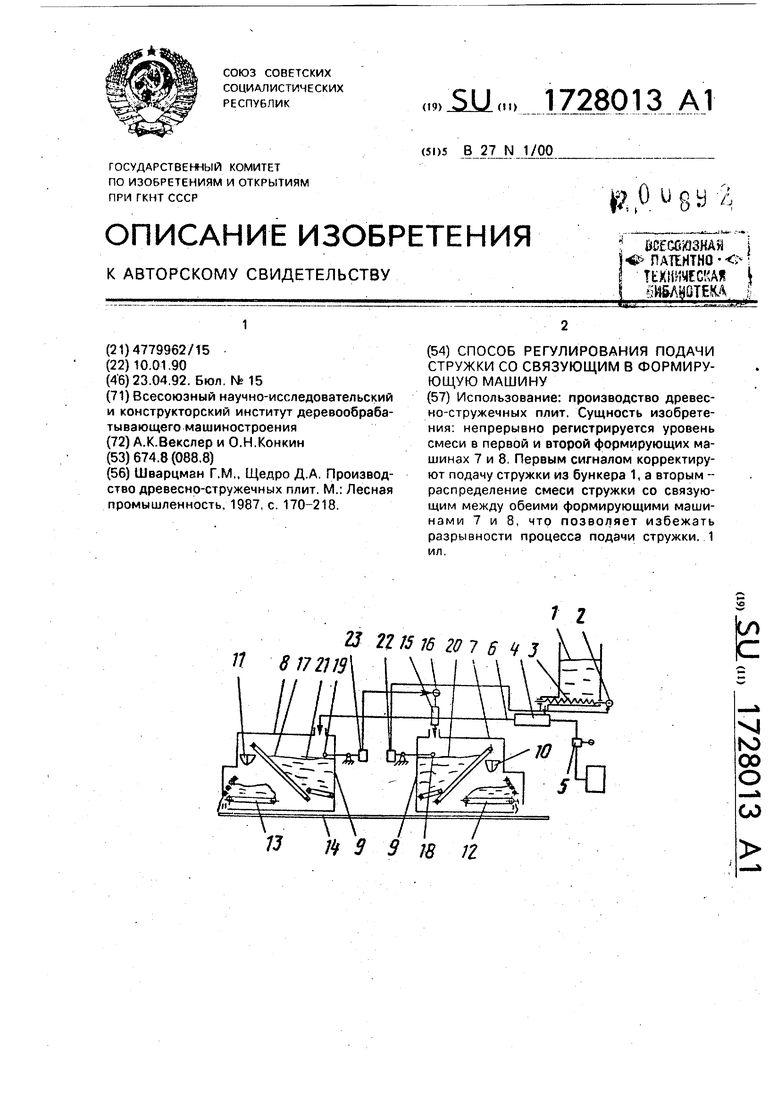
| Шварцман Г.М., Щедро Д.А | |||
| Производство древеснр-стружечных плит | |||
| М.: Лесная промышленность, 1987, с | |||
| Аппарат для передачи фотографических изображений на расстояние | 1920 |
|
SU170A1 |
