(5) СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 1995 |
|
RU2103164C1 |
| Способ изготовления древесностружечных плит | 1985 |
|
SU1328202A1 |
| Способ изготовления модели для исследования процесса тепло- и массопереноса при горячем прессовании древесностружечных плит | 1985 |
|
SU1286957A1 |
| Линия изготовления древесностружечных плит | 1988 |
|
SU1604616A1 |
| Устройство для настила древесностружечного ковра | 1982 |
|
SU1079465A1 |
| СПОСОБ ПОЛУЧЕНИЯ ДРЕВЕСНЫХ ПЛИТ БЕЗ ДОБАВЛЕНИЯ СВЯЗУЮЩЕГО И ТЕХНОЛОГИЧЕСКИЕ ЛИНИИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2005596C1 |
| Устройство для регулирования настила древесностружечного ковра | 1978 |
|
SU725897A1 |
| СПОСОБ ОБЛИЦОВКИ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2189320C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ С ДВУХСТОРОННЕЙ ОБЛИЦОВКОЙ | 1994 |
|
RU2048289C1 |
| Способ изготовления древесностружечных плит | 1990 |
|
SU1782754A1 |
1
Изобретение относится к деревообрабатывающей промышленности и может быть использовано для управления технологическим процессом производства древесностружечных плит плоского и зкструзионного прессования.
Известен способ управления процессом производства древесностружечных плит, который предусматривает управление одной определенной операцией ,о технологической цепочки l.
В известном способе управление проводят по параметру, характеризующему состояние древесностружечной массы на данной операции переработки,is при этом не учитывают влияния комплекса входных параметров на управляющие воздействия, что не обеспечивает в целом требуемых показателей .прочности готовых изделий, 2о
Известен также способ управления процессом изготовления древесностружечных плит, включающий измерение параметров физико-мехэнического состояния перерабатываемой древесностружечной массы на операциях сушки, смешивания, формирования, прессования путем изменения количества стружки, подаваемой в сушилку, регулирования подачи связующего, в смеситель, изменения скорости транспортера-питателя формирующей машины, корректировки времени прессования Г 2.
Недостатками данного способа являются низкое качество изделия и сложность процесса изготовления.
Цель изобретения - повышение качества изделия и упрощение процесса .изготовления.
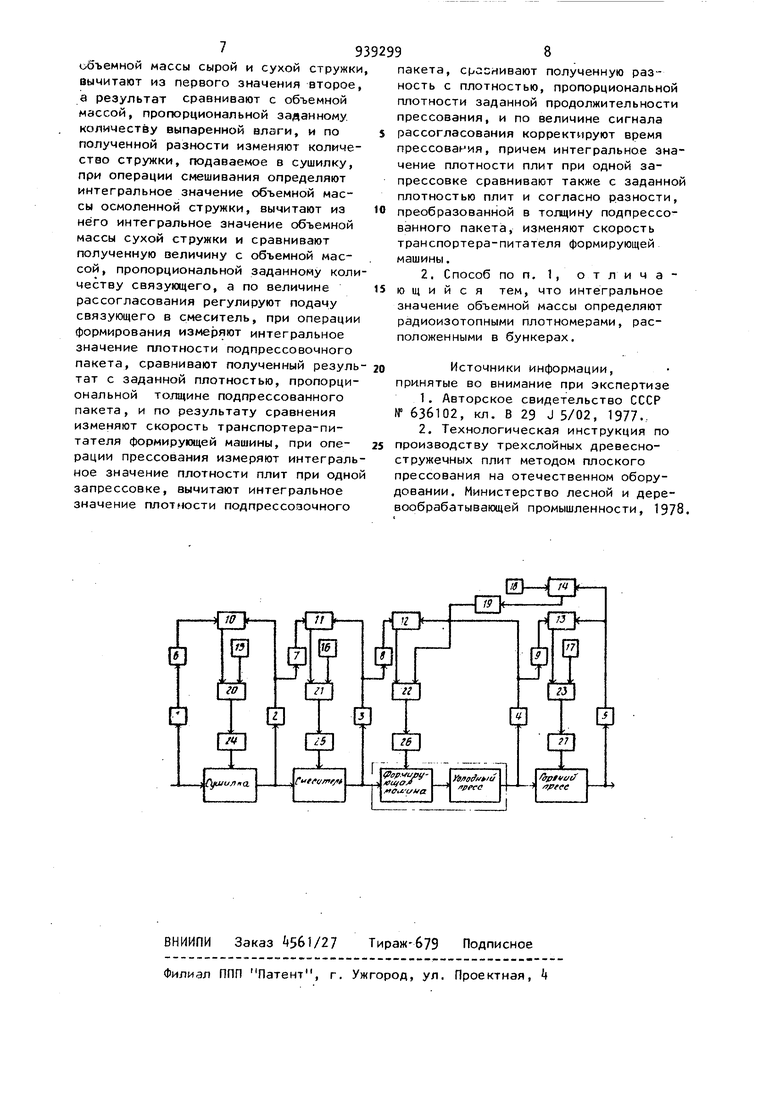
Поставленная цель достигается тем, что при операции сушки измеряют интегральное значение объемной массы сирой и сухой стружки, вычитают из первого значения второе, а результат сравнивают с объемной массой, пропорциональной заданному количеству выпаренной влаги, и по полученной разности изменяют количество стружки, подаваемой в сушилку, при операции смешивания определяют интегральное значение объемной массы осмоленной стружки, вычитают из него 11нтеграль НО8 значение объемной массы сухой стружки и сравнивают полученную -величину с объемной массой, пропорциональной заданному количеству связу ющего, а по величине рассогласовани регулируют подачу связующего в смеситель, при операции формирования измеряют интегральное значение плот ности подпрессованного пакета сравнивают полученный результат с задан ной плотностью, пропорциональной тол щине подпрессованного пакета, и по результату сравнения изменяют скорос транспортера-питателя формирующей машины, при операции прессования измеряют интегральное значение плотности плит при одной запрессовке, вы читают интегральное значение плотнос ти подпрессованного пакета, сравнивают полученную разность с плотностью, пропорциональной плотности заданной продолжительности прессования, и по величине сигнала рассогласования корректируют время прессо вания, причем интегральное значение плотности плит при одной запрессовке сравнивают также с зададчной плотностью плиt и согласно разности преобразованной в толщину подпрессованного пакета, изменяют скорость транспортера-питателя формирующей машины, а интегральное значение объемной массы определяют радиоизотопными плотномерами, расположенными в бункерах. На чертеже изображена блок-схема устройства для осуществления предлагаемого способа. Устройство состоит из измерительных элементов 1 и 2 интегральной объ емной массы древесных частиц, измери тельного элемента 3 интегральной объемной массы осмоленных древесных частиц, измерительного элемента 4 интегральной плотности подпрессованного ковра , измерительного элемента 5 плотности древесностружечной плиты элементов 6-9 задержки, элементов 10-14 сравнения, задатчиков 15-18, функционального преобразователя 19, регулирующих элементов 20-23, исполнительных устройств в качестве измерительных элементов используются радиоизотопные плотномеры. Способ осуществляется следующим образом. Измерительный элемент 1 определяет интегральное значение объемной массы сырой стружки по поперечному сечению бункера, электрический сигнал задерживается элементом 6 задержки на период сушки древесных частиц, измерительный элемент 2 производит интегральную оценку объемной массы высушенных древесных частиц в бункере сухой стружки по его поперечному сечению. Сигналы, пропорциональные объемной массе сырой и сухой стружки, поступают в элемент 10 сравнения, где на выходе получают величину, пропорциональную количеству выпаренной влаги в процессе сушки. В регулирующем элементе 20 происходит сравнение текущего значения с заданной величиной из блока задатчика 15, соответствующей значению регулируемой величины (количество выпаренной влаги при постоянном тепловом режиме), и формирование закона регулирования исполнительным устройством 2k подачи древесных частиц в сушилку. Текущее значение объемной массы осмоленной стружки воспринимает измерительный элемент 3. который установлен и в дозаторе формирукхцей машины. Измеренная объемная масса сухой стружки с помощью элемента 7 задерживается на период процесса смешивания стружки со связующим. Сигналы от элементов 3 и 7 поступают на элемент 11 сравнения , где происходит вычитание сигнала, соответствующего значению объемной массы осмоленной стружки. Полученная разность поступает на вход регулирующего элемента 21, где осуществляется сравнение текущего значения регулируемого параметра (количество связующего в единице объема древесностружечной массы) с заданным его значением, поступающим из задатмика 16, и в зависимости от погрешности регулирования вырабатывается по определенному закону регулирующего воздействия, который и отрабатывает исполнительное устройство 25, изменяя количество связующего, подающегося в смеситель. Измеренная интегральная объемная масса осмоленной стружки поступает в элемент 8, где сигнал задерживается на время процесса формирования подпрессованного пакета посредством формирующей машины и холодного пресса и затем поступает в элемент 12 сравнения. Сигнал об интегральной плотности подпрессованного пакета, полученный с помощью измерительного элемента , является также входной величиной элемента 12, в котором происходит алгебраическое их суммирование. С выхода элемента сравнения сигнал поступает на вход регулирующего элемента 22, где происходит сравнение текущего значения сигнала рассогласования с установкой на толщину подпрессованного пакета и определение закона регулирования исполнительным устройством 26 изменения скорости транспортера-питателя форми рующей машины. Сигнал, соответствующий плотности подпрессованного пакета, с выхода элемента 4 задерживается элементом 9 на время от момента измерения плотности пакета до выхода готового изделия из разгрузочной этажерки. Посредством измерительного элемента 5 определяется интегральная плотност древесностружечных плит одной запрес совки и поступает на вход элемента 13 сравнения, где происходит сравнение этой величины с сигналом, поступающим с выхода элемента 9. Резностный сигнал, характеризующий состояни процесса и общее влагосодержание пакета, поступает в регулирующий элемент 23. Здесь происходит сравнение с сигналом задатчика 17 времени прессования и определение закона вре мени прессования через исполнительное устройство 27. Текущее значение регулируемого па раметра, измеренного с помощью плотномера 5, поступает на элемент }k сравнения, в котором осуществляется сравнение этого сигнала с заданием на плотность изготовляемых древесностружечных плит, поступающим с эадатчика 18. В зависимости от величин сравнения изменяется установка в кон туре стабилизации толщины подпрессо ванного пакета на участке формирования .. Использование предлагаемого способа, одним из существенных признаков которого является измерение одно го параметра физико-механического состояния древесностружечной массы по всему технологическому процессу; дает возможность значительно снизить уровень погрешностей при определении управляющих воздействий на соответствующих стадиях, что в совокупности приводит к повышению качества готовых изделий, понизить трудоемкость самого способа управления процессом изготовления древесностружечных плит, а исключить необходимость разработки значительного объема специфических средств контроля технологических параметров. Использование в данном способе как необходимого признака операции сравнения выходного параметра с входным в сочетании с другими признаками позволяет исключить влияние на качество готовых изделий состояния технологического оборудования, взаимосвязанных параметров физико-механического состояния древесностружечной массы и погрешности в измерении харак-теристики технологического параметра. Предлагаемый способ дает возможность автоматизировать процесс управления изготовлением древесностружечных плит с помощью довольно простых и надежных технических средств. Наличие обратной связи по каналам длА плотности подпрессовочного пакета и плотности готового изделия, при стабилизированных текущих технологических параметрах, для регулирования параметров, влагосодержаний сухой стружки, количества связующего к единице объема, толщины подпрессованного пакета, позволяют компенсировать возмущающее воздействие, получая тем самым древесностружечные плиты с требуемыми показателями качества. Формула изобретения 1, Способ управления процессом изготовления дре весностружечных плит, включающий измерение параметров физико-механического состояния перерабатываемой древесностружечной массы на операциях суШки, смешивания, формирования, прессования путем из-, мерения количества стружки, подаваемой в сушилку, регулирования подачи связующего в смеситель, изменения скорости транспортера-питателя формирующей машины, корректировки времени прессования, отличающийся тем, что, с целью повыше ния качества изделий и упрощения . процесса изготовления, при операции сушки измеряют интегральное значение
объемной массы сырой и сухой стружки, вычитают из первого значения второе, а результат сравнивают с объемной массой, пропорциональной заданному количеству выпаренной влаги, и по полученной разности изменяют количество стружки, подаваемое в сушилку, при операции смешивания определяют интегральное значение объемной массы осмоленной стружки, вычитают из него интегральное значение объемной массы сухой стружки и сравнивают полученную величину с объемной массой, пропорциональной заданному количеству связующего, а по величине рассогласования регулируют подачу связующего в смеситель, при операции формирования измеряют интегральное значение плотности подпрессовочного пакета, сравнивают полученный результат с заданной плотностью, пропорциональной толщине подпрессованного пакета, и по результату сравнения изменяют скорость транспортера-питателя формирующей машины, при oneрации прессования измеряют интегральное значение плотности плит при одной запрессовке, вычитают интегральное значение подпрессоаочного
пакета, сравнивают полученную разность с плотностью, пропорциональной плотности заданной продолжительности прессования, и по величине сигнала рассогласования корректируют время прессования, причем интегральное значение плотности плит при одной запрессовке сравнивают также с заданной плотностью плит и согласно разности, преобразованной в толщину подпрессованного пакета, изменяют скорость транспортера-питателя формирующей машины.
отличающийся тем, что интегральное значение объемной массы определяют радиоизотопными плотномерами, расположенными в бункерах.
Источники информации, принятые во внимание при экспертизе
